




EOS offers 28 pure metal and metal alloy powders specifically formulated for the DMLS process while meeting regulatory compliance, lot traceability, flexible volumes and fast delivery. Photo Credit: EOS GmbH
Linear AMS, a Shapeways company, started life in 2003 as an injection and compression toolmaker and custom molder. From the start, the company embraced the benefits of metal additive manufacturing (AM). Initially, that involved 3D printing metal tool components, details and geometries that would otherwise need to be EDM’d. However, by 2005, Linear became the second company in North America to purchase a direct metal laser sintering/solidification (DMLS) printer from EOS North America. That led to many aerospace companies knocking on Linear’s door, asking to observe the machine running, since the only other company with an EOS metal additive printer was another aerospace competitor.
The Linear team soon became so skilled at designing and printing conformally cooled and heated mold components in metal AM that it produced them for hundreds of molds per year — not only its own but those of other toolmakers across North America. By 2015, with 135 employees and 15 metal AM printers (along with several polymer AM types), Linear had evolved to be more additive service bureau than conventional toolmaker and molder. After a short-lived acquisition by a New York-based defense contractor and investor, the company was reacquired in 2017 by the founder/owner and a business partner under a two-year non-compete agreement that limited Linear’s metal AM work to automotive and tooling.



“One advantage our team brings to each project is that we have deep experience in both conventional and additive manufacturing and we recognize that additive is only one tool in a moldmaker’s toolbox."

Because metal 3D printing offers unmatched design freedom not possible with conventional machining or gundrilling, conformal cooling/heating channels can better follow complex part contours and be placed much closer to mold geometry that needs better thermal control to eliminate hot/cold spots, which are difficult or impossible to reach with conventional baffles, bubblers and trees. Photo Credit: Linear AMS
Since 2020, when the non-compete expired, Linear has expanded its 55,000-square-foot/5,110-square-meter manufacturing footprint in Livonia, Michigan, where tools and inserts are designed and metal AM parts are printed, with the purchase of a 100,000-square-foot/9,290-square-meter molding facility in Charlotte, Michigan, where Linear provides custom injection molding services. Last year, Linear merged with on-demand digital manufacturer Shapeways Inc. As a global polymer and metal additive service bureau providing rapid prototyping, production and finishing of parts, Shapeways had started expanding into traditional manufacturing services. By joining both companies’ experience and capabilities in additive and subtractive manufacturing, the combined entity can offer more products and services to customers in more industries worldwide. Today, Linear serves customers in automotive/ground transportation, consumer/appliance, industrial, medical, oil and gas, packaging and the space/defense sectors.
Linear’s Livonia operation is currently undergoing a $1.5 million upgrade to its CAE area and a collaboration center is being built to enhance work with its customers. The facility also features two EOS M 280 DMLS printers, two GE Arcam Q20 electron beam melting (EBM) printers and two Desktop Metal Shop System metal binder jet printers. Additionally, on the polymer AM side, customer needs are supported by three HP MJF 4210 multi-jet fusion printers and six EOS SLS P Series selective laser sintering (SLS) printers with three more coming online this year.
Hybrid Tool Inserts
With almost 20 years of experience designing and additively manufacturing core and cavity inserts, lifters and slides for injection and compression molds, the Linear team has developed some strong preferences and innovative techniques to capitalize on the benefits of both additive and subtractive (conventional) manufacturing.
For example, all DMLS mold components are produced in MS1/maraging steel. This alloy can be heat treated by a simple thermal age-hardening process to yield parts with excellent hardness, strength and good corrosion resistance. Exclusively running a single metal on these very busy printers reduces the risk of cross-contamination and changeover time. Also, Linear purchases material for those printers solely from EOS.
“Early on, we tried purchasing metal additive powders on the open market, but we had some disappointing experiences,” explains David Myers, Linear’s senior business development executive. “Since then, we’ve implemented an internal requirement to purchase all AM metal materials from our printer suppliers. That assures us consistency, certification and lot-to-lot traceability — important features for all clients, especially those in the space and defense sectors. In addition to reliable and repeatable material properties, which gives us complete confidence in component integrity, EOS also provides impeccable service.”
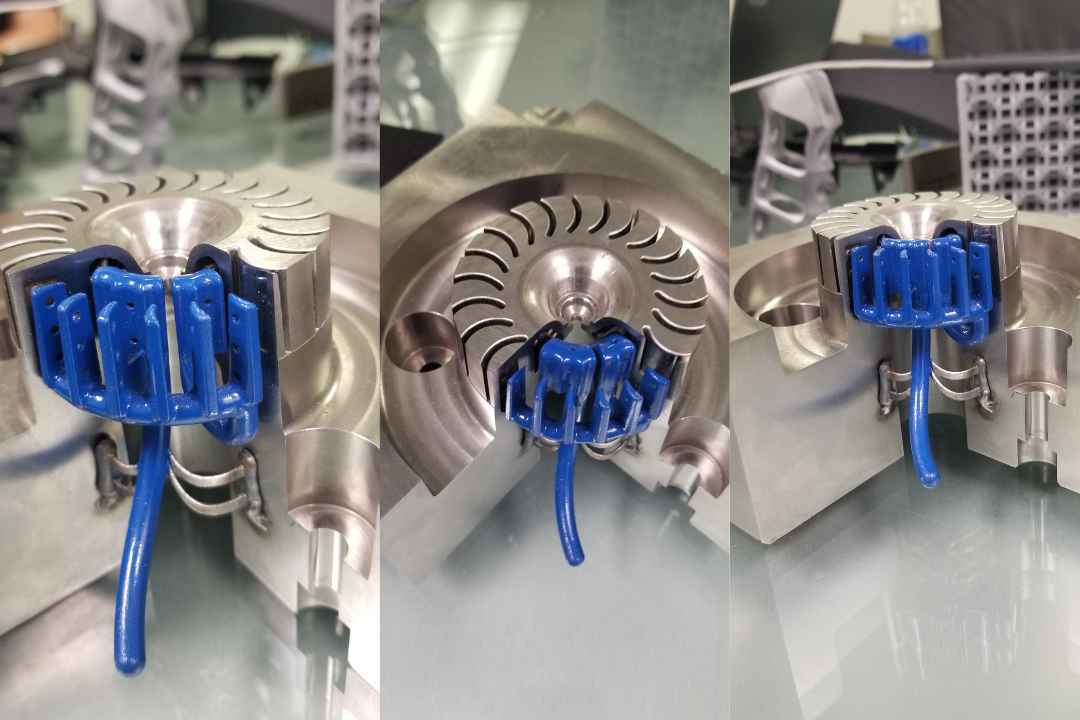
An example of a complex, conformally cooled insert Linear designs and produces in MS1/maraging steel on DMLS printers — both from EOS North America — is the cavity insert above, which Linear uses to injection mold highly filled/reinforced polybutylene terephthalate (PBT) insulators for the rail industry. Through clever tool design, Linear produces three different-length parts using interchangeable mold inserts. Photo Credit: Linear AMS
During its nearly two-decade metal AM journey, Linear has developed a hybrid approach to producing mold inserts. DMLS printers require a build plate on which the developing workpiece is built up in successive layers. That plate is usually wire EDM’d away after printing. However, Linear uses a 304/stainless or P20 steel build plate already fully plumbed for water or oil lines. That way, the conformal cooling/heating channels are already attached to the outgoing cooling/heating circuits, and only unnecessary sections of the build plate are removed, which saves time and effort and offers the best of additive and subtractive manufacturing.
Still another skill that Linear’s team brings to the table is know-how regarding designing and printing each component to reduce internal stresses. For example, laser-based metal AM printing methods can produce components with significant internal stresses prone to warpage during post-print machining before spotting the insert into the mold.
“We work closely with the moldmaker at the front end of the design process to address those concerns by identifying the best part orientation on the build plate during the grow stage,” continues Myers. “In parallel, we also determine if extra features or details should be incorporated into the AM build so the tool shop has the most efficient means for holding/fixturing the part to meet its finish machining requirements. Additionally, all our conformal inserts are stress relieved regardless of whether they require additional heat treatment or hardening. That safeguards against distortion and post-machining shifts.”
Linear AMS began life as an injection and compression toolmaker and custom molder but soon gained expertise in designing and producing metal additive manufacturing (AM) mold components incorporating conformal cooling/heating channels. Today, Linear designs and prints metal AM mold inserts for its own tools and those of other moldmakers. Photo Credit: Linear AMS
Quality Triangle
With over 30 years of DMLS experience, EOS says that raw materials are just as important as design and the printing process for producing high-quality parts. As such, the 28 pure metal and metal alloy powders it offers for its EOS M2 family of printers are specifically formulated to meet the printing parameters of the DMLS process and the physical, mechanical and chemical requirements of the end-use environments in which the parts will be used.
“At EOS, we offer an extensive portfolio of high-tech materials designed specifically for metal 3D printing using our DMLS technology,” says Jon Walker, EOS North America automotive AM expert. “Our quality-controlled material supply chain — from initial source to final delivery — ensures these products meet regulatory compliance, lot traceability, flexible volumes and fast delivery, plus the support of our team of experts. All of our materials, process parameters and metal 3D printers are optimally aligned to reliably and repeatedly provide the desired properties for production of your parts. We call this the EOS quality triangle, which is unique to our DMLS technology, a proven powder bed fusion technology for metal additive manufacturing.”
“We work closely with the moldmaker at the front end of the design process to address concerns by identifying the best part orientation on the build plate during the grow stage.”
Current EOS metal powders include aluminum alloys, cobalt chrome, copper, nickel alloys, precious metals, refractory metals, titanium, stainless steel, case-hardening steels and tool steels (including MS1, 1.2709, CX and CM55). EOS offers five different grades just within the MS1/maraging steel category. The company also reports that its R&D teams are working on expanding its offering to include bronze, pure copper, copper alloys, metallic glasses and lightweight alloys.
Each metal AM material EOS offers is said to have undergone meticulous quality control measures at every stage of the supply chain and to be formulated to efficiently, effectively and repeatedly produce the desired properties in printed parts that meet the most demanding industry standards. For example, each batch of EOS tool steel powder arrives with an inspection certificate (per EN 10204, Type 3.1) showing results of extensive quality assurance (QA) testing not only of the powder itself but also of test parts built in a dedicated DMLS printer using a dedicated process. For even greater transparency, EOS ranks each material’s technology readiness level (TRL) for 3D printing.

Two EOS M 280 DMLS metal additive printers at Linear AMS’ facility in Livonia, Michigan. One of these units printed the large MS1 cavity insert to mold the rail insulator parts for a railway project. Photo Credit: Linear AMS
Best of Additive & Subtractive Manufacturing
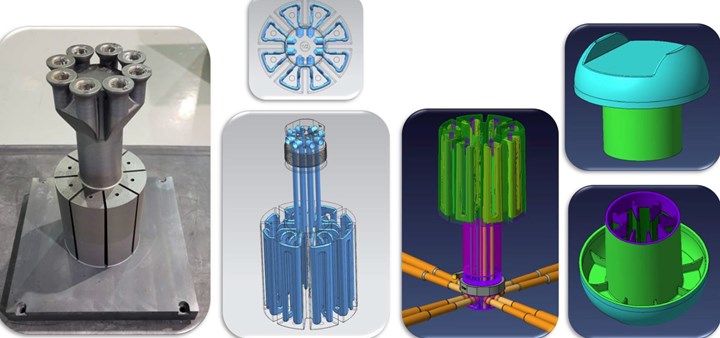
A recent project for the rail industry is a great example of how Linear combines the best of additive and subtractive manufacturing. The single-cavity, single-gate, oil-cooled tool is designed to injection mold high-voltage electrical insulators in three different lengths for use in a system that switches railway tracks for the New York Transit Authority. The parts resemble giant mushrooms that are gated at the cap and with a stem diameter of 4.84 inches/123 millimeters, average stem length of 10.6 inches/270 millimeters and weighing an average of 0.13 pound/60 grams. They’re molded in 60% fiberglass/mineral-reinforced polybutylene terephthalate (PBT) on an 880 ton/tonne injection press at Linear’s Charlotte molding facility. The project presented many challenges.
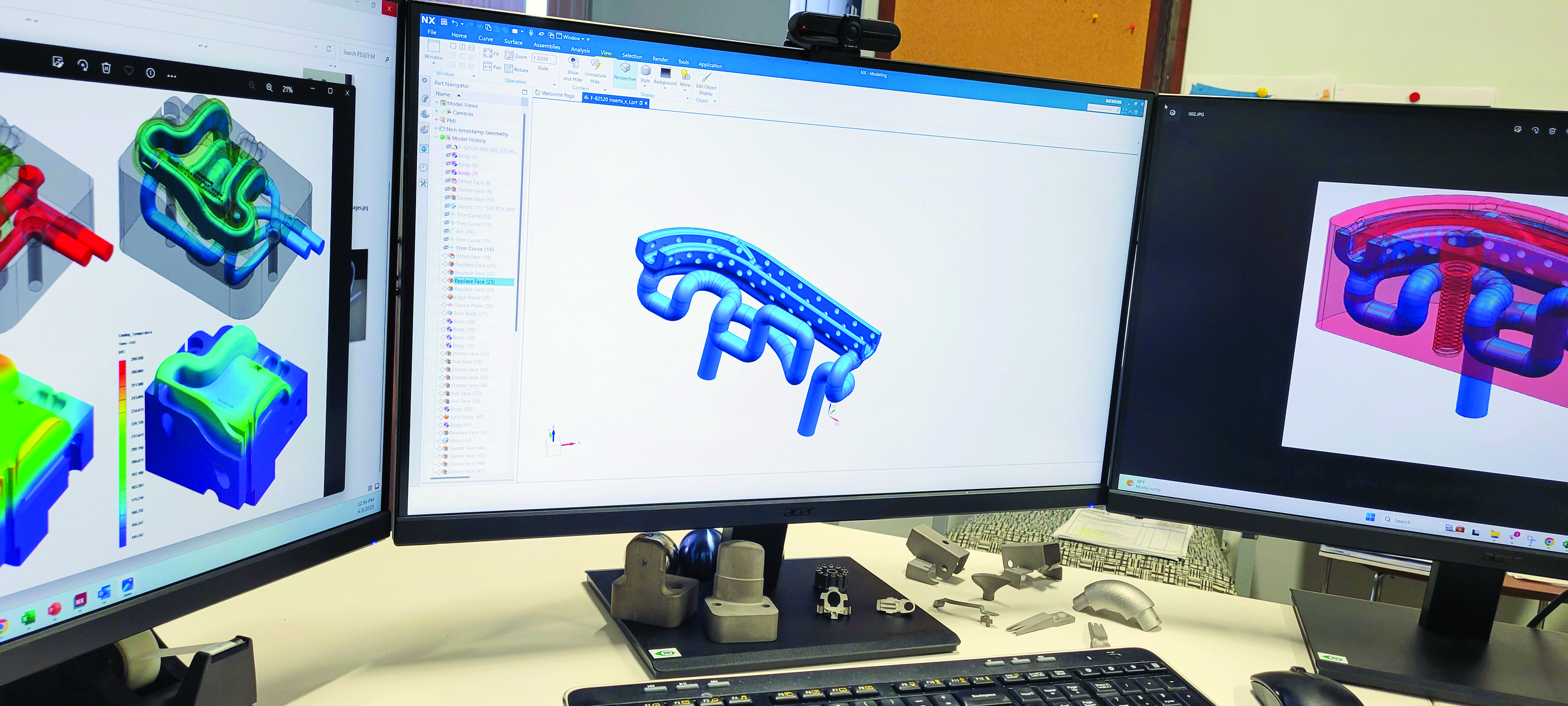
“Conformal cooling was going to be needed for this tool,” explains Myers. After modifying the geometry to assure manufacturability, we studied the heat map from our Moldex3D analysis [software from CoreTech System Co. Ltd.]. This helped us zero in on the hot spots. We were concerned about deformation due to significant temperature deltas predicted between thick and thin and top and bottom sections of the part. We also had to consider how best to control dimensionality, especially since a crystalline polymer would be used. Still another concern was achieving acceptable cycle times while extending the life of the tool and preventing galling by this abrasive polymer. Given the size of the part, we knew we’d need a really large insert.”
After developing an aluminum prototyping tool to prove the concept, Linear’s team used what they’d learned to modify part and tool geometry further to achieve better molding conditions while still meeting customer performance requirements. They started building a steel production tool and printing the insert used to create the part geometry. The insert required a build plate that was 9.84 × 9.84 inches/250 × 250 millimeters and the insert ended up 12.8 inches/325 millimeters tall, nearly maxing out the Z-axis height in Linear’s EOS M 280. The finished insert took up nearly the entire core geometry of the production tool. Through clever mold design, the team can produce three different part lengths using interchangeable mold inserts that can quickly be modified to switch from one part size to another.
Currently, production is ramping up on the insulator program, while at least two more related railway projects are underway. Performance results regarding cycle time reduction with conformal cooling have proven to be as good as or better than predictions.
“One advantage our team brings to each project is that we have deep experience in both conventional and additive manufacturing and we recognize that additive is only one tool in a moldmaker’s toolbox,” adds Myers. “We carefully vet each AM conformal cooling project with our clients to ensure every build provides optimum integrity, cost and delivery.”








Related Content

Precision Meets Innovation at IMTS 2024
After attending IMTS, it's clear that the integration of advanced technologies is ready to enhance precision, efficiency and automation in mold manufacturing processes. It’s a massive event, so here’s a glimpse of what the MMT team experienced firsthand.
Read More
The Benefits of Hand Scraping
Accuracy and flatness are two benefits of hand scraping that help improve machine loop stiffness, workpiece surface finish and component geometry.
Read More
How to Eliminate Chatter
Here are techniques commonly used to combat chatter and guidelines to establish a foundation for optimizing the moldmaking process.
Read More
Developments in High-Speed Machining Technology
There have been many exciting developments in high-speed machining relative to machining centers and controls, tooling and CAD/CAM systems.
Read MoreRead Next

Metal AM Advances in Composite Tooling
Multiple metal additive technologies are gaining market acceptance and interest for composite tooling used in processes ranging from short-fiber injection to autoclave-cure prepreg.
Read More
MMT Visits Linear Mold to See Additive Mfg in Action
Linear Mold & Engineering opened its doors to us to talk about how they’re using additive manufacturingI to grow conformal cooling channels inside mold inserts and to make production parts for the aerospace and medical industries.
Read More
Hybrid Approach to Producing Mold Inserts Boosts Productivity and Profitability
Mold inserts with additively produced cooling circuits eliminate design constraints, reduce the cost of complexity, improve part dimensions, decrease cycle time and speed time to market.
Read More