


I started my career in plastics on the west coast in the early 1970s, when the industry was primarily manufacturing-driven with few mold designers or plastics engineers. The workflow started at the top and trickled down to the design department or a contract designer who “cut his teeth” on the shop floor before moving to the drafting board.
The plastics industry needs to become an engineering-driven industry in which companies start a mold design apprentice on the shop floor just like a moldmaker apprentice. This training approach helps the designer learn the equipment and proper mold assembly, so he or she can see the various issues a mold builder confronts and then engineer a mold or tool to stop problems before they occur.



How is our industry progressing toward this goal? Is plastic injection moldmaking still a one-person show workflow? Is there collaboration across departments? Are there numerous people involved with every project who do not need to be, creating engineering bottlenecks that delay customer deliveries?
Process and People
Let’s take a deeper dive into how workflow impacts a company’s bottom line by breaking down the process and people component to mold manufacturing. The process includes everything from new product conception to manufacturing and tooling with budget goals in mind. If this sounds like Six Sigma, Kaizen, lean manufacturing, Pareto charting or Ishikawa (fish bone) diagramming, you are correct. I believe these types of tools are vital to identifying a project’s workflow upfront and making decisions on corrective actions.
A common barrier to these efforts is what I refer to as “Napoleon Syndrome”. One person who believes he or she is the only one who can get the project done. This syndrome crushes morale inhibits growth and creates poor decision-making. To emphasize this point, consider the book, “The Boys in the Boat”, about the 1936 eight-man crew who competed in the Berlin Olympic Games for the United States. The writer follows one crew member but also covers the entire team, including the coach and shell (boat) builder. The perspective of the shell builder is most interesting, as he likens the rowers to instruments in a symphony. Each has a part to play. If one plays out of tune, the result is failure. The goal is to always work in harmony with each other.
People in the form of training and mentoring play a critical role in improving workflow also, as I mentioned at the start of this piece, because even the most seasoned veteran in a company will struggle if the work environment is intolerable or condescending. This also includes training for new and younger employees that exposes them to skills beyond their job titles. For example, the trade show season is upon us. Are you sending people to see new technology so they can share what they discover? Did you budget a younger employee with whom you walk the show with, mentoring them as you move along the aisles?
Far too often, a quality employee leaves because they are put into a box or there is a lack of trust. Leaders should ask themselves, are you training those coming up through the ranks to replace you someday or are you harboring knowledge because of the fear of being replaced?
So, with the people and process aspects of an engineering-driven workflow in mind, let’s begin with a look at how to start your project right.
Creating an Engineering-Driven Workflow
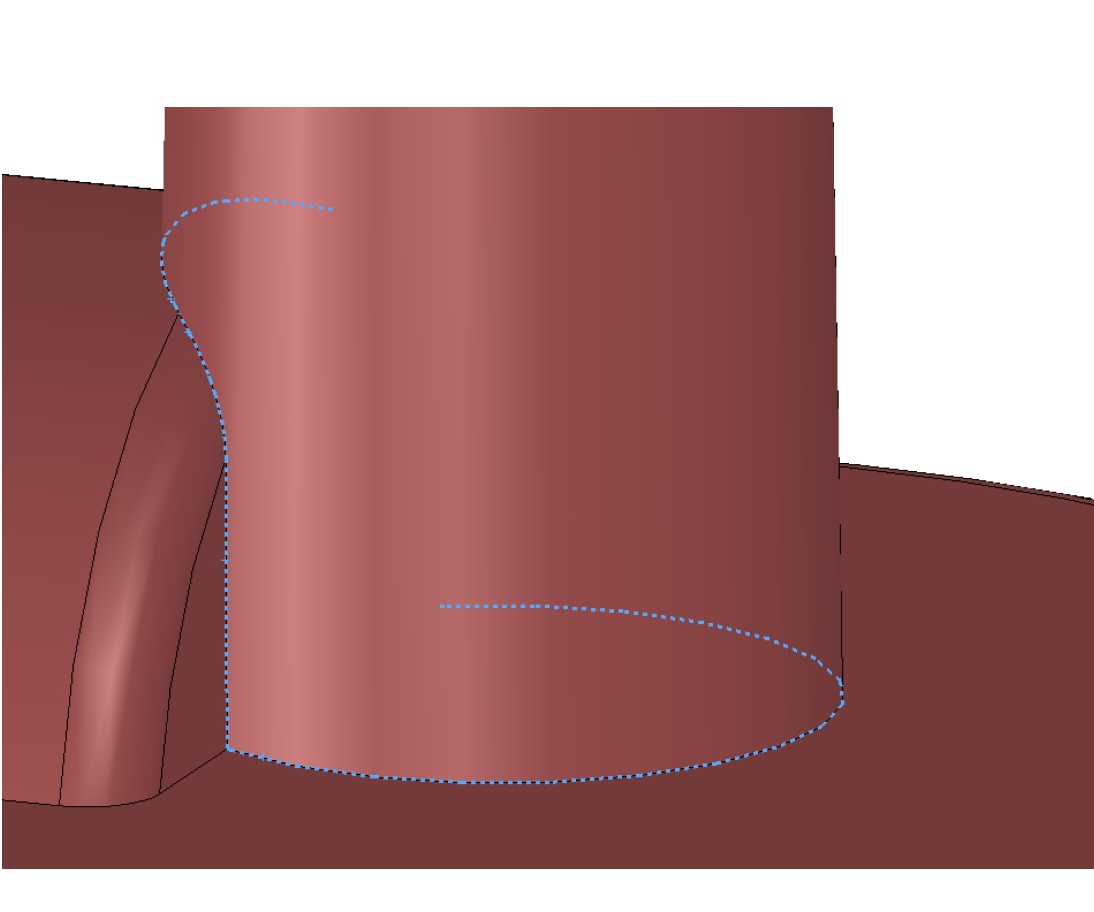
The highlighted curve is where a designer could place a corner radius to remove sharp edges and to ease material flow.
Image courtesy of Elevate Plastics Solutions.
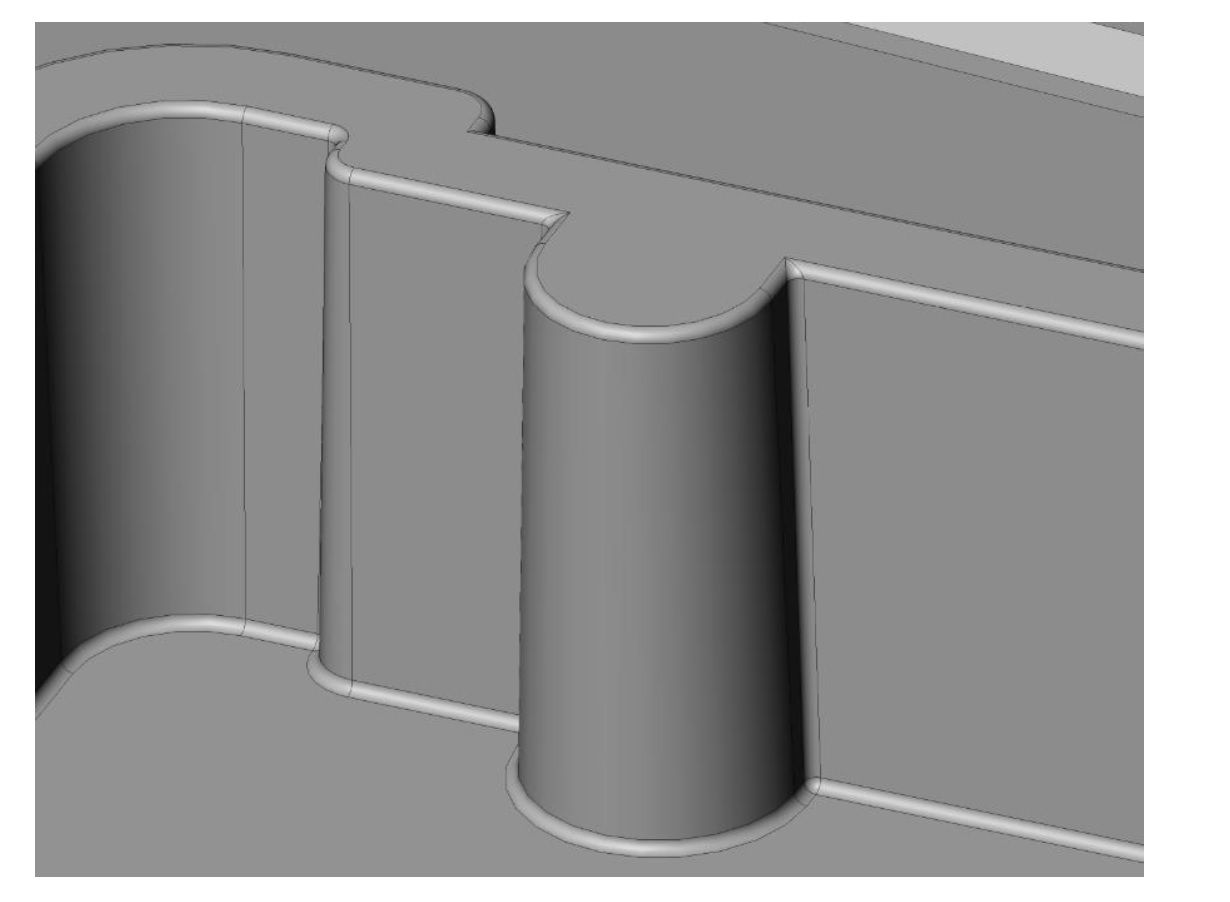
This ejector boss replaces a blade with a pin. A small radius is added at the bottom and a fillet radius where the rib meets the floor of the part.
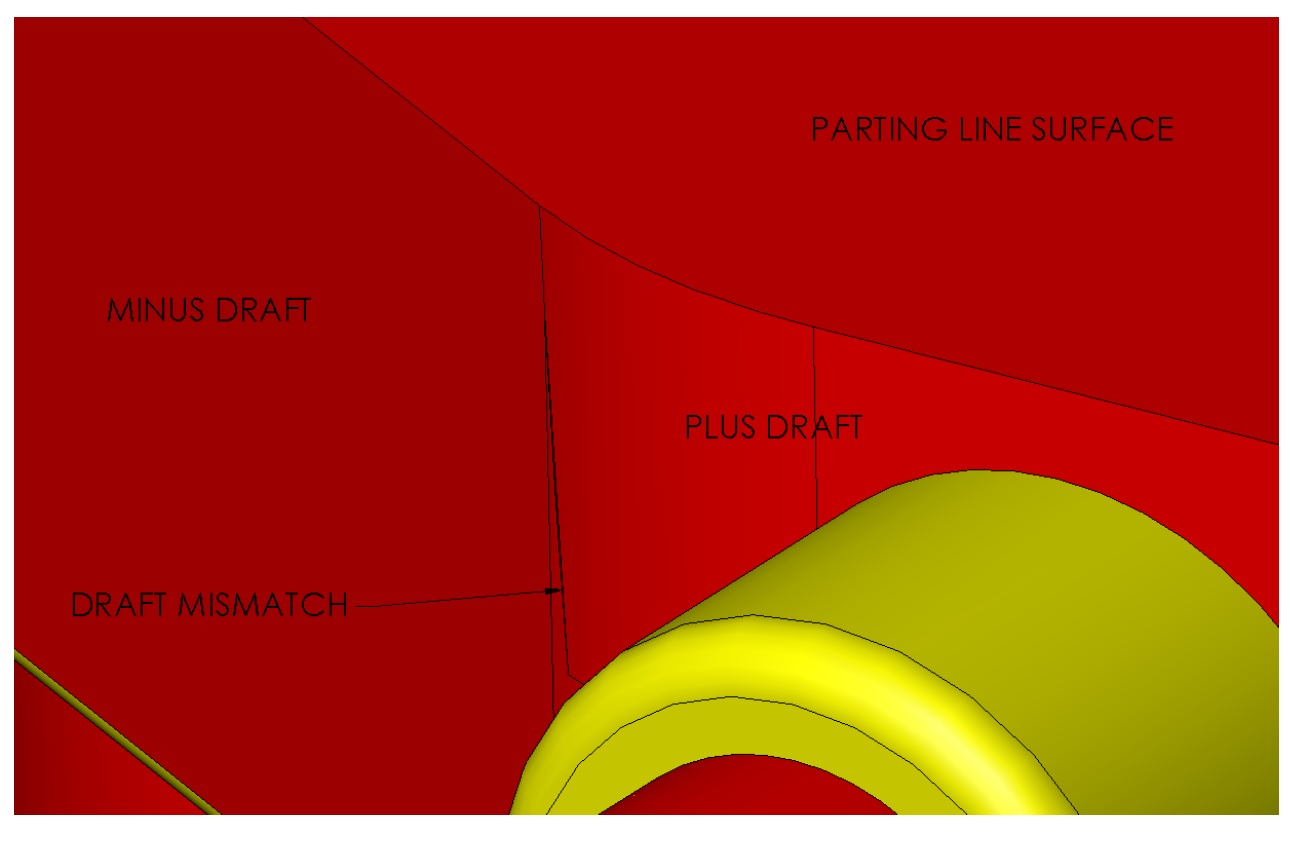
A required stepped shutoff causes this mismatch between drafts for which a slide or lifter will not fix. This same issue can occur with coring for a by-pass shutoff.
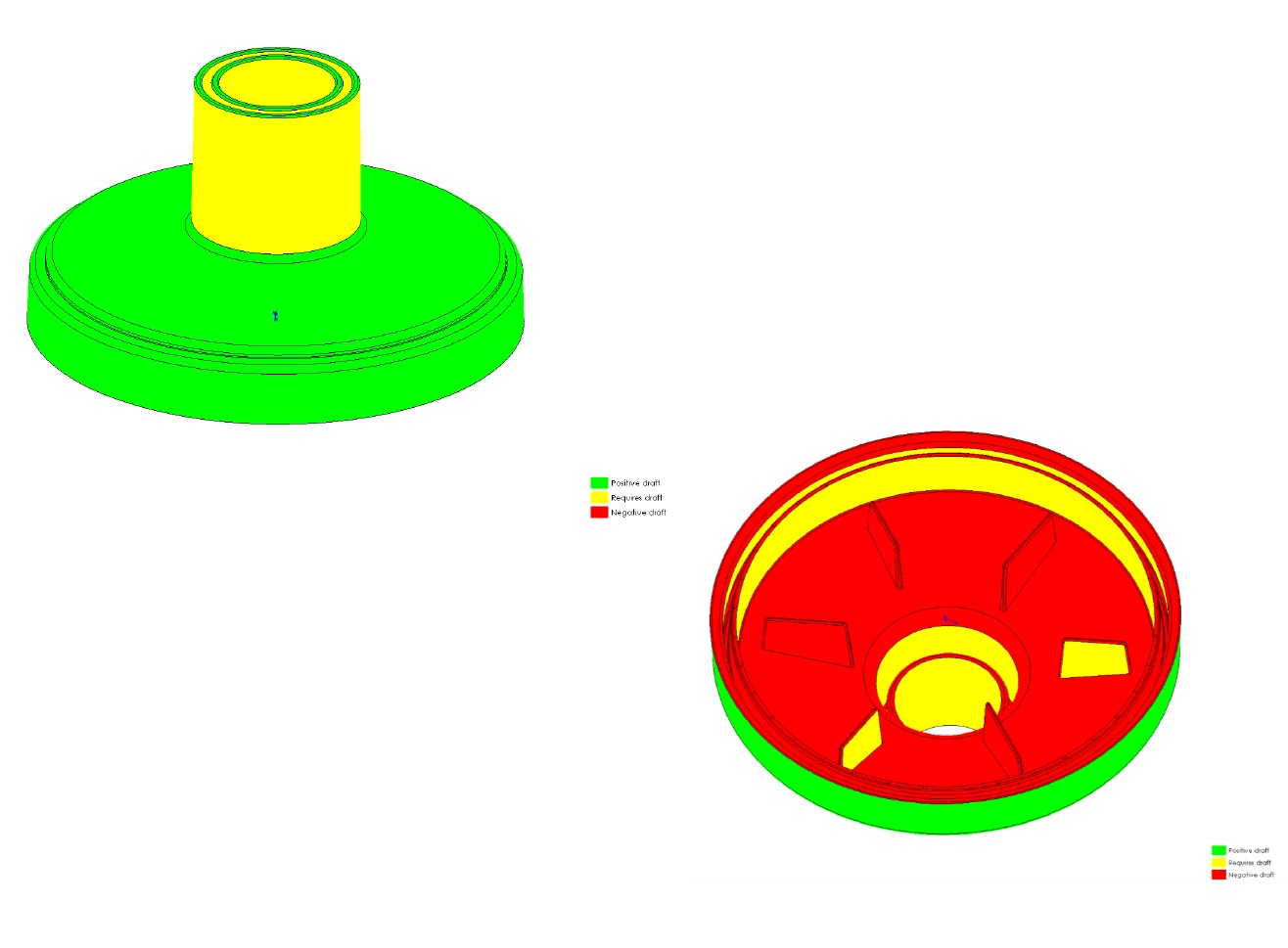
Draft analysis identifies any potential draft concerns. Here the draft setting is one degree. The ejector side of the part has drafted ribs and areas suitable for radii.

Establishing a baseline clamping force for this filter housing as it relates to press size requires this clamp force calculation:
Maximum area of part minus any voids (through holes) x required force based on material
5.165 sq. in. (Ø2.634-Ø.601) x 2 tons per sq. in. (PE material) = 10.33 tons per part
Part courtesy of Burrell Clawson, PolySnapJoint LLC, (Newport Beach, CA)
Four common areas where mistakes are often made that impact quote accuracy: draft analysis, corner radii, parting line, and bypass shutoffs and press selection.
Product Tooling Analysis
As a mold designer involved in creating tooling quotes for over 13 years, I have encountered a number of errors in design decisions, which, if they were considered during the quoting stage, would have saved both time and money down the road for all parties involved.
For example, here are four common areas where mistakes are often made that impact quote accuracy:
- Draft analysis. There also needs to be a balance between the depth of a rib and the width (created from draft) where it meets the attached surface. If the rib gets too thick, then the potential of sink becomes an issue. Can the product accept an ejector flat if it is too thin for an ejector?
- Corner radii. Product designers will often not include radii at the bottom of a rib. When the plastic material is flowing across an edge, it prefers to move around an edge with a radius rather than a sharp corner, reducing stress in the part. The larger, the better, as long as the radius does not affect fit and function along with increasing the wall thickness that will create sink in the molded material. Most moldmakers will want a .005-inch/.01-inch radius minimum where a part fillet would be.
- Parting line and bypass shutoffs. When a stepped parting line is required, the product designer needs to consider the impact on draft, part removal (via a slide or lifter instead of a bypass shutoff) and surface finish (a witness line not meeting marketing requirements). If a bypass shutoff is used, then the mismatch of opposing drafts needs to be considered. Will this be an issue with the part function or appearance?
- Press selection. This is very critical, yet so open to interpretation. There are standard (rule of thumb) numbers for the tons per square inch needed to hold the parting line closed during the injection cycle depending on the type of material. Wall thickness needs to also be considered. Once the material and tonnage are identified, multiply the part’s footprint (square inches) to identify the required molding press tonnage. This calculation gives a baseline to determine the estimated clamping force required and the minimum press size.
OEMs, custom molders and mold builders must address these areas before the quoting stage, otherwise costs will increase and deliveries can be delayed.
Elevate Plastics Solutions








Related Content

What is Driving Mold Lifecycle Management Digitalization?
OEMs are looking to partner with suppliers to share and track data across the supply chain for advanced intervention and process management.
Read More
Making Mentoring Work | MMT Chat Part 2
Three of the TK Mold and Engineering team in Romeo, Michigan join me for Part 2 of this MMT Chat on mentorship by sharing how the AMBA’s Meet a Mentor Program works, lessons learned (and applied) and the way your shop can join this effort.
Read More
Dynamic Tool Corporation – Creating the Team to Move Moldmaking Into the Future
For 40+ years, Dynamic Tool Corp. has offered precision tooling, emphasizing education, mentoring and innovation. The company is committed to excellence, integrity, safety and customer service, as well as inspiring growth and quality in manufacturing.
Read More
Think Safety: Eliminate Hazards Throughout the Shop
The tooling community is taking advantage of new products for safer mold shops and molding facilities.
Read MoreRead Next

Throwback Thursday: The Role of a Mold Designer
This article was published almost 15 years, but its message still resonates today. The difference is how technology has changed since 2002.
Read More
How to Use Strategic Planning Tools, Data to Manage the Human Side of Business
Q&A with Marion Wells, MMT EAB member and founder of Human Asset Management.
Read More
How to Use Continuing Education to Remain Competitive in Moldmaking
Continued training helps moldmakers make tooling decisions and properly use the latest cutting tool to efficiently machine high-quality molds.
Read More