
New Strategies for High-Speed Roughing
An alternative approach to this application produces tool paths with a controlled engagement angle.

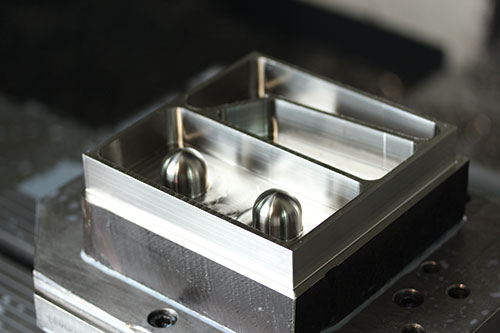
Using the right high-speed roughing strategy can cut machining time on a mold base like the one shown here by 90 percent. (Images courtesy of Delcam.)
Using the new strategy reduced machining time for this steel part by 67 percent.
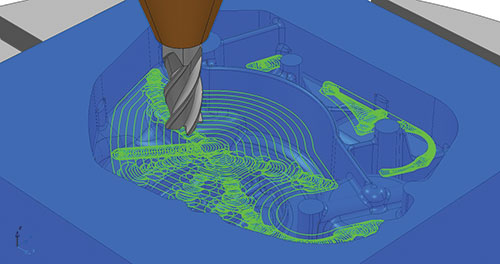
High-efficiency roughing strategies involve more complex tool paths, often including trochoidal moves.



Over the last few years, new strategies for high-speed roughing have been introduced that offer significant increases in metal removal rates and provide much shorter machining times. These strategies aim to maximize the productivity of solid carbide tooling with designs that use the full flute length as the cutting surface to yield deeper cuts. Clearly, the ability to take deeper cuts can shorten the time needed for roughing, especially if the feed rate can also be increased. An added bonus is that many of these strategies also significantly increase cutter life, because they avoid sudden direction changes and cutting movements that might overload the tool.
The fundamental problem with conventional area clearance strategies is that the optimum cutting conditions only occur during a straight-line cut. Any internal corners within the model significantly increase the cutter’s engagement angle. To protect the cutter, this increase must be balanced by setting a lower feed rate. The user can then choose to apply this lower rate over the entire tool path, which increases machining time, or to constantly vary the feeds and speeds as the cutter moves around the model, which increases both cutter and machine wear.



Oftentimes, these new strategies use trochoidal moves to gain access to the part’s internal corners, producing more complex tool paths. However, while most high-speed roughing techniques aim to maintain a constant, theoretical metal removal rate, an alternative approach produces tool paths with a controlled engagement angle.
This strategy maintains the optimum cutting conditions for the entire tool path, which typically would only be possible for straight-line moves. Cutting time is now shorter because it occurs at a more consistent volume removal and feed rate, which also protects the machine.
The constant feed rate achieved with this new approach is a fundamental difference among other high-speed roughing techniques. Predicting exactly how machine tools and cutting tools will react to constantly changing feed rates is difficult, so trials have been conducted to demonstrate the reliability of this new technique.
The trials revealed that the tool path’s controlled engagement angle avoids overloading the tools, which helps to achieve maximum tool life. Shock loading, which is caused by sudden changes in the contact angle, is also minimized. This prevents chipping of the flutes. In addition, the stability of the cutting conditions provides more consistent edge temperatures, which prolongs tool coating life and avoids heat damage to the part’s surface. Tool life is also increased by the use of deeper stepdowns (as many as three or even four times the tool diameter), which spreads tool wear more evenly over the tool’s cutting surface.
A minimum radius parameter is applied when calculating the tool path using this new high-speed roughing strategy. This ensures that the machine tool and its control maintain the cutting feed rate in corners and for any non-straight part of the tool path. It also increases the predictability of the cutting process, because the machine runs at the programmed feed rate throughout instead of slowing down as it might with other area clearance toolpath types.
Focusing on control of the engagement angle also increases tool performance predictability, because the tool spends more time operating close to the optimum cutting conditions associated with a straight-line cut. This increased predictability gives the flexibility to adjust the feeds and speeds, so the tool can be relied on to machine a predictable number of parts before it must be changed out. A toolchange can be added into the program where appropriate, yielding safe and consistent lights-out machining on a long series of parts.
In addition to seeing more complex shapes in toolpath design, users can hear a difference when the machine is cutting. Conventional roughing produces a sound of varying pitch, which indicates that the optimum cutting conditions are not being used. This could also be a sign of tool overload or chatter. In contrast, when the tool is operating under consistent conditions, the sound will be at a constant pitch. The regular size and thickness of the chips produced is further evidence of cut consistency.
The amount of time that can be saved with the new roughing strategies varies with the material and shape being cut, and the machine tool and cutting tools being used. A series of trials1 showed that a time savings of at least 40 percent is achievable. Larger reductions (as much as 75 percent, in some cases) are possible when the geometry is particularly suitable for deeper cuts. The exact effect on tool life from using a controlled engagement angle for toolpath calculations also varies from project to project.
New roughing strategies such as this one that produces tool paths with a controlled engagement angle can provide significant savings in both machining times and tool costs, and any strategy that can do that is worth a look by mold builders today.
1Trial runs were performed by Delcam on different machine tools within its advanced manufacturing facility.








Related Content

What Is Scientific Maintenance? Part 1
Part one of this three-part series explains how to create a scientific maintenance plan based on a toolroom’s current data collection and usage.
Read More
Three Good Reasons to Switch from Three- to Five-Axis Machining in Moldmaking
Five-axis machining technology is a great tool in the moldmaker toolbox.
Read More
How to Select a Mold Temperature Controller
White paper shares how cooling channel analysis, which collects maximum pressure drop, total flow rate and heat dissipation, eases the performance evaluation of mold temperature controllers.
Read More
How to Improve Your Current Efficiency Rate
An alternative approach to taking on more EDM-intensive work when technology and personnel investment is not an option.
Read MoreRead Next

Software Advances Push Limits of Speed and Quality
Software for moldmaking continues to evolve as sophisticated features and capabilities are introduced, enabling mold manufacturers to produce the highest quality work in the most compressed leadtimes to date.
Read More
Reasons to Use Fiber Lasers for Mold Cleaning
Fiber lasers offer a simplicity, speed, control and portability, minimizing mold cleaning risks.
Read More
Are You a Moldmaker Considering 3D Printing? Consider the 3D Printing Workshop at NPE2024
Presentations will cover 3D printing for mold tooling, material innovation, product development, bridge production and full-scale, high-volume additive manufacturing.
Read More