

.JPG)
Conformal cooling is the number one application of additive manufacturing technology in the moldmaking sector. The flow path in the injection mold cavity can be better influenced, distortion minimized, and the cycle time is often optimized, sometimes decreased by as much as 40 percent.
.JPG)
Instead of merely adding conformal cooling channels to mold inserts, this mold is additively designed by Germany-based company Toolcraft using less material and standard parts and plates as conventional tools. According to Toolcraft, the mold is 50% lighter than their customer’s original design which means less energy consumption during the injection molding process, cycle times in injection molding are reduced by 30% and it was produced faster than using traditional manufacturing methods while keeping the costs at the same level.
.JPG)
This injection mold made out of tool steel was built by Pheonix Contact using Trumpf’s LMF (Laser Metal Fusion) technology. Build time: 45 hours, number of layers: 740 à 50 µm
.png)
Steel-on-steel seals are hard to implement especially for materials with a low viscosity such as polyurethane. Rubber seals, on the other hand, are highly prone to wear. 3D printing enables the construction of elastic functional elements directly in the split line. Photo courtesy of Hofmann.
.png)
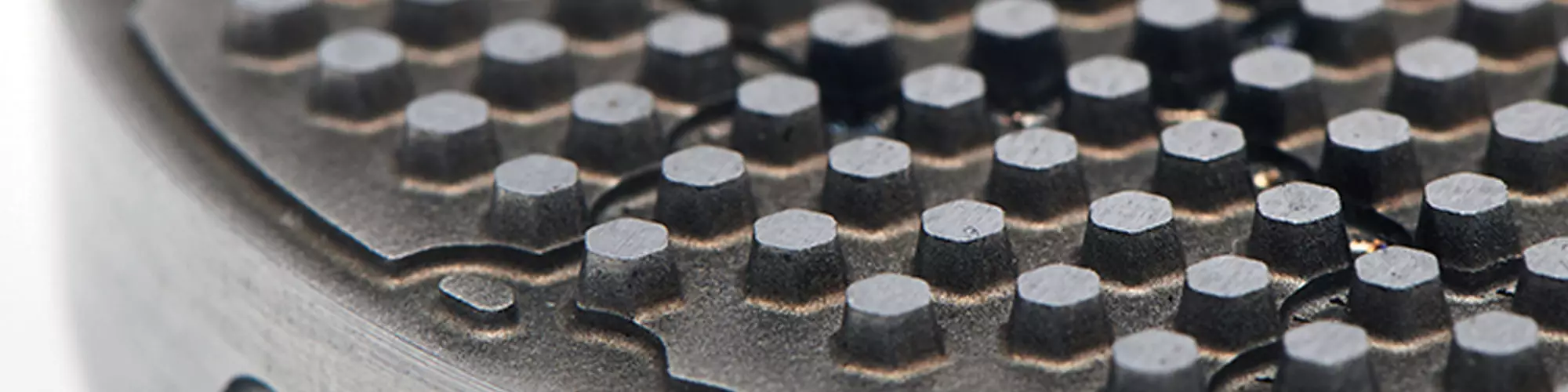
Additively-made porous micro-structures in this pneumatic ejector enables the ejection of parts without mechanical components through
flexible positioning of the ejector area in the mold. The use of micro-channels, for example for ventilation or to hold films and depositors, is also possible. Photo courtesy of Hofmann.
.jpeg)
Hermle’s Metal Powder Application process (MPA) is combined with five-axis machining in one machine. As opposed to many other additive technologies, MPA does not use any lasers. Instead, the metal powder is applied to the substrate via a carrier gas through a de Laval nozzle. Photo courtesy of Hermle.
.JPG)
Optimized injection mold tool with a combination of additive technolgies (LMF (Laser Metal Fusion) and LMD (Laser Metal Depostion) by Trumpf). LMF building with conformal cooling on a conventionally made preform. Preheating up to 500°C makes a subsequent heat treatment unnecessary. The integration of the copper pin dissipates the heat where it is no longer possible to create cooling channels. To increase wear resistance, the copper pin is sheathed with a layer of tool steel.

Trumpf’s TruPrint metal 3D printers support the production of complex parts using laser metal fusion (LMF) technology. Photo courtesy of Trumpf.



The Mechanical Engineering Industry Association (VDMA) forecasted at its January press conference that the tool and moldmaking sector in Germany would have a very positive year. Average turnover increased by 8 percent in 2018 compared to the previous year. However, Marco Schülken, chairman of VDMA’s toolmaking division, stated that he is worried about unfair business practices by some major customers in this sector that caused a “hemorrhage of German tool and moldmaking shops.” This hemorrhage includes pre-financing of customer-specific projects, massive discounts on existing contracts to secure renewal contracts, and delays in mold approvals as a reason for working with tools that have not been paid for yet. Tool and mold exports, on the other hand, were very positive in 2018, Schülken says, with the U.S. remaining the biggest export destination, increasing by 20 percent last year. Due to the situation between the U.S. and Mexico, exports decreased by 15 percent at the same time.
These numbers illustrate that German technology and tools are still in high demand, but when it comes to innovations, trying new things and leaving the tried and tested path, German companies are lagging behind U.S. companies, says additive manufacturing (AM) expert Marc Dimter from Trumpf in Ditzingen. “Companies here enjoy new technology, including additive manufacturing,” he says. “But the Americans are much more adventuresome in that respect. My colleague Christoph Dörr is looking into the U.S. die-casting market, as conformal cooling (which can be realized with AM) is much more common in that industry sector than here in Europe.”



He also notes that customers in the U.S. demand conformal cooling, while German companies are buying these molds and dies from the U.S. because these shops have made a name for themselves when it comes to highly productive tools based on conformal cooling. However, there are interesting new developments and applications evolving here in Europe, too.
The Game Changer Is Conformal Cooling
Conformal cooling is certainly the number one AM application in moldmaking, as it can improve the flow path, minimize distortion and reduce cycle time by as much as 40 percent.
Joao Frade, production manager at moldmaker Erofio in Portugal knows that. “The highest potential for improving part quality and speed lies with metal 3D-printed, conformally-cooled injection molds. In-mold part cooling is the most time-consuming part of the plastic injection molding process,” he says. The company was the first in Portugal to run an M3 linear laser cusing machine from Concept Laser that offers customers the opportunity to integrate complex conformal cooling channels into their molds. “I believe in running machines with one laser as there is less heat and less warpage,” Frade says. “It pays to design tools with conformal cooling, because customers and injection molders greatly benefit from this.”
However, he adds, while conformal cooling solutions can significantly reduce the total cost of production by lowering mold cycle times, they also require sophisticated mold designs. “The purchase of a machine does not alone enable the production of useful inserts. First, you must have a skilled and experienced technologist or engineer on staff for the design and to run the metal printing process. This is not subtractive machining, and it requires a completely different skill set. Without that, the effort is doomed to be a disappointment at best,” Frade says. “Moreover, you must remember that there are substantial upfront costs that can possibly justify the investment only if there is sufficient volume of parts or a high margin built into the finished product.”
There Is More to AM Than Just a Machine
A gap exists in the market for specialist contract companies that supply moldmakers with AM parts because there is more to AM than just a 3D-printing machine. Shops need to ask about the requirements for ancillary equipment, postprocessing, powder handling, metal part qualification and safety.
Moldmakers are indeed excited about conformal cooling, but very often it does not pay.
Protiq, an industrial 3D-printing service provider, has an answer to all these questions, and General Manager Ralf Gärtner sees great potential in providing this service to customers, including those in the moldmaking sector. “We still need to convince many companies to ‘think additive’ and apply additive technologies to produce conformal cooling channels, for example, which yield short cycle times and high-quality parts,” he says. “However, many companies try to translate conventional technologies like milling, EDM and grinding into AM, which doesn’t work. You need to think additive. You need to design parts with the possibilities AM technology offers in mind.”
In contrast to conventional manufacturing, it is the design which defines the manufacturing process in AM. For example, weight-optimized molds that include internal structures and functions can be up to 75-percent lighter than conventional molds using standard plates, parts and machined inserts and cores.
“We can produce maximally optimized injection molds that are light, slim and are produced in a fraction of the time it used to take when making the tool by milling,” explains Gärtner. He uses topology optimization and simulation to create the molds to make sure the conformal cooling channels are in the right spot and a minimum amount of material is used. “We saved around 25-percent of production time to make this mold, mainly because many functions are already integrated into the mold during the AM process, which do not have to be mounted and assembled after the machining process. With a cycle time of 3.2 seconds, this mold is one of the fastest we have ever built.”
Establishing Close Partnerships
For Dimter, the idea of outsourcing AM and establishing a network among companies that excel in different aspects of technology is a viable option. However, he also sees an increasing demand for more and more automated processes and integrated process chains, which is increasingly shifting AM technology into the core business of tool and moldmakers.
Germany-based Toolcraft has achieved just that. The company is running Trumpf, EOS and Concept Laser machines (eight in total) and has realized a digital process chain that is consistent and traceable for all process steps. This is very important for the company that not only manufactures tools and molds, but also aerospace parts for which they are NADCAP-certified for non-destructive testing (NDT). “Introducing one software, Siemens NX, enabled us to get rid of isolated 3D-printers and four different software packages with numerous interfaces and formats,” CEO Christoph Hauck says. “We work closely with our partners, including Siemens, which is paramount for our success.”
“Using one software for design, topology optimization and FEM to verify the design has also helped to redesign a customer’s mold tool,” he explains. The mold design is similar to the one designed by Protiq described above, where the complete mold design is rethought. Instead of merely adding conformal cooling channels to mold inserts, this mold is additively designed using less material and standard parts and plates as conventional tools. According to Toolcraft, the mold is 50-percent lighter than its customer’s original design, which means less energy consumption during the injection molding process, 30-percent reduction in cycle times and faster production while keeping the costs at the same level.
While bigger companies like Toolcraft or internal tool and moldmaking shops serving mainly their parent company might have a more flexible profit margin, additional costs are indeed a problem for the common small to medium moldmaker.
“Moldmakers are indeed excited about conformal cooling,” Dimter says. “But very often it does not pay. On the contrary, the moldmaker must guarantee the number of shots; he carries the risk and he cannot benefit from the implementation of 3D technology. It’s his customer, the injection molder, who benefits, but if the shop is dependent on a big OEM, he wonders who will pay him the overhead cost of a highly productive tool. So as a moldmaker, you must first convince the customer. In times of high price pressure and economic fears, the willingness to invest even more money in an optimized tool decreases. After all, the investment only pays off after several months of production.”
Other Applications
Apart from creating intelligent conformal cooling channels, metal AM offers various possibilities to improve or invent new functionalities integrated into molds and tools. These can be of geometric nature (cavities and channels as well as cellular structures mainly used for cooling purposes), material-based (the possibility of using materials which cannot be processed or machined using conventional machining methods) and integrated functions (integration of sensors, actuators and electric functions), as well as mold repairs (replacement cores can be printed over night or within a few days).
Lichtenfeld-based tool and moldmaking company Hofmann (which is where the company Concept Laser was born), for instance, produces pneumatic injectors to eject parts without mechanical components through additively-produced porous micro structures and elastic split lines for steel-on-steel seals, which are hard to implement for materials with a low viscosity, such as polyurethane.
While the most common and suitable processes for mold shops and their specific needs and applications are powder-bed-based processes where the metal powder is either selectively sintered in layers by means of a laser beam (LBM) or locally melted by a moving electron beam (EBM), there are alternative processes available.
Hermle, for example, is offering the Metal Powder Application process (MPA), which is combined with five-axis machining in one machine. As opposed to many other additive technologies, MPA does not use any lasers. Instead, the metal powder is applied to the substrate via a carrier gas through a de Laval nozzle. Layering happens simply through plastic deformation in the particles’ impact. In this process, neither the powder particles nor the substrate are molten. According to Hermle, this results in a comparably low tension of the structure and nearly non-warping components.
Tool and moldmaking for plastic injection molding is a field of application where MPA can fully display its strengths, the company says. Here, cycle times can be drastically reduced through skilled use of conformal cooling ducts, Hermle says. Moreover, in the hot-working steels often used for mold components, the material is 100 percent impermeable after a heat treatment, and the function surface of the injection mold can even be polished to high-gloss (according to ISO 4287, roughness depth measured Rz = 0.1 microns, average roughness value Ra = 0.005 microns).
With this, the implementation of AM becomes possible even with the highest demands on surface finish, Hermle says. Specific applications can be found, for example, in the production of reflectors and cover elements of headlights for cars, where surface faults cannot be tolerated because of the formation of scattered light.
For More Information
Toolcraft / toolcraft.de
Protiq / protiq.com
Erofio / erofio.pt
Hermle Machine Co. / hermlemachine.com
VDMA / pwz.vdma.org
Trumpf / trumpf.com
Hofmann / hofmann-imm.de








Related Content

Mold Materials, 3D Printing Technologies for Next-Gen Moldmaking
As moldmaking advances, so too do the materials and processes involved in their efficient production, including these latest mold materials and 3D printing technologies.
Read More
3D Printing Enables Better Coolant Delivery in Milling Operations
Just like 3D printing enabled conformal cooling channels in molds, additive manufacturing is now being used to optimize coolant delivery in cutting tools.
Read More
Products and Services for Multiple Moldmaking Needs
New year, new technology roundup! Featured here is a collection of product offerings, from profile milling cutters to industry-specific CAD/CAM software to innovative hot work tool steels.
Read More
Precision Meets Innovation at IMTS 2024
After attending IMTS, it's clear that the integration of advanced technologies is ready to enhance precision, efficiency and automation in mold manufacturing processes. It’s a massive event, so here’s a glimpse of what the MMT team experienced firsthand.
Read MoreRead Next

How to Use Strategic Planning Tools, Data to Manage the Human Side of Business
Q&A with Marion Wells, MMT EAB member and founder of Human Asset Management.
Read More
How to Use Continuing Education to Remain Competitive in Moldmaking
Continued training helps moldmakers make tooling decisions and properly use the latest cutting tool to efficiently machine high-quality molds.
Read More
Are You a Moldmaker Considering 3D Printing? Consider the 3D Printing Workshop at NPE2024
Presentations will cover 3D printing for mold tooling, material innovation, product development, bridge production and full-scale, high-volume additive manufacturing.
Read More