



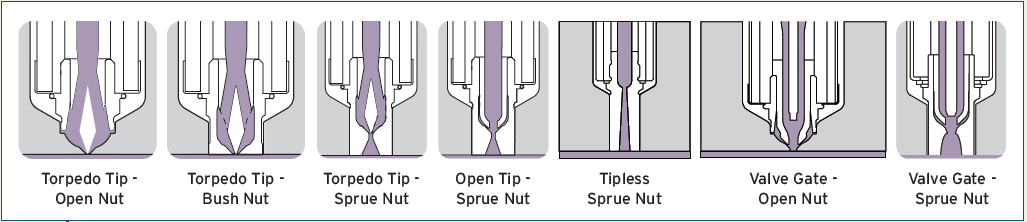
Examples of tip and nut configurations. Photo Credit: Mastip
Here are five considerations that a hot runner supplier and a moldmaker/molder should discuss when using fiber-reinforced materials, such as those with glass filler, wood fibers (lignite in biomaterials) and wool fibers:
- Tip selection: The key with tip selection is maintaining appropriate heat as close to the gate as possible, while maintaining a reasonable pressure drop through the tip and balancing the gate vestige requirements. For example, some carbide tips are warrantied for five years (regardless of shot count) against normal wear caused by contact with abrasive and corrosive polymers.
- Nut selection: The nut detail is how the hot runner interfaces with the tool design. Does the gate detail have to be in the tool steel or can it be in the nut of your hot runner system? If you can live with the witness line on the part (from the temperature variation on the face of the nut relative to the surrounding tool steel), keeping the gate detail in the nut will allow much easier gate size adjustments or future service. If a molded sprue is allowed, consider tipless nuts.
- Valve gates: Valve gates are frequently used, so it is important to consider service-friendly designs, pin hardness, parallel/cylindrical gate detail and premium guided carbide tips for durable systems that guide the valve pin before it enters the cavity, ensuring long gate life and clean vestige.
- Gate size and gate land: An important relationship exists between the tip and gate detail, along with the cooling in the mold design. A long gate land will lead to high pressure and gate processing issues. A short gate land can leave a thin steel condition and fast gate wear. Discuss gate life, cosmetic requirements and resin concerns.
- Manifold design and construction: The flow channels distribute the molten plastic to the individual nozzles, so carefully consider precise heater control and balanced flow, especially with an engineered-grade application. . If long glass fibers are involved, keep the fiber orientations in the same direction to allow a larger, smoother radius from the flow channel into the nozzle body.
Related Content
-
Hot Runner Truths, Myths and Overlooked Areas
Addressing hot runner benefits, improvements and everyday issues from the perspective of decades of experience with probably every brand on the market.
-
How to Use Hot Runner Balance in Mold Qualification
If you are interested in the impact of system and hot runner balance on part quality, the causes of unbalanced hot runner systems and short shot parts, the procedure for measuring system balance and the impact of application specifics on system and hot runner balance expectations, then tune into this on-demand webinar.
-
How to Transition From a Cold to Hot Runner Mold
Reducing cycle time and costs while also freeing up your machines for other projects are advantages gained by using hot runners that no one can ignore. But where does one begin transitioning from cold to hot runners?







