
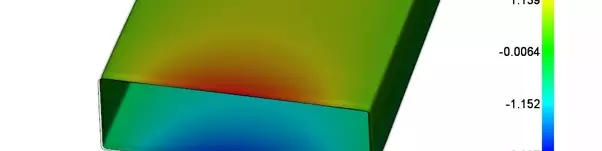



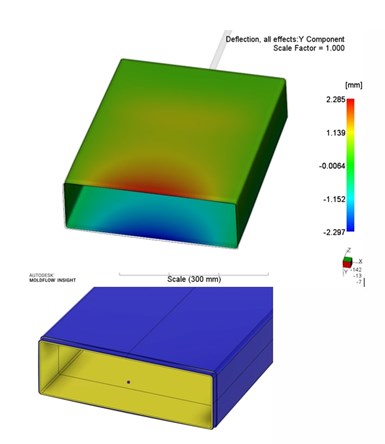
One of many uses for Moldflow software is troubleshooting and reducing warpage, as shown in the warpage prediction (top). CAE Services then applies the predicted Kentucky windage by morphing the original CAD file of the part (below). The result is a part that warps back to the intended shape. Photo Credit: CAE Services
Formed in 2019, SyBridge Technologies has quickly become one of North America’s largest tooling and mold production companies. Its three main business units — Mobility, Life Sciences and Tech & Services — support customers in automotive, commercial truck, aerospace, healthcare, medical device, food and beverage, cosmetics, electronics and consumer products.
SyBridge Mobility has over 500 team members and 185,000 square feet of floor space. Over 100 experienced team members work in the Life Sciences group, which has 45,000 square feet of floor space for toolmaking, molding and assembly. And the Tech & Services group, primarily focused on engineering changes and mold repairs for anyone’s tools, is a major landing house for offshore molds, provides prototyping, polymer and metal additive manufacturing (AM), fixture and gauge products and creates value-added design and production solutions. This business unit has over 235 team members and 129,000 square feet of floor space. In addition to injection molds in a wide range of sizes and types, the company also produces compression and resin transfer molds.



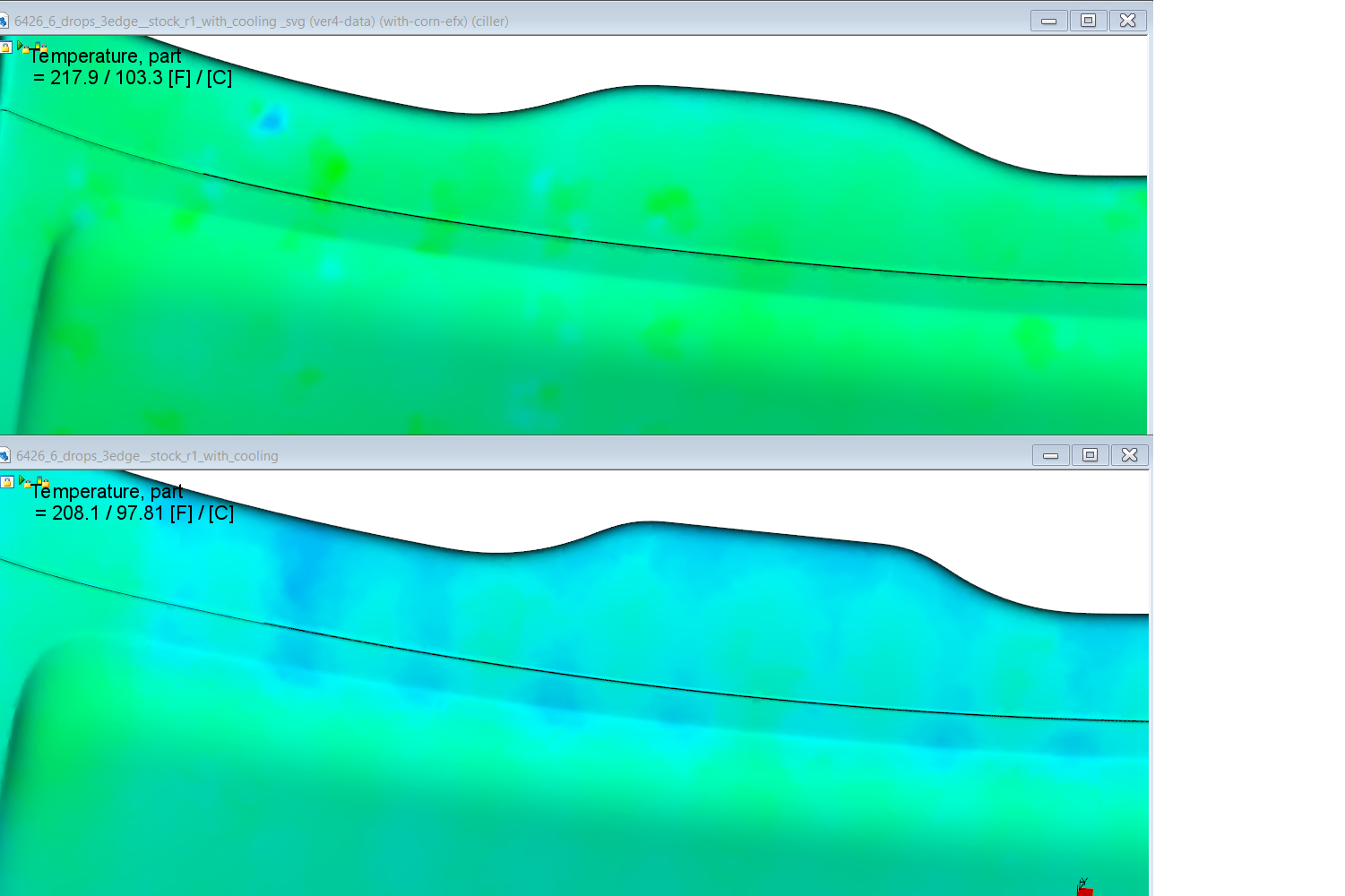
After comparing the original cooling results with the recommended 90°F/32°C cavity temperature (top) with a new analysis using the molder’s actual process sheet that cycled faster and at a cooler 70°F/21°C (bottom), SyBridge analyst, Luigi Nicoletti, identified the process changes as the cause of the issue. Photo Credit: SyBridge Technologies
Indispensable Tool for Moldmakers
Not only does SyBridge equip its toolmaking teams with the latest CNC and EDM machines, but it also supplies its engineers and analysts with a range of CAD and CAE software to ensure the company can design parts and molds quickly and accurately to help customers bring products to market faster. A good example is SyBridge’s investment in Moldflow process simulation software for injection and compression molding from Autodesk Inc. The entry-level package, Moldflow Adviser Ultimate, provides manufacturing guidance and directional feedback for standard part and mold design, including runner balancing, cooling circuit placement and defect visualization, while the more advanced Moldflow Insight provides flow, cooling and shrinkage/warpage results; part/process optimization; and supports specialized molding processes like chemical and microcellular foam molding, gas-assist, injection/compression, bi- and co-injection, conformal cooling and inductive mold heating. In addition, both packages share access to a database of over 11,500 materials, while additional connectivity tools help Moldflow interface with other CAD and CAE products.
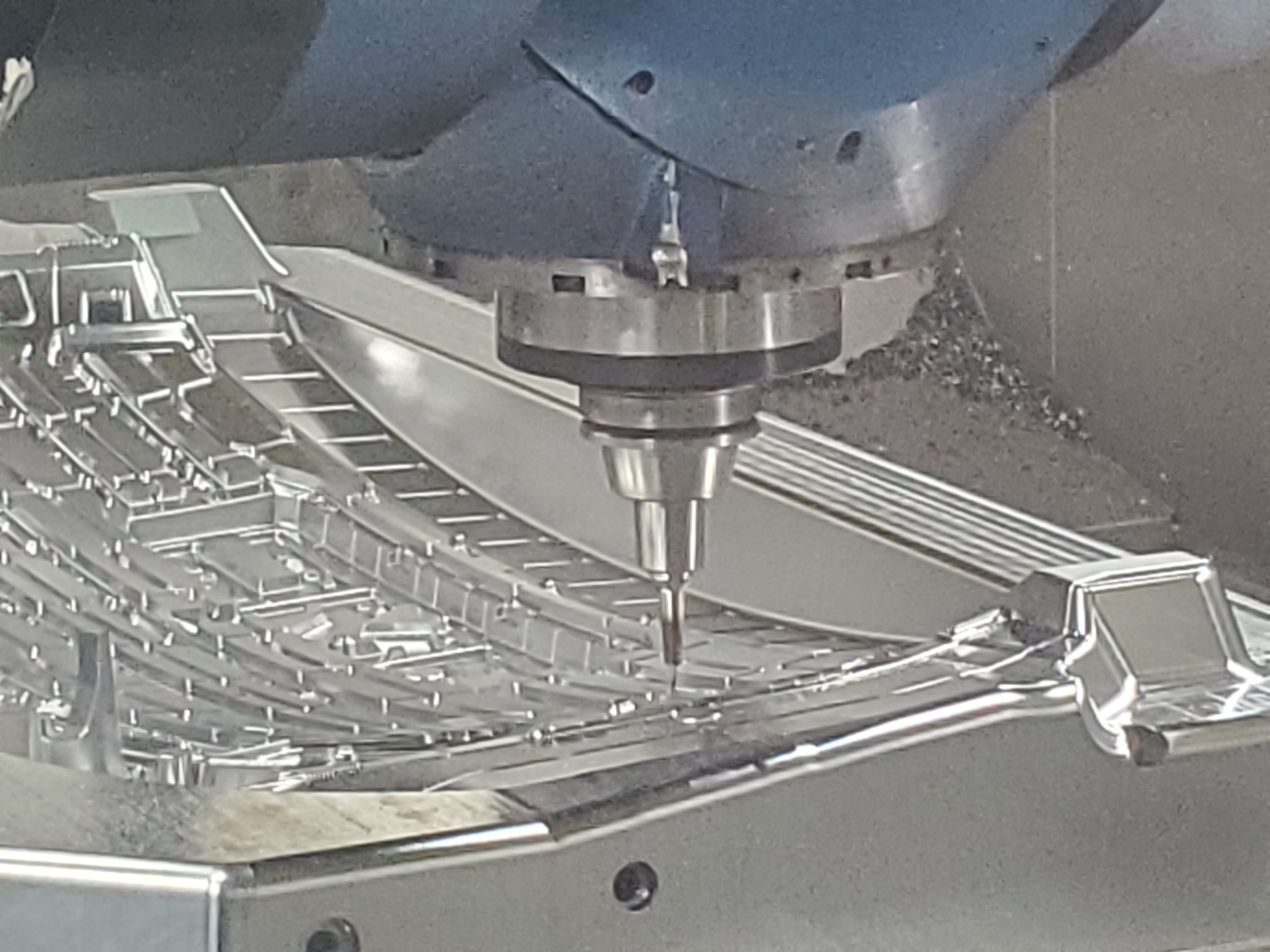
Here a cavity block is being finish machined on a new Trimill VU 3525 CNC machine from Trimill, a.s. at SyBridge Technologies’ Lakeshore, Ontario, Canada, facility. Photo Credit: SyBridge Technologies
“Most injection molding problems involve things you can’t see until it’s too late if you aren’t using a tool like Moldflow,” explains Tim Lankisch, director of engineering at CAE Services. “Moldflow lets you quickly and efficiently troubleshoot problems with injection or compression molding, such as part warpage, cooling channel efficiency and cycle time, which, in turn, helps minimize delays and rework costs, shorten molding cycles and reduce total product development time.” CAE Services describes itself as the world’s largest Moldflow analysis provider, typically completing 50-70 analyses per week and approaching 30,000 completed projects. The company is not only a Moldflow reseller in the U.S but, as the parent company of CAE Moldflow Inc. based in Windsor, Ontario, Canada, it also is the exclusive reseller in Ontario.
“OEM design engineers working with injection molded parts routinely run process simulation software like Moldflow,” explains Mark Solberg, CAE Services executive vice president. “Moldmakers and molders, on the other hand, seem reluctant to invest in Moldflow because of training and accuracy concerns. However, we see time and again that when moldmakers like SyBridge commit to proper training of their staff, their investment pays off with savings of both time and sampling costs, not to mention creating satisfied customers.”
“We see time and again that when moldmakers like SyBridge commit to proper training of their staff, their investment pays off with savings of both time and sampling costs, not to mention creating satisfied customers.”
Troubleshooting Molding Anomaly
Last March, the engineering team at SyBridge was notified that an automotive injection mold the company had produced more than a year earlier and that had been running without issue was suddenly producing parts with an odd streaking pattern. The large, single-cavity tool ran 12% talc-filled polypropylene to produce liftgate inner liners for minivans. The streaking issue was a relatively new problem that started occurring right around the time the molder switched material grades. Since the SyBridge engineering team had run Moldflow process simulations on the tool before it was built, and those results had guided the final tool design and recommended process settings, Luigi Nicoletti, SyBridge Moldflow certified professional analyst, went back to his records and pulled the original simulation files and results. He also requested the current process sheet used by the molder to produce parts.
A Unisig deep-hole drilling system is well equipped with a tool changer capable of running unmanned for extended periods. Photo Credit: SyBridge Technologies
“After reviewing our original work and recommended process settings and comparing those against the current process sheet, it was pretty easy to see that the molder had reduced the mold temperature and shortened the cycle time on the tool to increase productivity,” Nicoletti recalls.
Working with the results from a year earlier, Nicoletti ran a series of additional Moldflow simulations. First, he changed the material card to capture the performance of the new polypropylene grade the molder was using. However, he saw nothing in the results corresponding to the visual defect the molder had reported, and fill, pack, cool and warpage results looked similar to those from the original simulations. Next, he reran the simulation, but this time used both the new material card and the new process settings. “Suddenly, in the cooling analysis, I noticed a faint blue/green (cooler) area that corresponded to the location of the streaking,” Nicoletti continues.
Curious and unsure what was causing the visual defect, Nicoletti reran the original simulation with the original material card and the original process settings, but the defect disappeared. Last, he ran one more set of analyses with the original material but using the new faster and cooler process settings. Once again, the defect showed up in the cooling analysis.
“That’s when I clearly understood that this wasn’t a tooling or material issue but was caused by the change in process settings,” explains Nicoletti.
By dropping the recommended cooling temperature from 90°F to 70°F (32°C to 21°C) and cycling faster, the processor likely amplified temperature variations on the surface of the part, producing the streaking. Nicoletti informed the processor of what he had found. As soon as the molder reverted to the original process settings, the visual defect entirely disappeared, even with the new material.
“This was a win-win situation for everyone because the molder didn’t have to take the tool out of production, the OEM didn’t have to slow down the production line and we didn’t need to repair a tool that really had no problem,” adds Nicoletti. In addition, the entire troubleshooting process took just one week.
“This is a great example of how a useful tool like Moldflow in the hands of an experienced analyst can detect and solve problems quickly and save moldmakers and their molder customers both time and money,” notes Solberg. “It’s the difference between having real data and just offering opinions.”
“Most injection molding problems involve things you can’t see until it’s too late if you aren’t using a tool like Moldflow.”
“In industries like automotive, where EVs [electric vehicles] are booming, everyone — from OEMs to molders to moldmakers — is under tremendous pressure not to make any mistakes, yet they also need to bring products to market faster,” adds Lankisch. “In that kind of super-competitive environment, the ability to build a mold two to three weeks faster using a tool like Moldflow is a serious competitive advantage.”

Among SyBridge’s newest equipment is this Scuderia gantry-style moving beam milling machine from FPT Industrie S.p.A. Photo Credit: SyBridge Technologies
“We used to send our process simulation work out to companies like CAE Services, but once we decided to pull that capability inside our company, it was pretty easy to choose which process simulation package to license,” says Nicoletti. “We make a large number of molds every year for the automotive industry — not just injection but also compression and RTM [resin transfer molding] — and we needed software that was compatible with what our OEM and Tier customers used so we could transfer files back and forth easily. Moldflow does everything our customers and we need and then some. It makes it really easy to sit down with them and collaborate on a job in real time.”
He adds that SyBridge still sends challenging projects involving warpage or mold morphing/Kentucky windage to CAE Services. The company also provides SyBridge analysts with mentoring and training on Moldflow. “They’re such a good resource for us because they do what we do: They run so many analyses on automotive parts that their training is focused on the kinds of challenges we face every day,” concludes Nicoletti, who says he expects to take his Moldflow Expert Certification training with CAE Services next year.








Related Content

Hybrid Milling/Drilling Machine Reduces Total Mold Machining Time
MSI Mold Builders now squares, plus drills and taps eye-bolt holes on 50% of its tools in a single setup using a five-axis milling/drilling center with a universal spindle.
Read More
True Five-Axis Machine Yields More Throughput, Greater Productivity
CDM Tool & Mfg. Co. LLC increased shop capacity thanks to a versatile high-speed/high-accuracy five-axis Fooke mill capable of cutting very large workpieces quickly and accurately with fewer setups.
Read More
Laser Welder Yields Fast, Precise Mold Repair
Intralox's integration of the Alpha Laser ALFlak has significantly improved their tool room efficiency when it comes to difficult welds and urgent repairs.
Read More
In "Hybrid" FIM Process, 3D Printing Complements Injection Molding
Alpine Advanced Materials used a desktop 3D printer and the freeform injection molding process to reduce prototype tooling production time and cost for its customers.
Read MoreRead Next

Managing a Team Through an Acquisition
The operations manager for a Pennsylvania mold manufacturer shares lessons learned from a recent acquisition.
Read More
The Kentucky Windage Solution in Simulation Reduces Warpage
Using simulation to bias your mold and reduce warpage.
Read More
Transforming Moldmaking into Digital Industrial Manufacturing
Moldmaking and digitalization is at the core of this global industrial manufacturing company’s consolidation and diversification plan.
Read More