
Designing a Better Heat Exchanger - Part 1
In a three-part sub-series, we review considerations for mold water cooling systems.

This article reviews the mold water system (5) and the steps for designing a better heat exchanger. Image courtesy of KraussMaffei.

Close-up of the mold water system.
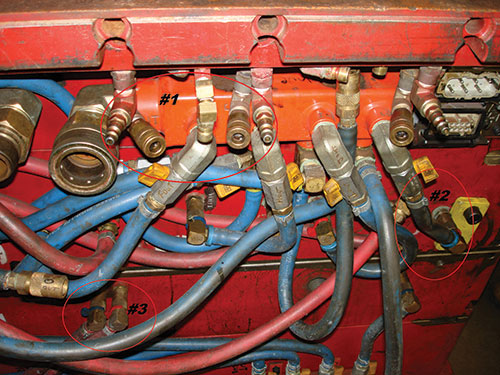
Example of a mold water system with (1) connectivity consistency, (2) kinked water flow and (3) a 90-degree fitting and reduced cross-sectional area of water flow.

Example of line restriction.
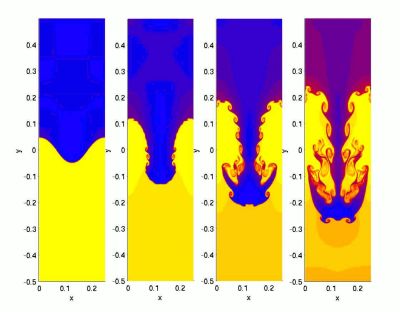
Turbulent flow versus laminar flow.



A mold is essentially a heat exchanger—a cooling fixture for the molded part that must be engineered by the moldmaker for the lowest cost of ownership, to produce the highest quality part, within specification, and to provide the largest processing window for the process engineer. The mold’s water system is essential to these tasks. Here are some considerations for designing a mold water system.
Establish a process. If the water system is not designed correctly, the molder is less likely to have a consistent process on which to rely every time. The goal is to establish the correct molding process during PPAP. If a process change is required during production, stop. Find the root cause and fix it before changing anything else. Keeping the original process setup sheet for the life of the program should be the standard.



It is common to target a mold-build budget to receive the purchase order. Unfortunately, this means features will be cut from the build plan and the right water system can be compromised. It is a challenge to communicate the value of the correct water system (and other performance features) through the molder’s procurement team to the end customer. But it is important to understand how investing a little more on mold engineering will pay back dividends over the life of the program. For example, water cooling is one mold feature whose impact is often minimized, but it actually has the potential to improve quality and cycle time for the least amount of expense and time.
Understand the fundamentals. Engineering a water system capable of moving more energy than the resin can give up during the cooling phase will bring no return on investment. So it is important to first know the resin’s rate of thermal diffusivity. Go further and educate yourself on industry resin standards related to mold steel temperatures, barrel heat profiles and drying, and pay close attention to water-line position and size related to part geometry, steel conditions and cycle-time targets. Also consider the targeted change in temperature, or delta T, of the water as it goes to and from the process. A target delta T of 1°F or less is recommended. Achieving this requires a well-engineered water system, along with an overall process concept review that considers targeted cycle time, periphial hardware available and water quality. In addition, you will want to engineer the maximum total surface area of water channel walls, because more surface area means more potential heat transfer into the water when turbulent flow is present. In fact, a true understanding of the influences on turbulent water flow, pressure and temperature is the starting point to engineering the right water system.
Know your Reynolds number. This calculation reveals the minimum needed to achieve turbulent flow. Turbulent flow, which should be your target, occurs at high Reynolds numbers and is influenced by inertial forces, while laminar flow occurs at low Reynolds numbers and is dominated by viscous forces.
Perform finite element analysis (FEA). A predictive engineering water FEA is a cost-effective method for collecting data to justify the significant investment of a complex water system. It also can be a great communication tool for mold builder and molder.
Check connections, mold materials and process temperature. After engineering the most efficient heat exchanger possible, you don’t want your efforts to be negated when the mold is inserted in the molding machine and connected to the plant’s water system, which could restrict water flow. These water systems often include quick connections that reduce the cross-sectional diameter of the water flow and 90-degree fittings that promote pressure loss (standard fluid dynamics principles). Also consider quick connections on the thermalator or chiller, and all related plumbing. Scale, bio-fouling or other foreign contaminants can also restrict flow, or insulate and prevent the efficient transfer of energy from the mold into the water system.
Special care should also be taken during mold design and build when using materials with high thermal conductivity for inserts or for the entire mold. When a resin shrinks on to the conductive material, energy moves at a much higher rate than it does when the inserts or molds are made from tool steels. Material hardness is a trade-off, but when handled correctly, the downsides associated with these materials can be minimized or eliminated.
Lastly, there are several rules of thumb related to the temperature of the water as it flows through the molding system. These include using an engineered water system to cool a part as rapidly as the resin and mold will allow, while keeping dimensional and appearance requirements in mind. There also can be great gains in efficiency by pushing extreme water volumes through an unrestricted water system. In addition, by using materials that are highly thermally conductive, it may be impossible to achieve the recommended delta T of 1°F or less.
There are several other considerations for the use of water cooling in plastic injection molding, so the next two articles in this series will discuss plant water systems engineering and plant water quality.







Related Content

The Ins and Outs of Hot Runner Temperature Control
A training checklist that explains the why and how of proper hot runner temperature control and system management.
Read More
Workpiece Clamping Systems Designed for Moldmakers
IMTS 2024: Modular and standardizing clamping system options optimize workpiece setups with high accuracy and high clamping force.
Read More
Standard Hot Runner Cable Range Extension
Hasco is now offering its H12251 cable in two different lengths and four different wiring standards.
Read MoreRead Next

Initial Pellet Contact is the Screw
Here’s what every moldmaker should know about an injection molding machine’s reciprocating screw, which is often misunderstood and applied to the process incorrectly.
Read More
Plastic Injection Molding Starts with the Pellet
This is the first article in a new series that will examine the injection molding process by breaking down the path a plastic pellet takes as it is transformed from Pellet 2 Part. It covers what every moldmaker should know about raw materials, including the fundamentals of viscosity curves, Melt Flow Index, Melt Flow Rate, shear and more.
Read More
Controlling the Melt Delivery System Heat Source
Understanding the heating systems along the melt delivery path is critical to setting up a robust process and properly diagnosing problems.
Read More