
Under the Scope: Understanding the Task
Asking a few simple questions will help the welder prepare for the job at hand to turn it around as quickly and efficiently as possible.

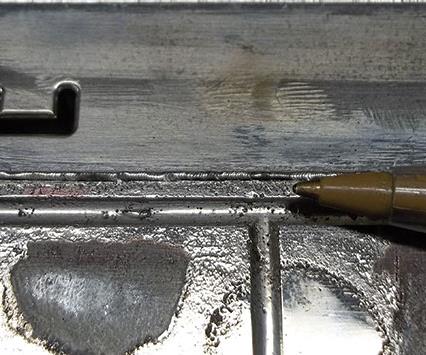
Fixing damaged edges is the most common mold repair. Images courtesy of Toolweld Inc.

A runner that is filled in during a tool repair will need to be re-machined after welding.
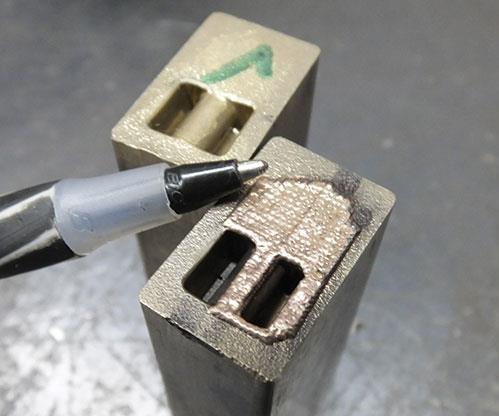
Here, laser welding is used to repair a pad and edges on an aluminum bronze mold.
Laser welding can also be used to repair a shut-off edge.



A single day in a tool welding shop is filled with a variety of projects that demand immediate attention, from retrofitted molds and inserts to damaged pins and slides. Some molds arrive after being damaged in service, while others require an engineering revision. Every job is “hot,” and that means each one needs to be turned around as quickly and efficiently as possible to keep customer downtime at a minimum. A tool welder never knows the type of repair he or she will encounter on any given day, so preparation is essential. Asking the following three questions for each job will help:
1. What is the damage? A direct line of communication between the tool welder and mold builder is essential when repairing a mold. Both parties have to listen and be heard. Each needs to be clear about what he is explaining and what he is understanding. Simply marking up an area to be welded does not give the whole story. Ideally, the mold builder or toolroom supervisor is present at the welding shop to explain the repair and answer any questions. However, due to time and distance, this is not always possible. Plus, molds are often at the mercy of delivery by a shipping department, driver or mail service. In these situations, it is essential that the mold builder mark up the area to be welded and provide paperwork with drawings and a contact name.



I also recommend following up any written explanation with a phone call, unless the damage is clearly evident and potential for problems does not exist. Under a microscope, the welder may notice something that was missed previously, such as damage that’s not marked for welding and areas that could potentially be damaged by welding. Other times the tool welder might need clarification on the steel type or size of the buildup, since the customer is requesting a hard or soft weld depending on the area being welded. Also, unforeseen problems, such as cracks, can be encountered during welding that will require the repair to cease and the customer to be contacted.
2. What is to be welded? Obviously what’s to be welded determines task difficulty. The most common repair is fixing a damaged edge. Other repairs include filling in subgates and gates, and restoring broken details. These repairs require a specific set of skills in torch position, amperage control and welding puddle control.
Every job is different to a tool welder, even if he or she has previously worked on the same mold. There is always something new that can be encountered, including cracks, coatings, oils or even a detail on the mold that’s blocking the microscope. Also, the customer may have special requests, such as asking that little to no heat be applied on the mold. Fulfilling this request is only possible through laser welding, so the welder must be prepared to discuss all advantages and disadvantages. With all of these variables in play, the welder constantly relies on his or her experience to provide the best possible outcome for the customer.
3. Will welding fix the damage? Welding is not always the answer for achieving a successful mold repair, and sometimes it is only a temporary solution to a recurring problem in mold operation that is causing the damage. When inspecting and diagnosing a job, the tool welder should always consider multiple ways to fix the problem, because there is risk involved in welding. Adding a weld means making chemical and molecular changes to the mold. There are also situations where welding can damage the mold further, such as when welding a deep area in a cavity where there is no easy access for a TIG torch or laser optics. Attempting to weld in these areas could create damage to other areas that are extremely difficult to fix. The customer must be made aware of these problems as they occur so that he or she can consider a repair method other than welding.
In these cases, it is essential to take a step back and provide feedback to the customer, including alternative repair methods. Occasionally, due to time constraints and pressure from the customer, the welder may be required to perform a repair in a manner that he or she knows will spell disaster. In those instances, a general rule of thumb should be to ensure that the customer is fully aware of the risk before proceeding with the weld repair.







Related Content

How to Use Scientific Maintenance for More Accurate Mold and Part Troubleshooting
Discover how adopting scientific maintenance approaches helps improve mold lifespan, minimize failures, and optimize production outcomes.
Read More
What Is Scientific Maintenance? Part 1
How to create a scientific maintenance plan based on a toolroom’s current data collection and usage.
Read More
Hands-on Workshop Teaches Mold Maintenance Process
Intensive workshop teaches the process of mold maintenance to help put an end to the firefighting culture of many toolrooms.
Read More
Questions and Considerations Before Sending Your Mold Out for Service
Communication is essential for proper polishing, hot runner manifold cleaning, mold repair, laser engraving and laser welding services.
Read MoreRead Next

Under the Scope: Considerations for Mold Repair Welding
This new series is intended to arm toolmakers and engineers with the necessary knowledge to make better informed decisions during tool repairs, including an understanding of welding terminology, procedures and challenges.
Read More
Reasons to Use Fiber Lasers for Mold Cleaning
Fiber lasers offer a simplicity, speed, control and portability, minimizing mold cleaning risks.
Read More
How to Use Continuing Education to Remain Competitive in Moldmaking
Continued training helps moldmakers make tooling decisions and properly use the latest cutting tool to efficiently machine high-quality molds.
Read More