
Ingenuity Solves Challenges for B A Die Mold Customers
MMT interviews B A Die Mold Inc. to learn how its innovative problem solving and patented PERC System for molding threaded parts has benefited customers.
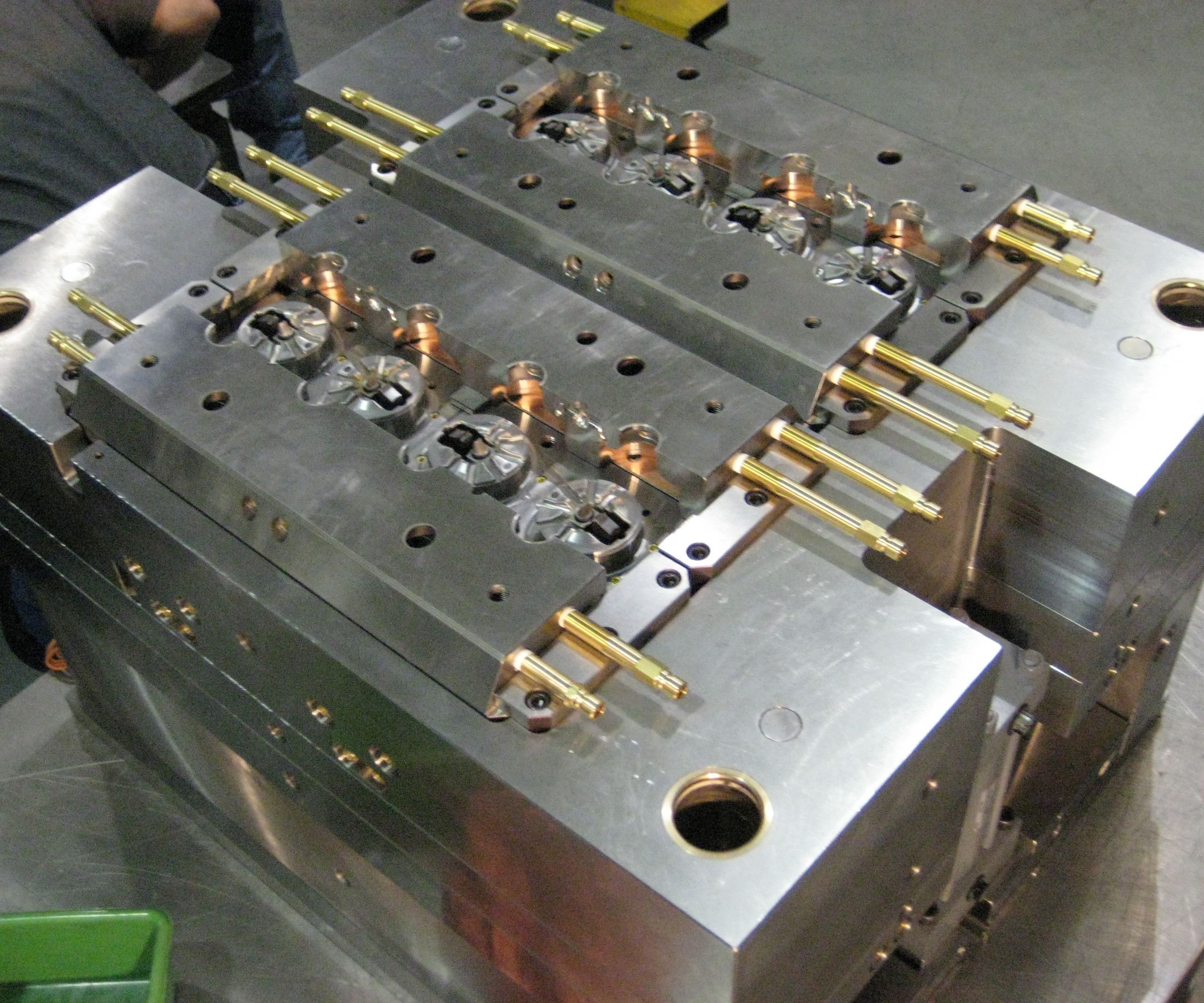
For more than 10 years, this integrated cap mold built by B A Die Mold is still in production and has run non-stop other than when it stops for routine preventive maintenance. The complex design combined two molds into one, eliminating a secondary, spin-welding operation and paying for itself in under a year. Images courtesy of B A Die Mold Inc.

B A Die Mold’s patented PERC System eliminates the need for a rack and cylinder by integrating a servo-driven motor to rotate the core and enable the molding of an unlimited number of threads. Ths system does not use hydraulics, which makes the PERC System an option for cleanroom and FDA situations. B A Die Mold builds and programs the PERC System’s control cabinet (shown here), so it is ready to run at the user’s facility. Customers can use one cabinet to control multiple molds. B A Die Mold says that the system itself requires little to no maintenance.

B A Die Mold is known for its innovative part and mold designs. Pictured here are telescoping pins that are used to form a micro-sized, medical needle-hub part. The company redesigned the eight-cavity mold that another moldmaker built so that the B-side pin (on the right) telescoped inside the A-side pin to produce a fully round hole, eliminating imperfections and flash issues.



B A Die Mold Inc. (B A Die Mold) has built molds with its patented Programmable Electric Rotating Core (PERC) System for many original equipment manufacturers, custom molders and other moldmakers. What makes the PERC System so successful for molding threaded parts?
Jason Baker, design engineer: B A Die Mold developed a system that offers precision positioning of virtually unlimited threads on any given part. It is a servo-motor-driven mold system that B A Die Mold developed for molders who use electric molding machines to manufacture threaded parts. Molds with a PERC System can be installed on traditional, hydraulic molding machines as well. One of the patented features of the PERC System is that the servo motor is part of the mold, which makes it possible to set it up in any type of molding machine. The PERC System works well with robotics, too.



Once they see the PERC System in action, our customers really appreciate the precision and speed, not to mention how perfectly it forms threaded details, especially on complex parts. Because PERC is a compact system, PERC molds typically can be run in a molding press that is smaller than what a traditional unscrewing system requires.
We love the “hero jobs,” and I guess you could say that we are suckers for them because we welcome a challenge, large or small.
One example that highlights how the PERC system benefits customers involved a project in which a medical part required a side action to pass through a threaded core. The resin was very flashy, and the position of the threaded core had to be dead-on for the side action to pass through and shutoff properly without galling. With PERC, we were able to accomplish this with relative ease. The customer was very happy with the multi-cavity tool we built for them as it functioned flawlessly with no flash—right from the first shot. We were confident from the start that the PERC System would be the answer, while others hesitated and shied away from the job.
Another example is a PERC mold for a water-filtration cap. The customer had a two-piece assembly for a cap that required spin-welding to join the two parts. We helped the customer by redesigning the parts so that they were molded together, eliminating that secondary operation. The design was very complex as it required A- and B-side unscrewing. We designed the mold so that the PERC System very precisely shut off the threaded core from the B side on the threaded core from the A side of the mold, forming a waterway every cycle. Our customer told us that the mold paid for itself in under a year, and 10 years later, it is still producing perfect parts non-stop, except of course when they perform preventive maintenance.
B A Die Mold Inc.

3685 Prairie Lake Court /
Aurora, Illinois 60504 /
badiemold.com
- Celebrates 50 years in business this year.
- Was founded in 1968 by Alan Petrucci, who leads a very tight, lean team building molds in its 16,000-square-foot, modern facility.
- Has an owner, Alan Petrucci, who is a founding member of the American Mold Builders Association and was named AMBA’s Mold Builder of the Year in 2011. Petrucci is still actively involved with day-to-day operations as CEO, and his daughter Francine Petrucci is B A Die Mold’s president and majority shareholder.
- Specializes in the engineering and manufacturing of highly-complex injection molds for water filtration, medical devices, appliance controls, housewares, automotive electrical components, caps and closures and threaded devices.
- Is well known for its patented PERC System for unscrewing molds.
What other advantages does B A Die Mold offer customers?
Baker: Besides the PERC System, we offer our customers the creativity that we have for solving problems. We are a small shop with huge capabilities. We specialize in doing what was formerly considered impossible. We love the “hero jobs,” and I guess you could say that we are suckers for them because we welcome a challenge, large or small. For example, a customer had a part for a medical device in an eight-cavity mold that another moldmaker provided where two pins shut off end-to-end to produce a 0.025-inch-diameter hole in the part. The pins were very small, and alignment was critical. The B-side pin’s diameter was 0.025 inch and the A-side pin’s diameter was 0.037 inch. The part was molded between side actions and the A- and B-side core pins together formed a 0.025-inch hole through the part. Because of misalignment and injection pressure, the pins were shifting slightly—enough where the small B-side pin was not fully shutting off on the large pin, and the through-hole was not fully round. The customer could not get the pins to align in the existing mold, and the parts were flashing as a result. We had to find a way to solve the problem without interfering with the intended function of the part, which was the flow of IV fluids or blood to patients. We redesigned the mold so that the B-side pin telescoped inside or through the A-side pin to produce the hole without flash and without any inconsistencies. We were successful and saved the customer thousands of dollars in repair and maintenance costs.
How does your team work with customers, especially when a job could pose serious challenges?
Baker: Every team member that we have is aware of the issues that our customers can have during the molding process, so we strive to eliminate those issues up front in the design phase. After collecting the part, material and press information, we invite customers to sit down and review the job before it is even quoted, which is not unusual but is critical when addressing complex parts. We then develop sketches with approaches to show the customer design options. In the process of doing that, the customer may make part changes to facilitate simplifying the mold or to facilitate better steel conditions, based on what we recommend. We gather as much intel as we can so that we know what the molded part must do, we understand its critical-to-function features and then we work as a team to make it happen. We also offer customers 3D models of the new designs that reflect the agreed-upon modifications. Upon customer approval, we manufacture the mold and sample it at our facility. Our customers are always invited to attend the sampling.
If we are not running production for customers, we offer in-house preventive maintenance services and training for our customers’ toolmakers, on complex, multi-action molds and particularly on PERC System molds, which can require extra care because of the unique drive train. Our customers spend tens of thousands of dollars on our molds. We want to ensure that their in-house mold technicians have the confidence to properly assemble and disassemble the molds and that they know what to investigate. We also include a customized mold-maintenance guidebook to assist them in that task as well. It is just another way that we add value to our customer’s bottom line.







Related Content

Openness to New Manufacturing Techniques Gives Mayer Tool & Engineering a Competitive Edge
This Michigan mold builder adapts, problem solves, brainstorms and collaborates to exceed customer expectations.
Read More
Innovation, Diversification and Integration Guide Mold Builder Growth
Quality Tool and Die team discusses the journey from a small automotive tool shop to a diversified full-service moldmaking and plastic production facility.
Read More
Design Strategy Tackles Big and Small Complexity Challenges for Southeastern Mold Builder
Delta Mold Inc.’s core values, engineering expertise, five-axis machines and molding capabilities help the team turn a proposal into a manufactured mold or part with custom design, finishing and assembly.
Read More
Growth Requires Mold Builder/Molder to Shift Tooling Focus to Maintenance, Repair and Replacement
The results of aligning awareness and acceptance across departments to balance new tooling and quick response needs.
Read MoreRead Next

B A Die Mold Celebrates 50 Years in Business in 2018
The company is known for its patented Programmable Electric Rotating Core (PERC) System for unscrewing molds.
Read More
Reasons to Use Fiber Lasers for Mold Cleaning
Fiber lasers offer a simplicity, speed, control and portability, minimizing mold cleaning risks.
Read More
Are You a Moldmaker Considering 3D Printing? Consider the 3D Printing Workshop at NPE2024
Presentations will cover 3D printing for mold tooling, material innovation, product development, bridge production and full-scale, high-volume additive manufacturing.
Read More