
CAM Software Accelerates Complete Machining
Standard parts supplier and moldmaker Knarr Group (Helmbrechts, Germany) leverages Open Mind's CAM software to maximize productivity.

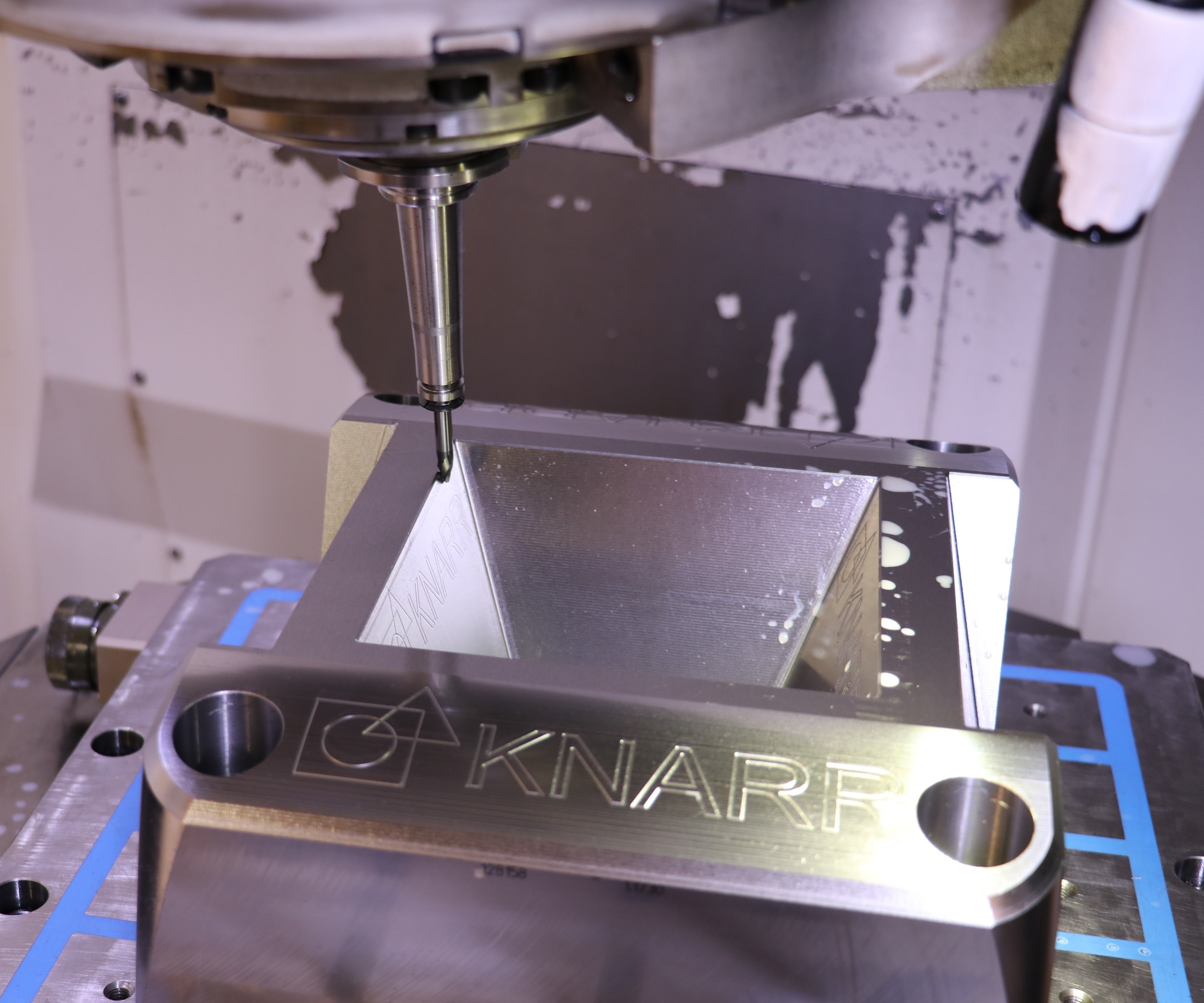
This is the sample mold plate on a five-axis DMC 80 U DuoBlock machining center from DMG MORI. One particular difficulty here involved generating a rectangular, conical breakthrough with a 1-millimeter corner radius on the mold plate. The inner surfaces, radii and curved outer surfaces are finished using the five-axis tangent machining cycles and a conical barrel cutter.

CAM programmers at Knarr make use of the full range of functions offered by hyperMILL. These include functions for job preparation (tool database, running-time calculation, clamping-device management, print functions and so on) through to functions for generating the tool paths and machine simulation.
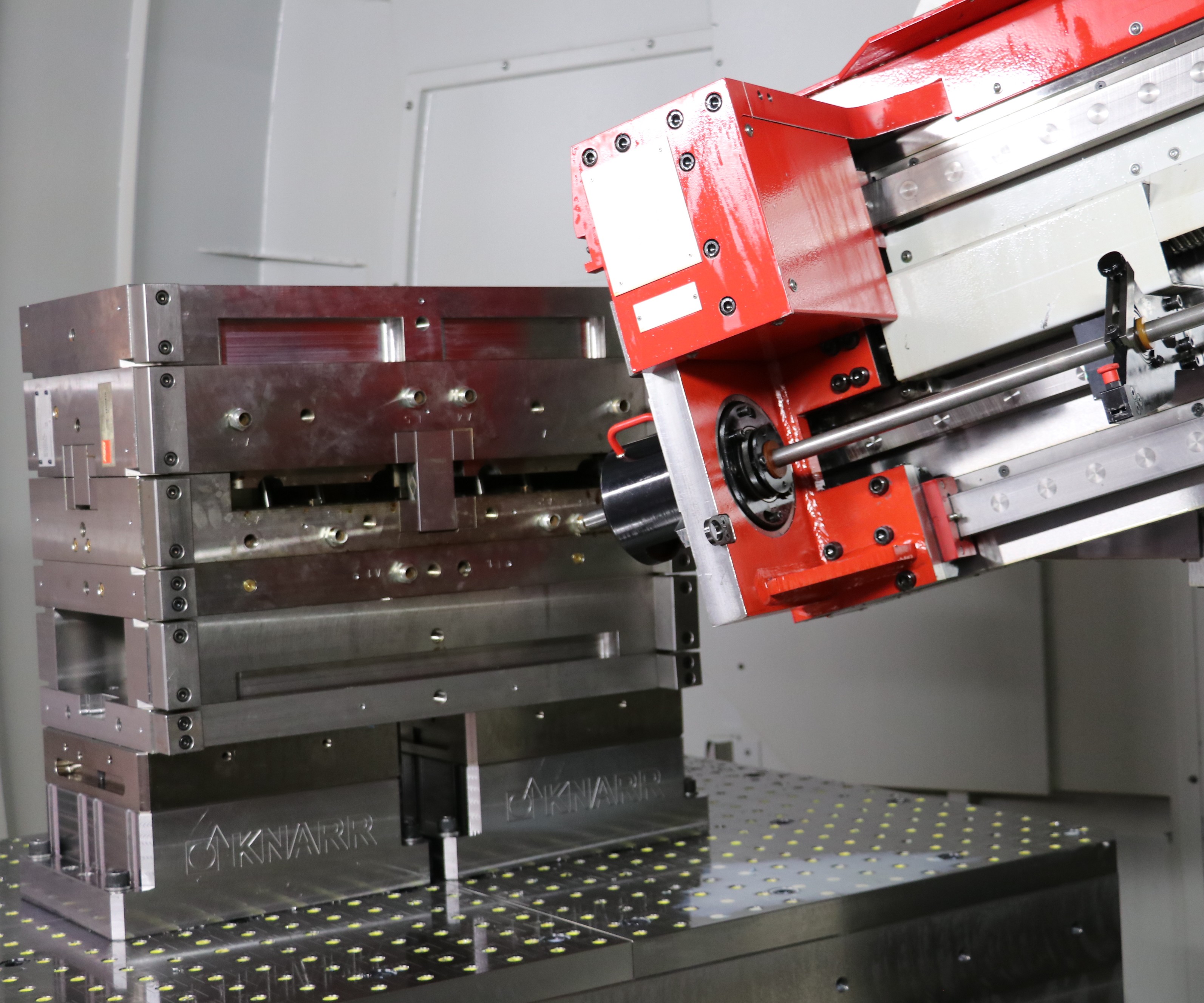
The six-axis Samag TFZ 2L-1000 deep-hole drilling with milling center is suitable for milling injection mold bases on four sides in one clamping setup and for generating deep holes with threads. hyperMILL generates the required NC program.

Knarr employees Thomas Wunsiedler (left) and Marco Mergner (right) talking to Open Mind’s Nils Nabor at Open Mind in Germany.



Knarr Group (Knarr) is a full-range provider for the tool and moldmaking industry and offers all standard parts ranging from ejector technology, guides and tempering elements through to quality products such as limit switches, centering units, slide elements, short-stroke cylinders and collapsible cores. In addition to the company’s standard product range, complete machining is also playing an increasingly important role. “The demand for custom mold bases is rising constantly,” Marco Mergner says. As head of the milling department, the engineering technician and master precision mechanic is responsible for the CAD/CAM programming and milling technology of the department, which has grown considerably within a short period of time.
According to Mergner, the expertise, motivation of the employees, friendly and respectful cooperation within the team and the modern machine park are all part of the company’s recipe for success. The company’s managers have full confidence in their workforce. This has prompted them to invest in state-of-the-art machining centers for the mold-base milling area. Since going into operation, the machines have been used to capacity in a two-shift system.



CAM Programming Is Key in Mold-Plate Production
Mergner highlights the importance of the hyperMILL CAM solution from Open Mind Technologies (Open Mind) that “not only meets our requirements but also plays a decisive role in ensuring that we keep pace and continue to develop.” As the production of mold plates—with a range of special requests—is similar to the classic manufacturing of single parts, CAM programming has a key role to play here. “With Open Mind’s software, we’re optimally equipped for the future,” Mergner says. “The considerable technical performance of the individual machining cycles with extensive options for multi-axis and five-axis machining, deep-hole drilling, automation and measurement technology is, and remains, a decisive factor.”
Knarr has a double-digit number of hyperMILL licenses that are used in various departments. Since 2015, the company’s CAM programmers also have been using the hyperCAD-S CAD system. It is a CAD system specifically developed for CAM programmers that vastly accelerates NC programming processes. The system helps users to master many of the challenges that arise when working with meshes, faces and solids to create precise components and tools. The hyperCAD-S CAD system enables you to prepare large volumes of imported data for subsequent NC programming completely independently from the original CAD system that was used for the design process.
According to Mergner, CAM programmers perceive hyperCAD-S and the fully integrated hyperMILL as a single entity, the functions merge into one another. “hyperCAD-S and its integrated drawing, face and solid functions allows us to safely carry out all the CAD tasks that are necessary at the start in order to ensure simple and effective programming. hyperCAD-S also offers unique, customer-oriented features for preparing CAD data for subsequent milling with its functions for generating drawings and its use of TAGs.” The tool paths are generated in hyperMILL. “The CAM system provides all the machining technology required for this, plus special functions such as measurement or deep-hole drilling,” Mergner says.
Performance Package Reduces Cycle Times
The software’s hyperMILL MAXX Machining finishing module, a performance package of the hyperMILL CAM software suite, is a CAM programming source that enables the use of conical barrel cutter technology to reduce cycle times by more than 90 percent. Open Mind says that hyperMILL MAXX Machining is ideal for planar, ruled and curved surfaces in complex five-axis components. hyperMILL MAXX Machining offers three modules for finishing, roughing and drilling.
The five-axis, tangent-plane machining and five-axis tangent machining strategies of the hyperMILL MAXX Machining finishing module help reduce machining times even further, the company says. These finishing operations make it possible to machine steep, planar and all continuous curve surfaces with conical barrel cutters. Small-corner radii also can be milled with the same tool in one job. “These types of operations would take far too long using ball mills or torus cutters and would no longer be viable economically,” Mergner says.
The five-axis helical drilling function is being used frequently at Knarr as well and is providing a great benefit. “This function makes it possible to use milling tools tilted in cutting mode to generate various hole diameters, even in materials that are difficult to machine and without the need for any pre-drilling. This means we need fewer tools in the magazine and we save time.”
Knarr Reduces Machining Time from 12 Hours to One
The machining specialists from the mold assembly milling department were able to demonstrate the significant benefits offered by the five-axis tangent machining strategies with conical barrel cutters at a number of events.
For this purpose, they constructed a 96-millimeter-thick mold plate with a rectangular, conical breakthrough with a 1-millimeter corner radius. Mergner and his team used all three modules from the hyperMILL MAXX Machining performance package for the complete machining on a five-axis DMC 80 U duoBlock machining center from DMG MORI in order to generate the appropriate NC program: Using five-axis helical drilling, a milling head first generates the recess. After a roughing job, the inner surfaces and curved outer surfaces are finished using a conical barrel cutter.
“With a conical barrel cutter and five-axis, tangent-plane machining, we can select a line spacing of 1 to 2 millimeters and achieve very good surface qualities even with a narrow corner radius. With a 2-millimeter ball mill, we had to choose a stepover of 0.01 millimeter or smaller in order to get a half-decent surface,” Mergner says. His milling team has been able to save an enormous amount of time, as he proves with an example. “In an ideal situation,” he says, “milling with a ball mill would have taken 12 hours. Using the CAM strategy and conical barrel cutter, we are finished in just an hour and can still achieve the very best surface qualities, even in corners.”








Related Content

Mold Design Review: The Complete Checklist
Gerardo (Jerry) Miranda III, former global tooling manager for Oakley sunglasses, reshares his complete mold design checklist, an essential part of the product time and cost-to-market process.
Read More
Tips for Tackling Mold Design, Machining, Cutting Tool and Wear Challenges
Tips for tasks ranging from reducing risk in part design and taking advantage of five-axis machining to refining cutting tool performance and reducing wear with guiding and centering systems.
Read More
How to Improve Your Current Efficiency Rate
An alternative approach to taking on more EDM-intensive work when technology and personnel investment is not an option.
Read More
Tolerancing in Mold Design, Part 2: Using GD&T to Address Conventional Tolerancing Issues
Mold designers can achieve a single interpretation of workpiece functionality when following the American Society of Mechanical Engineers Geometric Dimensioning and Tolerancing standard.
Read MoreRead Next

CAD Software Automates Die-Sinking Electrode Manufacturing
Advanced CAD/CAM software with dedicated electrode design capabilities greatly reduces electrode design, modeling and manufacturing time.
Read More
Reasons to Use Fiber Lasers for Mold Cleaning
Fiber lasers offer a simplicity, speed, control and portability, minimizing mold cleaning risks.
Read More
How to Use Continuing Education to Remain Competitive in Moldmaking
Continued training helps moldmakers make tooling decisions and properly use the latest cutting tool to efficiently machine high-quality molds.
Read More