




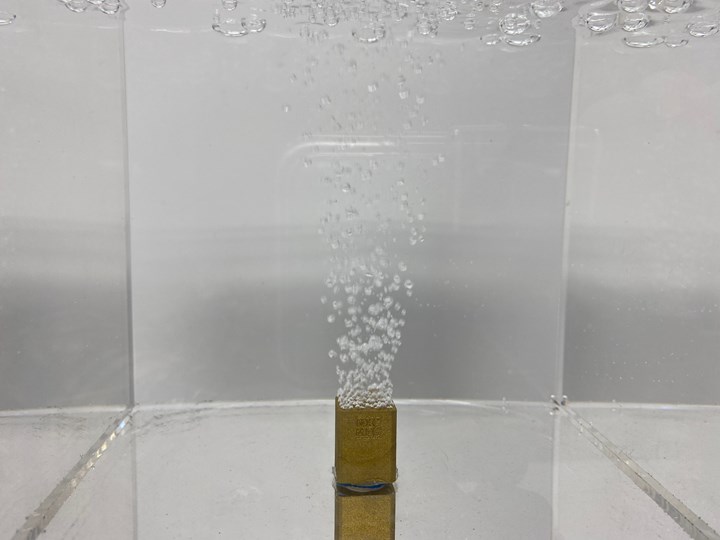
Variable density sintering eliminates the most challenging gas trap defects in high-wear molds. Photo Credit: Next Chapter Manufacturing.
Venting molds is extremely challenging because you must create a gap in the molding surface large enough for the gas to escape, but small enough so plastic does not leak out. A very fine line exists between gas traps and flash, and not crossing this line is a constant balance.
As molds get more complex, effectively venting a mold becomes more challenging. Mold flow simulation is a good indication of where gas traps will occur, but the locations identified are not always ideal for venting. Another approach is to insert the area with a custom insert, but this can be costly and add complexity to mold maintenance procedures.



3D printing technology makes it possible to precisely change the density of specific areas of steel using microscopic pores that create an abundance of venting where it is needed the most. Plus, it enables fully dense solid areas for wear resistance. In short, using variable density sintering, a mold builder can get the best of both worlds when eliminating the most challenging gas trap defects in high-wear molds.
Time to Vent
Several types of venting exist, but the most common form is where two pieces of steel come together (fixed or moving) like a parting line or ejector pin with a tenth of thousandths of an inch deep gap letting the gas escape. Another option is metal with a resin binder sintered twice to burn off the binder and fuse the metal, leaving small pores to vent through the thickness of the insert to the atmosphere.

Venting solutions involving direct metal laser sintering (DMLS) are not prone to clogging between preventative maintenance (PM) cycles and can be easily cleaned with ultrasonic cleaning. In most cases, the venting is self-cleaning, which means that with each shot the pressure is pushing gas buildup through the vents into relief and avoiding clogging.
These approaches work when the mold is new and during first trials, but what happens when the mold goes into production and starts to accumulate shots that wear the parting line? Are the vents accessible to a technician to clean every shift by simply opening the press and wiping down the mold?
Suppose the vents are buried in vent inserts or mold areas that are not accessible without mold disassembly. In that case, they will clog, or in some cases, result in burning that eats away the mold steel and causes significant damage and part defects. The mold may also require more preventative maintenance (PM) when in production, which increases maintenance costs and leaves molders struggling to produce defect-free parts.
Developments in direct metal laser sintering (DMLS) allow mold builders to make porous inserts with powdered steel using a laser welding process that creates porous steel regions without the secondary debinding and sintering process. With this approach, a mold builder can create vented inserts with precision venting regions and fully dense steel in the same insert, and in particular, for wear areas such as shutoffs and bearing surfaces that require solid steel like ejector pin and core pin holes.
Even though this process offers an extreme amount of venting in a small area and durability within 48-52 HRC, it is sometimes still not enough for the demands of highly engineered resins that produce gases and burning that can erode steel if not properly vented.
With this approach, a mold builder can create vented inserts with precision venting regions and fully dense steel in the same insert.
Time to Coat
We must push the limits of printed steel to develop a high-wear solution for mold venting. For example, after you design, build and finish machine 3D-printed vented inserts, use a PVD process to coat the inserts for wear resistance or to lower the coefficient of friction, easing part ejection.
For many years our industry has used thin-film PVD on injection mold cavities and cores to protect the steel surfaces without adding a significant amount of material to the surface. This method avoids knocking the mold out of spec and having to consider a large amount of added material (electroplating) during mold design.
PVD coatings result in uniformity across the mold with no buildup on the edges and extremely low surface roughness. Therefore, they do not change the surface texture of the mold. Typically a titanium nitride or zirconium nitride is used with PVD coatings, which provides a hardness of 80-85 Rc. A chromium nitride can also be used, with a lower coefficient of friction but a lower hardness (about 75 Rc).

Combine DMLS and thin-film PVD to extend 3D-printed vented insert life.
3D printing injection molds presents some unique challenges for coaters, like more intricate molds that demand a coating process that can reach all areas of a mold. Then there are vented inserts with vent diameters of 25 microns (one thousandth) or less that present a higher probability of damage from corrosive gases that flow through the vents. To protect the inner diameter of the vent inserts, you must apply a coating throughout the length of the vent without clogging or significantly restricting the airflow.
Coatings applied by thin-film PVD technology are typically around five microns in thickness on the surface of injection molds, but for vented inserts, we recommend a coating of two to three microns to allow the vented insert to perform as designed. In addition, a two-to-three-micron hard ceramic coating will also provide a protective barrier that decreases the ability of the corrosive gas to destroy the vented insert steel and increases the time between maintenance cycles.
We must push the limits of printed steel to develop a high-wear solution for mold venting. For example, after you design, build and finish machine 3D-printed vented inserts, use a PVD process to coat the inserts for wear resistance or to lower the coefficient of friction easing part ejection.
PVD coating is known as a “line of sight” coating process, which means you only apply the coating to areas facing the ionized metal cathode. Coating areas within tubes—or narrow vents—requires you to direct the ions down into the holes to apply the coating throughout the inner diameter. It would be best to create a bias on the opposite side (the regress of the vent hole) of the entrance of the vented insert, which attracts the charged particles into the vent and embeds them within the inner diameter along the way. Pay close attention to the area around the exit for the vented gas, as these edges will wear more quickly than the inner part of the vent itself.
Mold builders can provide efficiencies for injection molders by using DMLS to create vented inserts that eliminate gas trap defects. However, combining direct metal laser sintering and thin-film PVD will lengthen the intervals between PM and extend the life of the 3D-printed vented inserts.








Related Content

Precision Meets Innovation at IMTS 2024
After attending IMTS, it's clear that the integration of advanced technologies is ready to enhance precision, efficiency and automation in mold manufacturing processes. It’s a massive event, so here’s a glimpse of what the MMT team experienced firsthand.
Read More
How to Use Thermal Management to Improve Mold Cooling
A review of common mold cooling issues and possible solutions, including 3D printing applications.
Read More
3D Printing Innovates Hot Runner Manifold Design
Metal 3D printing combined with a conventionally machined manifold block overcomes flow shadows on valve gates and offers faster color changes while providing closer system pitch centerlines between cavities.
Read More
Large Hybrid Steel Insert Solves Deformation, Dimensionality, Cycle Time Problems
DMLS printers using metal additive powders selected by Linear AMS to produce high-quality, accurate, consistent 3D-printed mold components with certification and traceability.
Read MoreRead Next

How to Supply Cooling to Additive Tooling
Additive tooling provides limitless options for cooling a mold’s difficult-to-cool areas.
Read More
PVD Coatings Solve Common 3D-Printed Mold and Part Problems
The right surface modification solution can alleviate a few common additive manufacturing pain points that typically require creating new molds or parts.
Read More
Selling the Value of Additive Tooling in a Mold
Gaining molder buy-in for a conformal-cooled mold insert requires communicating the mold’s total cost of ownership over the life of the project.
Read More