



hardcore metal printing
.JPG)
Maximilian Bronner (left) and Axel Wittig (right) founded Kolibri Metals in 2018 to develop steels with a high-carbon content and high wear-resistance for additive manufacturing. Images courtesy of Susanne Schröder.
.JPG)
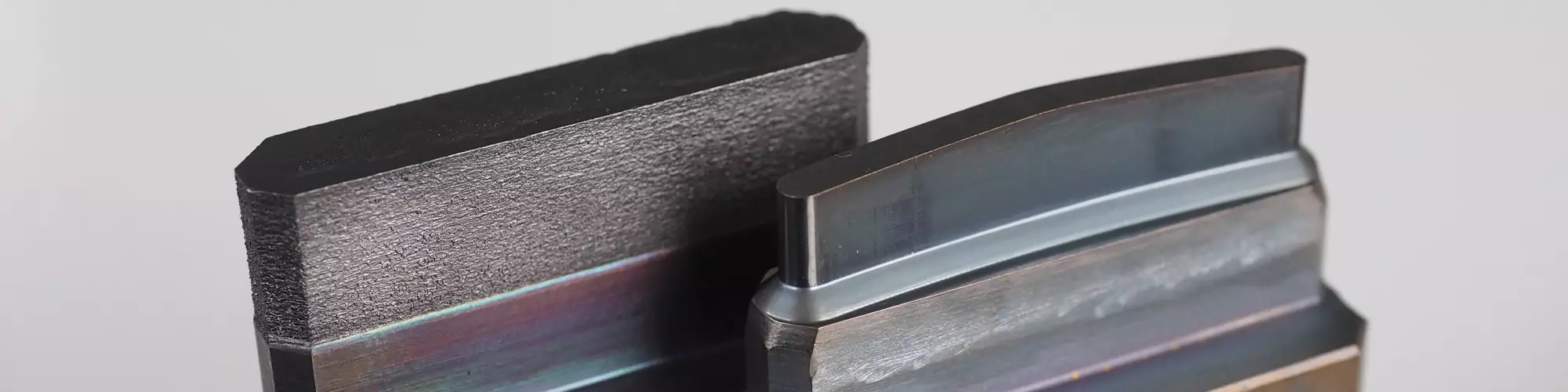
The top of this hybrid stamping die is 3D printed using Kolibri’s custom SLM machines, made from Colima, a wear-resistant steel with a high carbide content and additional toughness.
.JPG)
This 3D-printed end mill is made from Kolibri’s Cotopaxi steel with 65 HRC and added carbides for additional hardness and wear-resistance. Cooling channels can be easily integrated and the cutter is ready to use as it comes out of the SLM machine, only the cutting edges need to be finished.
.JPG)
Socket drill for the construction industry: the cutting teeth have been additively manufactured using a special diamond powder.
An innovative mindset, motivation and commitment are what keeps businesses on track, even in challenging economic times. Southern Germany-based toolmaker Webo Werkzeugbau has been a trendsetter in the manufacture of special tools for automotive transmissions since its foundation during the global financial crisis in 2008. It has just opened a new subsidiary in China — despite market uncertainties and global production volume declines in the automotive industry.
Webo CEO Axel Wittig is a man of action. Since launching his company with five employees 12 years ago, he has increased the workforce to 100 and established a robust global toolmaking business (with subsidiaries in Detroit, USA, and Bosnia). Webo produces tooling for 80% of all sheet metal transmission components, including component development, FEM calculations, process development, prototype manufacturing, design, precision parts production, assembly and tryout.



His recipe for success is investment in the latest technology, optimized processes, and digitalization. Four years ago, Wittig decided to tap into additive manufacturing to integrate selective laser melting (SLM) or laser powder bed fusion (LPBF) technology into the toolmaking process. A primary requirement was to find a machine capable of processing tool steels to build support structures for the tools and dies manufactured for all significant automotive OEMs around the world.
Wittig and his team found the right material mix to manufacture components from HSS using the SLM process and even adding carbide additives for high wear resistance.
Overcoming the Challenge of Printing HSS
“We started to build our components using the tool steel 1.2709/A646 M300, which is known for great hardness and high ductility and was available from material suppliers for the SLM process,” Wittig explains. So far, only a few of the commonly used steels have been qualified for the SLM process in the mechanical engineering industry, which generally uses hot work tool steels with less than 0.5% carbon content. However, many applications, such as stamping dies, need high wear-resistant steel alloys with high hardness, both of which can be achieved with higher carbon content, like in high-speed steels (HSS). But when processed with SLM, these steels often form cracks, making the process very challenging to control.
“Through the selective application of alloys, we were able to adjust the material properties of the 1.2709 steel for our purpose. However, our dies are exposed to extreme strain and so require a material with high resistance to wear and tear to keep abrasion to a minimum. So, we manufactured part of the die from HSS, which we then had to weld on the printed support structure. This is not an ideal process to achieve an efficient manufacturing process or long tool life, as the weld is a source for potential cracks and premature tool failure.”
As a result, Wittig and his team started to experiment with commercially available steel powders for additive. They soon found the right material mix to manufacture components from HSS using the SLM process and even adding carbide additives for high wear resistance. Since HSS steels with a high carbon content are not materials available off the shelf for 3D printing, Wittig decided to professionally develop high-strength materials for additive manufacturing, including configuring all process parameters and customizing the machines to these special requirements.
“The problem with printing materials with a high amount of carbon is that it makes them difficult to melt and fuse because of their high hardness and brittleness, which makes them easy to crack due to thermal stress during the SLM process,” Wittig explains. “Therefore, you have to test and evaluate the impact of critical process parameters such as laser power, scan speed, hatching distance, laser focus and layer thickness on the microstructure, hardness and density of the printed components.”
To fully concentrate on the development of printable steels exhibiting the required hardness for their tools, Wittig decided to partner with Max Bronner in 2018, who had been working with Webo through Porsche Consulting, to found a separate company which was to focus on the additive business exclusively. Not only does this move allow a small team of engineers to concentrate on research and development in this area, it also provides a second mainstay for the company, which is heavily dependent on the currently volatile automotive industry.
To optimize the steel properties, Bronner added carbides and diamonds to the powder,tested the matrix on their SLM machine and performed micrograph tests, including microscopic material analyses in their in-house materials test lab.
Creating Custom Material and Process Parameters
Called “Kolibri,” the start-up company focuses on developing and testing SLM metal powder alloys fulfilling the hardness criteria of at least 60 HRC and the corresponding process parameters and machine settings. For Bronner and Wittig, additive manufacturing not only offers sheer endless design freedom but the creation of their material. They mix steel, aluminum or other materials with alloys such as nickel or chrome (as well as carbide or diamonds) to create a unique metal matrix composite material.
“The commercially available 1.2709 steel with a hardness of 54 HRC and carbon content of 0.03% we were using simply didn’t meet our hardness requirements,” Bronner says. “So we started to use high-speed steel (1.3343), which is ideal for cold-forming tools, impact extrusion punches and dies or mold inserts, featuring a high wear resistance in combination with high toughness and compressive strength.”
To optimize the steel properties, Bronner added carbides and diamonds to the powder, tested the matrix on its SLM machine, and performed micrograph tests, including microscopic material analyses in their in-house materials test lab. “The high cooling rates of the SLM process make it even more challenging to print the steel due to thermal fatigue cracking, porosity and a lack of fusion,” Bronner explains. “To counteract crack formation, the machine’s base plate needs to be preheated to over 300°C, reducing the temperature gradient and internal stresses. One of our most important patent applications is optimum heat distribution during the printing process.”
To increase the process efficiency for tool steel, HSS or other hard-to-print materials, it is essential to understand the effect of all printing parameters on the printing behavior of the metallic materials. According to Bronner, there are around 200 machine parameters that must be optimized because the target is a part density of 100%. Proper parameter settings yield a density of 99.8% to 99.9%. In comparison, many standard parameters from machine manufacturers only achieve a density of up to 98%, which has adverse effects on end-use functional parts.
“One of our most important patent applications is about an optimum heat distribution during the printing process.”
Increasing Hardness to that of Carbide
Kolibri now has a lot of experience and knowledge in printing hard metals with a carbon content of up to 0.9% due to its extensive research and development. The company claims it now offers the hardest steel for SLM processing globally.
Wittig notes that some adverse effects of the laser on the material mix yielded favorable material properties. “For example, we noticed that the added diamonds that burned during the melting process caused the resulting carbon content to increase the material hardness to 75 HRC.”
Kolibri has developed various metal matrix composite materials, which are available to its stamping, moldmaking, mining, packaging and aerospace customers. The company also customizes materials according to customer demands, develops all necessary machine parameters, and customizes the SLM machine, including drying the powder inside the machine or preheating the base plate.
Apart from tools and dies for Webo, the company prints whole end mills, injection nozzles and many other parts, including mold inserts, cores and cavities made from H13+ (H13 chromium-molybdenum tool steel with higher chromium content).
According to Bronner, the material allows them to print the whole mold for injection molding, which is corrosion-resistant and offers a long service life. “Many moldmakers use cheaper tool steel to manufacture the base, but hybrid mold inserts pose the danger of premature crack formation in the weld area. Printing whole inserts from H13+ results in much longer injection cycle times.
Kolibri now wants to drive the use of SLM for serial production by automating the process, with a focus on high-carbon and wear-resistant steels in close cooperation with various machine manufacturers.








Related Content

Large Hybrid Steel Insert Solves Deformation, Dimensionality, Cycle Time Problems
DMLS printers using metal additive powders selected by Linear AMS to produce high-quality, accurate, consistent 3D-printed mold components with certification and traceability.
Read More
3D Printing Innovates Hot Runner Manifold Design
Metal 3D printing combined with a conventionally machined manifold block overcomes flow shadows on valve gates and offers faster color changes while providing closer system pitch centerlines between cavities.
Read More
3D Printing Technologies for Moldmaking Applications
3D printing technologies, from conformal cooling to complex mold building, are making an impact on the moldmaking industry, one innovation at a time.
Read More
How to Use Thermal Management to Improve Mold Cooling
A review of common mold cooling issues and possible solutions, including 3D printing applications.
Read MoreRead Next

A European View on AM: Rethinking Injection Molds
Overseas business models and applications of metal additive manufacturing promise to improve or invent functionalities integrated into molds and tools.
Read More
Are You a Moldmaker Considering 3D Printing? Consider the 3D Printing Workshop at NPE2024
Presentations will cover 3D printing for mold tooling, material innovation, product development, bridge production and full-scale, high-volume additive manufacturing.
Read More
How to Use Strategic Planning Tools, Data to Manage the Human Side of Business
Q&A with Marion Wells, MMT EAB member and founder of Human Asset Management.
Read More