
Making Wear Predictable
With thorough documentation and an investigative mindset, preventive maintenance becomes an uptime-boosting feedback loop of continuous improvement.


Hands-on experience in maintenance is critical for the next generation of toolmakers (background) to pick up on things that have become second-nature for senior toolmakers (foreground).

The fact that the bottom of this cavity insert isn’t completely flat indicates that repeated cycles have begun to collapse the vents. Knowing precisely when this will show up in the plastic can affect everything from maintenance intervals to inventories of spares.

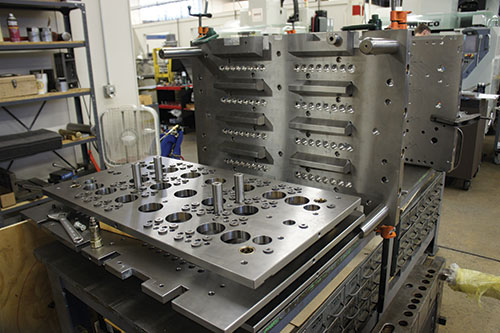
Janler’s legacy of high-production molding lives on in its approach to PM and in its four in-house presses, which the company uses to qualify every tool it builds and, as shown here, to perform production runs.

Chuck Klingler (blue shirt) says proper mold maintenance benefits not just Janler, but the entire supply chain.
Injection molds are complex machines, and even those with similar configurations might perform differently. Yet, over time, a “living diary” of a mold’s history can make wear more predictable, even without a trained eye.

The difference in color along the rim of this component indicates wear, which can be difficult to spot for all but the most seasoned toolmakers (particularly without the aid of an optical comparator).



Just a few feet from the nearest residences in the Chicago neighborhood of Edison Park, four young apprentices are learning to read the steel. “We’re going to need them to see the same things we see—to read the witness marks, to spot problems with a mold before they happen,” says Chuck Klingler, vice president of Janler Corp., who has spent much of the past 40+ years reading steel at the company his father founded in 1952. Passing that legacy on to the next generation has become a top priority for this precision injection mold manufacturer, which thrives on helping customers improve uptime and reduce costs through mold maintenance that’s truly preventive.
Klingler is quick to emphasize that the 35-employee company has no magic bullet for teaching techniques that are difficult to learn from a book or in a classroom. However, maintenance training isn’t all about spotting signs of wear on ejection guide bushings and mending hot runner tips. Beneath the surface is a broader message: A well-documented, investigative approach to preventive maintenance (PM) can be a springboard to greater expertise, more effective mold designs and, most importantly, near 100-percent uptime. “If you do the maintenance right, and you have knowledge of a mold’s history, wear becomes entirely predictable,” Klingler says.



A Legacy of Due Diligence
The company’s confidence in predicting wear stems largely from lessons learned during its experience as a high-production molder, Klingler says. At one point, Janler maintained more than 50 injection presses in multiple plants. Although the focus has since narrowed to manufacturing, qualifying and maintaining tooling at a single 20,000-square-foot facility, that experience is still ingrained in the company’s DNA, he says. Of all the lessons learned, one of the most valuable has been that there’s simply no room for cutting corners in PM, whatever the short-term gain. “You just can’t expect to make money operating in a reactive mode, where it’s acceptable to have a few down cavities,” he says.
Based on this philosophy, Janler treats every mold essentially like a crime scene. For instance, customers requesting emergency repairs are typically instructed to put the mold on a skid and ship it exactly as is, without so much as a cursory wipe-down, to avoid destroying evidence. PM is likewise treated more like an investigation than a series of rote tasks to complete. “If you’re just blindly going through the process of taking a mold apart, cleaning and relubing, and putting it back together, you might be doing maintenance, but you’re not doing preventive maintenance,” Klingler says. “We are always looking deeper, trying to get to the bottom of anything that looks peculiar.”
Do those fret marks indicate uniform pressure across the parting line? Why is cavity four wearing differently than cavity 36? If that vent is still within specification, why is there gas buildup? Is the vent dump blocked? If so, why did that happen? Asking these sorts of questions not only helps prevent problems before they happen, but also accelerates the development of the apprentices mentioned earlier. After all, Klingler says, a culture in which maintenance is viewed as an opportunity to improve—that is, to save the customer money—drives trainees to not just go through the motions, but to constantly query their seasoned mentors and seek any opportunity to apply their burgeoning skills.
In the meantime, a well-honed approach to maintenance helps ensure the right questions get asked with or without a trained eye. It also ensures that veterans and trainees alike learn from past experience. Along with the sort of investigative mindset described above, this is how tooling wear truly becomes predictable, Klingler says, and how maintenance truly becomes an exercise in continuous improvement.
The Improvement Loop
The basics of Janler’s process are outlined in the generic preventive maintenance checklist on the left, which serves as a learning and sales tool (“generic” because specific procedures vary from tool to tool). Similarly to a pilot going through a pre-flight checklist, personnel are expected to sign off on every step to ensure due diligence and accountability.
Perhaps even more important is the fact that the majority of process steps include instructions to record findings, which are then scanned into the company’s JobBoss enterprise resource planning (ERP) system. All activities resulting from a mold investigation, from replaced components to minor steel adjustments to basic cleaning, are also recorded and scanned. With an investigative mindset, visual checks of some items on the list aren’t enough, nor is it ever enough to check features of one cavity and assume the rest are in similar condition. Each and every vent is inspected with a mechanical gage, every gate with a pin gage, every parting line lock with a CMM. The point is, only the right kind of data will do—data that paints an accurate, verifiable picture of the mold’s condition at that particular point in time, Klingler says.
At the beginning of every round of PM, personnel review reports from previous work on the tool and direct their activities accordingly. Collect enough data over enough PM cycles, he explains, and patterns begin to emerge. These patterns make wear predictable. “A good preventive maintenance program creates a living document, a diary of the mold,” he says. “You start seeing the same kinds of issues at the same time intervals.”
Consider venting. With every cycle, the steel settles slightly, and a collapsing vent will ultimately lead to plastic burns, erosion, splay or any number of issues. If the mold is built well and all cavities are consistent, this usually happens at the same depth every time. In many cases, that depth is shallower than what’s called for in the specifications, Klingler says. Knowing exactly when problems will occur—information that would never emerge without a thorough, accurate history of the mold’s life—can lead to fewer, easier PMs and more time in the press without affecting part quality. Beyond just maintenance intervals, the ability to predict wear can affect everything from inventory levels of spare parts to the next design iteration of the mold.
Predicting wear in this way also opens the door to a feedback loop of continuous improvement. On one end of this loop is Janler, which can leverage lessons learned to improve designs and build better molds. In one recent case, engineers made a parting line slide easier to move, thereby avoiding the need for complete disassembly to clean wear plates located deep within the tool. Such innovations are often applied to future designs, Klingler says.
On the other end of the loop is the customer, which benefits from fewer surprises and often substantial, ongoing improvements in productivity. The more PMs, the more predictable the tool. The more predictable the tool, the greater the potential to find savings, whether through changes in procedure or changes to the mold itself. In one case, an electronics industry manufacturer improved overall uptime from about 65 percent to 98 percent after transitioning PM to Janler, Klingler says. “We’ve improved plenty of customers’ bottom-line profits. Even with an increased dollar cost per maintenance, they ended up with substantial overall savings in the end.”
Preserving the Craft
Despite the advantages of this approach to maintenance, Klingler says plenty of manufacturing operations tend to do little more than stick to schedule and repeat the same activities for every PM. In one case, a customer that conducts its own PM placed an order for a sister tool to a large, 96-cavity mold that had been running well for year. After building and qualifying the new, identical mold, the Janler team got word that the customer was suddenly experiencing venting problems with the first. As it turned out, all vents were within specification, but, as he says is often the case, they were on the conservative side. Janler and the customer together decided to widen and deepen the venting—a remedy that, unfortunately, would also be required for the newly built sister tool, and at significant cost. With an investigative approach like Janler’s, Klingler says he is confident that this decision could have been made long before the building of the second tool.
Helping customers avoid such scenarios has become a significant competitive edge in the days since Janler shed its own production molding operation, Klingler says. That’s why carrying on the legacy of thorough maintenance is such a mission-critical endeavor. Yet, the company isn’t just instilling that legacy in its own apprentices. It’s also willing to teach OEMs and molders, even if helping customers set up their own programs means forgoing an opportunity to profit directly (and more handsomely) from performing maintenance at its own facility. And if those customers don’t have the same broad, deep tooling skillsets as Janler’s steel-reading veterans, Klingler says he is confident that an investigative approach and thorough documentation can set them on a similar path as the company’s current crop of apprentices.
This willingness to share expertise is the product of long-term strategic focus on the part of Klingler and the rest of the company’s leadership: his sister, company President Carol Klingler Ebel, and brother, Vice President Alan Klingler. Beyond benefitting from the repeat business that often comes with lasting customer relationships, they all understand that moldmakers aren’t the only ones facing a skills shortage. They also understand how lack of knowledge can lead OEMs and molders to overemphasize price in purchasing decisions. After all, it’s difficult to appreciate the value of a well-built tool without knowing how to keep one running. Finally, experience on the other side of the proverbial fence has led them to understand how this type of thinking can end up hurting not just moldmakers, but their customers, too—at least in the long run.
That’s where a philanthropic element enters the Klinglers’ thinking—a drive to operate in the same spirit as their father, founder Josef F. Klingler, who believed that a robust, competitive industry is good for all. “Our father and our uncles helped plant seeds that were nothing but prosperous for us, and we want to pay that forward,” Chuck Klingler says.







Related Content

Questions and Considerations Before Sending Your Mold Out for Service
Communication is essential for proper polishing, hot runner manifold cleaning, mold repair, laser engraving and laser welding services.
Read More
Portable Low-Heat, Non-Arcing Resistance Welder for Mold Repair
Rocklin’s user-friendly MoldMender Micro Welder delivers simple and cost-effective localized repair in-house with precision and versatility, enhancing mold and die durability and reducing disassembly and downtime.
Read More
What is Scientific Maintenance? Part 2
Part two of this three-part series explains specific data that toolrooms must collect, analyze and use to truly advance to a scientific maintenance culture where you can measure real data and drive decisions.
Read More
Laser Welding Versus Micro Welding
The latest battle in finely detailed restoration/repair of mold materials.
Read MoreRead Next

Reasons to Use Fiber Lasers for Mold Cleaning
Fiber lasers offer a simplicity, speed, control and portability, minimizing mold cleaning risks.
Read More
How to Use Strategic Planning Tools, Data to Manage the Human Side of Business
Q&A with Marion Wells, MMT EAB member and founder of Human Asset Management.
Read More
How to Use Continuing Education to Remain Competitive in Moldmaking
Continued training helps moldmakers make tooling decisions and properly use the latest cutting tool to efficiently machine high-quality molds.
Read More