
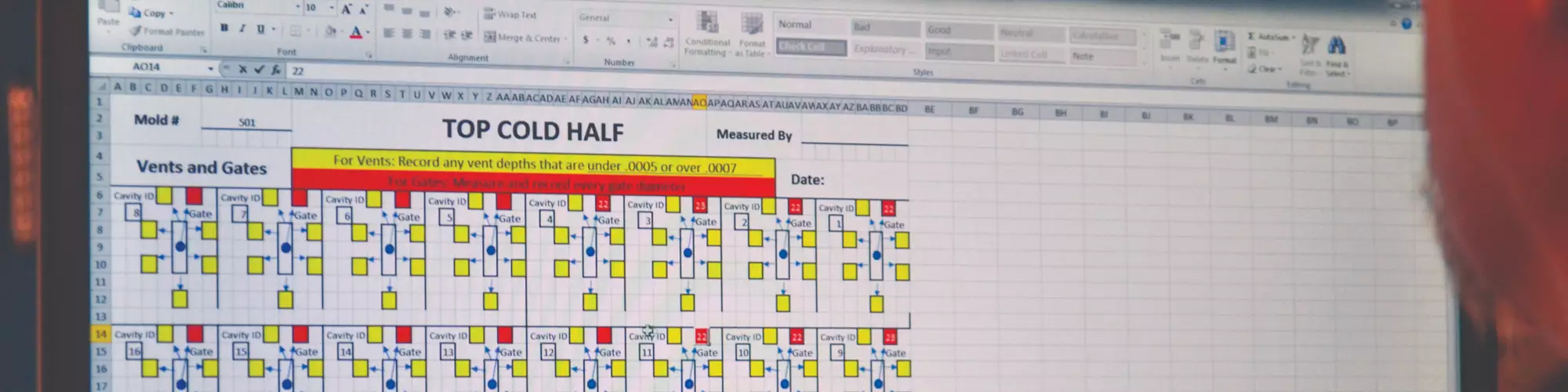



Vent and gate dimensions are valuable data points for mold maintenance that many toolroom technicians do not document and should. Photo Credit: MoldTrax
A shop that runs higher cavitation molds with critical specifications at high volumes will never continuously improve mold performance or shop efficiencies with non-standard language in a comment field. This data collection method does not provide a means to quickly or accurately measure data because a technician must manually decipher and analyze every work order. Moving to a more data-driven, 4.0 or scientific type of maintenance culture avoids this type of manual labor.
Part 1 of this article series reviewed the various maintenance cultures found within shops, identified necessary mold data and explained the inadequacies of journal-entry systems. Now, let’s discuss the type of data that a shop must collect and the most appropriate means of data collection.



A Universal Maintenance Goal
Maintenance and repair data aim to help provide molds and technicians with the best opportunity “to efficiently produce quality parts on time.” Although maintenance data can be of great value to those upstream and downstream of maintenance and repair, the specific data type needed to better design, manufacture and run (process) a mold will vary.
Maintenance and repair data must focus on what prevents a mold from efficiently and reliably running a specific quantity of acceptable parts (specifications) at the necessary (designed) cycle time with an acceptable risk level. The costs to achieve this (tooling, labor, outside work, shipping the mold, etc.) controls the efficiency aspect of our goal.
Categorization of Required Data
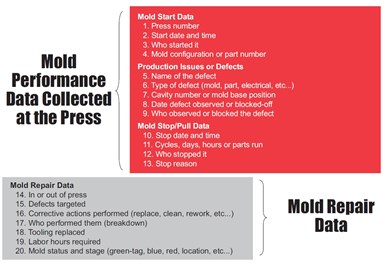
Shops need to collect a variety of maintenance data types. These categories are based on the run/repair cycle of a mold. When collecting and using data to troubleshoot molds, the “sequence of events” during the run/repair cycle can be critical for a proper root cause analysis. The data collected while the mold is in the press is called production run data, which includes press number, start and stop dates and times, cycle count, name of the start-and-stop processor and the mold stop reason. An electronic signal from a press, a cycle counter, or a process monitoring system can capture a few of these data points.
The variety of maintenance data categories are based on the run/repair cycle of a mold. Photo Credit: MoldTrax
A smart, accurate maintenance plan cannot be created without production run data. Think about it — would you change the oil in your car without knowing how many miles it was driven since the last change? Of course not, because it depends on who was driving the car, in what type of environment the car was driven (a smooth highway or pitted gravel road), whether the car broke down along the way, and if so, the number of miles it ran before it broke down, the reason for the breakdown and the required corrective action taken to return it to a drivable condition, to name a few.
Just the Facts, Please
Molders are always surprised what they learn about their molds when this production run data is presented to them in a report based over time. Ask any manager what mold is costing them the most in unscheduled stops or tooling components, or which mold has the highest number of labor hours or quality issues, and most managers will point to the mold on the bench that day. Toolroom managers and repair technicians working in a firefighting environment rely on their experience with daily issues to know what molds are causing the most issues and what corrective actions were taken. However, real data surprises most toolroom personnel, mostly because there is no emotional attachment to the hot issue of the day — only facts. The facts allow toolrooms to set targets and goals because facts are based only on numbers.
Defect Tracking Data
Defect information is next and is where non-standard language can make tracking and troubleshooting an exercise in futility. A single defect can be known by different names between repair technicians, process technicians, quality control and even engineering. All molding defects must have standardized names/terms so everyone can understand and track them.
Working with hundreds of companies over the years has revealed a severe lack of standardization in terms for part quality issues. Notes like flash, burn, or non-fill alone are not sufficient descriptions to distinguish precisely what flash the mold is suffering and/or which mold component(s) is/are creating the issue.
Standardize your terms to include the defect’s location such as “flash on seal,” “burn on tab,” or “long gate.” Do not say “flash on the top of the seal by the valve.” Be mindful that this is a term — not a sentence.
Keep the term as short as possible (two or three words). Some molders have hundreds of different defects across hundreds of molds, and it is critical to be specific for targeting the high-frequency issues.
Other documentation systems use coded defects — like “FLSS” — which would be code for the previously mentioned defect. Coded defects can be confusing to decipher and time-consuming for the user to ensure is correct. It is better to keep it simple to ensure accuracy.
A systematic process will be more than just asking a repair technician to “write down what you did.”
Defect data also include the defect type. Although there could be several different categories of issues, there are five primary types: electrical, mold, part, process, or maintenance. This makes it easier to run reports to categorize issues and expand the list of goals. Additional defect categories should relate to the type of products and molds your shop maintains.
The exact date the defect was noticed, the person who noticed the defect, and if relevant, the mold position or cavity number of the defect are other essential data points. Without this positional data, trends and patterns related to improper cooling, incorrect tooling stack dimensions, unbalanced mold fill, tooling configurations, unnoticed non-uniform manifold heat profiles, or corrective actions will be applied as short-term successes that only mask the root cause.
Corrective Action Tracking
Confusing, inadequate repair “stories” are used in most systems when all corrective actions performed on molds can be captured in a corrective action “term.”
For example, terms such as “replaced,” “cleaned,” “re-worked” and “polished” provide a means to measure frequencies and relate direct costs to the type of work being performed on molds and in the shop. Sometimes, a note is necessary to better explain a procedure, but the use of a term is required to gather any useful data. You can also directly relate the term to the defect to determine how effective the resolution was.
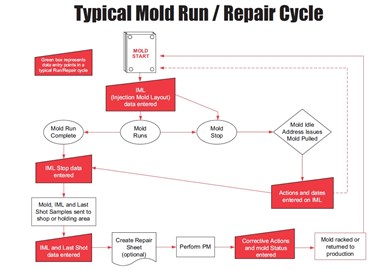
The sequence of events during the run/repair cycle is important for a root cause analysis when troubleshooting a mold. Photo Credit: MoldTrax
Corrective action terms also allow technicians to justify investment in new or better equipment, such as ultra-sonic or dry ice cleaning, TIG or laser welders, polishing equipment, or even better hand tools.
Love for Accurate Maintenance Records
The great thing about accurate, measurable maintenance records is that everyone is associated directly with mold performance benefits, from repair technicians to mold designers to managers. When a system is designed to be granular enough to benefit maintenance, then everything else summarizes that data — or reports.
For example, designers and builders can see the off-the-shelf- components that work best by performing head-to-head analysis of supplier pins, bushings, interlocks and other frame components. They can also better analyze if design features like cooling methods, plating, steel types, hot runner systems, or electrical components made an improvement or not.
A common barrier to improving data accuracy is the need for systemized maintenance practices, which must be developed based upon company culture or documentation “skill” levels for short-and long-term goals. A systematic process will be more than just asking a repair technician to “write down what you did.”
Explain the Goals and Teach the Process
Moving to a more cost-efficient and safer culture is much better than continuing to manage daily firefighting. Still, once you develop the maintenance process, it must become compulsory to work. This may be a hard sell to a seasoned technician who is used to “winging it” when a mold lands on his bench, so it’s essential to understand that implementation of this maintenance system requires appropriate training about expectations and benefits; otherwise, the new system is doomed to fail.
Next month, we will cover how to use this new data, set targets and goals for improvement, and allow better, faster and more accurate mold and part troubleshooting.
FREE ON-DEMAND WORKSHOP:
How Does Your Toolroom Stack Up? Live Scorecard Reveals 4.0 Mold Maintenance Documentation Levels
Click here to watch.








Related Content

How to Use Scientific Maintenance for More Accurate Mold and Part Troubleshooting
Discover how adopting scientific maintenance approaches helps improve mold lifespan, minimize failures, and optimize production outcomes.
Read More
What is Driving Mold Lifecycle Management Digitalization?
OEMs are looking to partner with suppliers to share and track data across the supply chain for advanced intervention and process management.
Read More
VIDEO: Perspective on A.I. and Mold Design
Bill Genc of TopSolid shares his perspective on the benefits of and barriers to using artificial intelligence in mold design.
Read More
Outlook for Automation in 2024
I want to share an article I found that discusses the reasons manufacturers should adopt automation in 2024 as a strategic response to global uncertainties, reshoring requirements, labor shortages and the pursuit of increased productivity.
Read MoreRead Next

How to Use Scientific Maintenance for More Accurate Mold and Part Troubleshooting
Discover how adopting scientific maintenance approaches helps improve mold lifespan, minimize failures, and optimize production outcomes.
Read More
What Is Scientific Maintenance? Part 1
Part one of this three-part series explains how to create a scientific maintenance plan based on a toolroom’s current data collection and usage.
Read More
Are You a Moldmaker Considering 3D Printing? Consider the 3D Printing Workshop at NPE2024
Presentations will cover 3D printing for mold tooling, material innovation, product development, bridge production and full-scale, high-volume additive manufacturing.
Read More