
Toolmakers Benefit from Growing Demand for Thermoformed Parts
The need for innovative mold design accelerates as auto OEMs specify larger and more complex parts.




Chevrolet Avalanche tonneau cover, thermoformed by Durakon Industries, is highly engineered, stylish and precision formed. Photo courtesy of GM Corp.

Stone guards developed by Durakon for Chevrolet SSR pickup utilize paint films to achieve a Class-A finish and perfect body-color match. Photo courtesy of Durakon Industries.
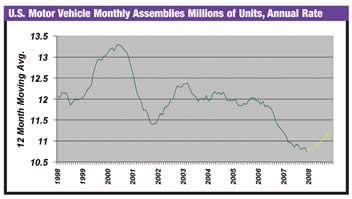
After a few months of consolidation in the first half of this year, the automotive industry will gradually improve in the second half of the year. Data Source: Federal Reserve Board. Forecast: Mountaintop Economics & Research, Inc.

Durakon created a cleanroom in its factory to assure quality when thermoforming paint films (foreground) in automotive parts. Photo courtesy of Durakon Industries.
The automotive market offers sizeable opportunities for thermoformed parts, and by extension thermoform tooling, but only if processors and toolmakers embrace high-tech mold designs and forming techniques.
Auto OEMs and other vehicle manufacturers are sold on thermoforming for the benefits it provides in large-part design and fabrication, and for its economy. Thermoforming can be used to produce large parts ranging from bedliners and tonneau covers to bumper fascias and rocker panels quickly and at a tooling cost that’s a fraction of that for an injection mold.
Recent developments in tool design, coupled with advances in mold materials like aluminum, make it possible to form increasingly complex parts with dimensional tolerances that are near those of injection molding. Charles Buehler, a Technical Integration Engineer at General Motors Corp., said that the tolerances of thermoformed rocker panels on the Cadillac STS-V were so tight that suppliers of injection molded parts for the car were told to improve their specs.
The opportunities in automotive, however, are not available to every firm that does thermoforming or tooling. As components become more complex technically and aesthetically (a Class-A finish, usually achieved with paint films, is required in many applications), the companies that win contracts will be those that invest in the technologies and R&D necessary to produce high-quality parts and tools.
Successful Thermoforming
One of the most successful automotive thermoformers and toolmakers in North America is Durakon Industries Inc. (Lapeer, MI). The company excels at manufacturing large parts quickly—it designed and began production of stone impingement shields, thermoformed with paint films, for rear fenders of the Chevrolet SSR, a short-lived (2003-06), retro-style pickup, in only six weeks, says Dennis DeLeonard, VP, Sales & Marketing. The SSR was the first GM car to use thermoformed parts. Before Durakon reached the point where it could assist GM in development and produce Class-A parts, the firm had to invest millions of dollars in upgrading its capabilities.
“In 2000, we were making big, black, relatively imprecise bedliners [for pickup trucks],” DeLeonard says. Durakon made a strategic decision to upgrade its process and toolmaking technology. Since then it has not only dramatically improved the styling and tolerances of its core bedliner business, but expanded into tonneau covers, fascias, rocker panels and wheel-well liners. The company’s contract to supply twin-sheet tonneaus for the Chevrolet Avalanche sport utility truck was recently extended to 2012.
Automotive for the Toolmaker
Despite high barriers to entry, automotive has benefits for toolmakers that meet its challenges. Some experts estimate that automotive accounts for as much as 20 percent of the $2.8-billion North American market for industrial thermoforming—about $560 million annually. Buehler, speaking at the SPE Thermoforming Conference in Cincinnati last September, said that if all the company’s fascias, rocker panels, body side moldings and wheel wells were converted to thermoforming, it would generate 128 million parts annually, or $256 million in profit for thermoformers at an average margin of $2 per part. And that’s just one automaker talking about exterior parts. The process also is used for interior components like door and instrument panels.
Automotive design trends favor thermoforming. OEMs continue to promote niche production of select models, which usually entails output in the tens or low hundreds of thousands of vehicles, well within the capabilities of current tools. Buehler cited production figures for two models that use thermoformed exterior panels: the Chevrolet HHR, a retro-style station wagon, of which 220,000 are made annually, and the Buick Lucerne, which accounts for 80,000-100,000 vehicles per year.
Thermoforming has another advantage in that it is largely insulated from offshore competition—at least for now. “Many parts are large and bulky and impractical to ship long distances,” notes Dave Morgese, a Principal of Foxmor Group Inc. (Wheaton, IL), a consultant and supplier of equipment and technology.
Tool design is beginning to parallel trends in injection molding, primarily because automotive thermoforming is increasingly complex. One result is that more tools are incorporating moveable parts like core pulls, slides and actuation mechanisms to achieve extreme draft angles and undercuts.
Tool performance also is being linked to a greater degree of automation in thermoforming. A growing technique is trim-in-place, a secondary process that trims a part, usually by robot, while it is in the mold. This not only improves finishing accuracy and speed, but reduces manual handling of parts, which lowers production cost.
Even the clamp frames that hold sheets are being upgraded to improve part quality. One ongoing development is the articulating frame, a dynamic structure that changes shape prior to molding so a heated sheet follows the contour of a deep tool rather than being formed entirely by being pushed down within it. By changing the shape of a sheet prior to insertion and forming in a tool, processors achieve better material distribution throughout the part and can reduce material use by 30 percent or more—reducing part cost.
Automotive thermoforming is also converting from cut-sheet to roll-fed operations, the benefits being faster part production and simultaneous forming and finishing operations, especially on rotary machines.
With greater automation and precision becoming the process norm, tools must be designed and fabricated for exacting standards of part production.
Machining of thermoform tools is similar to that for injection molds, at least in terms of equipment. Many of the 3- and 5-axis machining centers specified by injection mold shops also are in use by toolmakers.
Aluminum Mold Material
One area of ongoing development, though, is in aluminum alloys used for fabrication. Recent advances focus on grades that combine higher levels of hardness for increased machining efficiency and improved surface finish, with such benefits of conventional aluminum alloys as thermal conductivity, corrosion resistance, fast repair (weldability) and anodizing.
Examples of these grades are found at distributor Clinton Aluminum & Stainless Steel (Clinton, OH). A spokesman says that among the offerings are 6056, an alloy that’s an upgrade over the conventional 6061 aluminum used in tools, and Alumold 1-500, a forged grade that competes with P20 tool steel in hardness. Alcan manufactures both.
Grade 6056 is comparable to 6061 in almost all areas. The main difference is machineability. Its higher hardness means it machines faster than 6061, the spokesman says. While higher hardness also means that tool repairs take longer with 6056 than 6061, initial tooling costs can be lowered by reducing machining time, a key consideration for auto OEMs.
Alumold 1-500 is formulated for high-volume runs. Its P20-like hardness improves machining efficiency further, but with a tradeoff in tool repair time. The spokesman says it’s designed for long runs.
Copper & Brass Sales (Southfield, MI), a division of ThyssenKrupp Materials NA, supplies another high-hardness aluminum alloy, 6013, which also is manufactured by Alcoa. Product Specialist Doug Zeug says the material can provide 25 to 40 percent faster machining and feed speeds, smaller chip sizes and a 20 percent improvement in surface finish over 6061 alloys.
Cryogenics
One technique that’s claimed to improve the machining properties and dimensional tolerance of aluminum is cryogenic treatment. Steve Kerber, Owner of Results Cryo Inc. (Sterling, IL), says that aluminum alloy is a high-stress material and cryogenic treatment eliminates 99 percent of the stress and yields a metal with much greater dimensional stability. The process also increases tensile strength, improves the speed and consistency of thermal conductivity and yields a long-lasting finish.
Kerber says that cryogenically treated aluminum reduces machining time by as much as 30 percent. It also increases tool life. “I guarantee double the life of any mold,” he adds.
In his process, aluminum (and other metals, including stainless steel) is taken from ambient temperature to -300°F at a rate of one degree a minute. It’s held at -300° for at least 24 hours, then slowly brought back to ambient temperature. A proprietary secondary process finishes the procedure.
Plug-Assist Materials
Developments also are underway in plug-assist materials. Though many are aluminum, one company, CMT Materials Inc. (Attleboro, MA), fabricates plug-assists from a blend of epoxy and syntactic foam. The chief benefits over aluminum, according to Noel Tessier, Senior Materials Engineer, are performance and economy.
Tessier says epoxy/syntactic plug-assists are abrasion-resistant, primarily because they use glass microspheres in the syntactic foam, which yield a surface that is 50 percent air. Abrasion-resistance additionally extends plug-assist life. The material has low thermal conductivity, so the sheet doesn’t lose heat, thereby reducing energy costs and cooling time for the plug-assist. The plug-assist’s low thermal conductivity also means the sheet retains more heat and so achieves better material distribution in the tool. Tessier claims that thermoformers can downgage sheet 20 percent with CMT’s plug-assists, and save up to 25 percent over the cost of aluminum versions.
Mold Base Alignment Components
Fast changeover is an obvious production benefit, especially with cost-sensitive automotive parts. Various suppliers offer mold base alignment components that speed tool change.
One such is Thermoforming Connection LLC (Shelton, CT), which has expanded the TCAL (thermoforming connection align and lock) line of alignment and locking cylinders, with the addition of the TC2 Small-Fry cylinder. This is for small mold bases that need a static holding force of no more than 1,200 pounds (2,500 pounds was previous holding force).
The TC2 uses a conical male knob and ball-lock design. Applying 35 pounds of air pressure releases five locking balls in the cylinder. Once the knob is inserted and aligned within the cylinder, air is shut off and the balls lock it in place. Thomas Steiz, President, claims alignment accuracy of +/-0.0005 inches or less.
Summary
Toolmakers will gain business from rising demand for thermoformed parts in automotive. The requirements for entry are high, and working with OEMs can be difficult. Toolmakers with the engineering skills and, occasionally, deep pockets necessary to develop innovative design and fabrication techniques, will find the payoff significant. As Buehler said when speaking about GM’s supply base, “If you’re good and deliver on time, you’ll get a lot of business from us.”







Related Content

U.S. Economy Indicates Prospects for Moldmakers
An examination of the U.S. economy suggests its resilience against a recession, yet a mixed outlook for moldmaking and plastics persists.
Read More
Harbour Results, AutoForecast Solutions Release Battery-Electric Vehicle Market Study
The study analyzes the transition from an industry dominated by the internal combustion engine to battery-electric mobility and its impact on the supply chain, which will have ripple effects from automakers to tool and die shops.
Read More
Mold Innovations Power Unique Auto Lighting Elements on Hummer EVs
Diamond machining, electroforming of micro-optical inserts and modified latch-lock system help injection molds produce unique forward lighting elements.
Read More
Industry Report: Automotive Outlook, Forecast, Disruptions and Industry Transitions
A recent presentation by Auto Forecast Solutions shares some interesting trends to help those who work within the automotive industry better understand key trends.
Read MoreRead Next

Thermoform Tooling for the Injection Moldmaker
By understanding thermoforming, injection moldmakers may be able to diversify their business by expanding into thermoform moldmaking.
Read More
Reasons to Use Fiber Lasers for Mold Cleaning
Fiber lasers offer a simplicity, speed, control and portability, minimizing mold cleaning risks.
Read More
Are You a Moldmaker Considering 3D Printing? Consider the 3D Printing Workshop at NPE2024
Presentations will cover 3D printing for mold tooling, material innovation, product development, bridge production and full-scale, high-volume additive manufacturing.
Read More