




Very intelligent and experienced people in the plastics industry frequently ask for hot runner basics because although they know that a hot runner is a critical component in the injection molding process, some don’t understand what it does or how it works.
Remember those plastic model kits you put together as a kid? The excess plastic that held those tiny components for the model in place is called a cold runner, and it is essentially scrapped plastic. Cold runners created during industrial production are very much like those models but on a much larger scale. When you consider the cost of resin, cold runners can be an expensive prospect because of the unwanted scrap plastic they produce.



The concept that hot runners eliminate wasted plastic is a pretty basic fact, but hot runners have additional advantages to the injection molding process. For those who want to know a little bit more about hot runners, here is a breakdown.
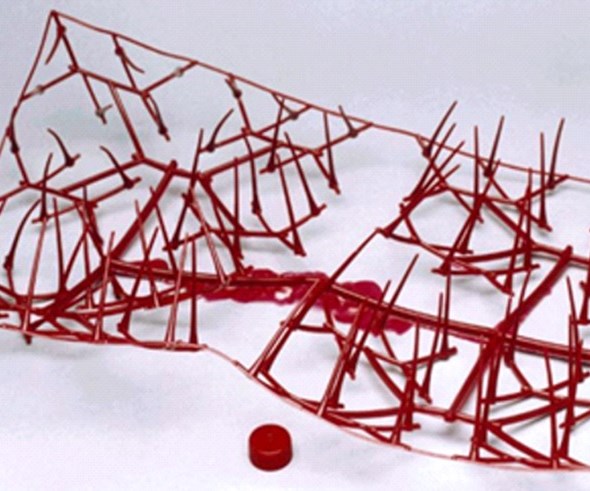
Cold runner scrap from a three-plate mold. Images courtesy of Husky Injection Molding Systems.
Faster Cycle Times
As higher volumes of plastic are injected into a mold, it takes longer to cool. Because a hot runner eliminates the volume that would have been cold runner plastic, faster injection molding machine (IMM) cycle times are typically achieved.
Let’s review the injection molding cycle: The cycle begins as the mold opens, and when the mold is completely open, the parts are ejected. After the parts have cleared the molding area, the mold closes. Once the mold closes, molten plastic travels from the injection unit, into the mold. Then the part begins to cool. Once the mold starts to open again, the cycle is complete.
Hot runner systems can reduce the time of each function within the cycle except the actual part removal time (ejection). A hot runner system eliminates the cold runner (that solidifies), so there’s no need to clear it away from the mold, which also causes the mold open and mold closed strokes to travel less distance, requiring less time for mold movement. Since there is no need to fill a cold runner channel, resin volume and IMM screw movement are reduced, lessening recovery and inject time. Finally, because less heated plastic is introduced into the mold, it takes less time to cool the molten plastic.
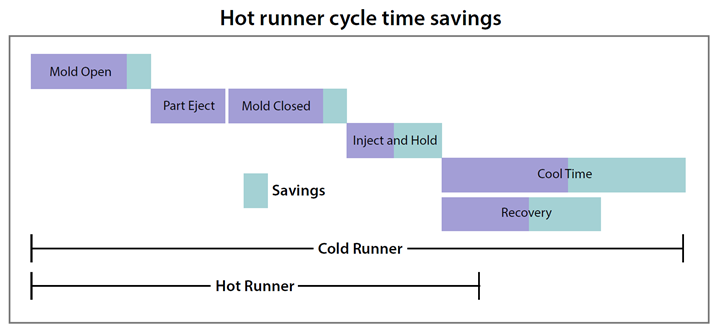
Hot runner cycle time savings.
Reduced Labor
Consider the plastic model kit again. Before you can begin assembling any part of the kit, you must first separate the useful pieces from the useless cold runner. In a leisure environment, this is necessary but not prohibitive. In an industrial setting where thousands or even millions of parts are being molded, the time required to separate good parts from scrap runners comes at a very high cost.
With a hot runner system, the part separation from the runner is automatic. When the mold opens, finished parts are immediately carried down the conveyor into a box or a final package. There is no need for human intervention or downstream equipment to cut the part from the runner. By eliminating the cold runner, you reduce manufacturing time and costs while increasing productivity.
The concept that hot runners eliminate wasted plastic is a pretty basic fact, but hot runners have additional advantages to the injection molding process.
Gates
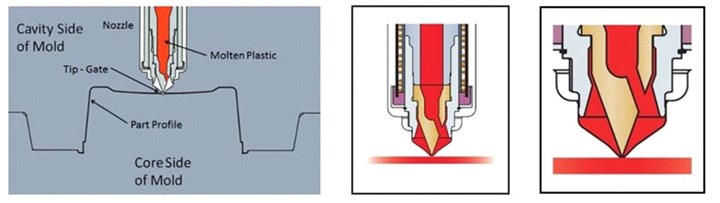
When plastic is injected into a mold, there is a tiny feature at the perimeter of the cavity called the gate. This gate identifies the connection point between the mold and the cold runner or hot runner. The gate serves a few different purposes.
The gate facilitates the flow of resin into the cavity by funneling it into a smaller opening. This causes the velocity of flow to increase, which reheats the resin at the appropriate time upon entering the cavity. This helps the resin plasticize and fill all the minute details in the cavity.
After a cavity is filled with injected plastic, the gate thermally cools more quickly than other cavity details because it is so small. The cooled gate is like a plug that keeps the cavity under pressure by stopping the back-flow of material.
With a hot runner, the gate can be either thermally cooled, or mechanically closed-off with a valve stem (with a pin). In either situation, the still-molten plastic in the hot runner separates at the gate, from the resin that is still cooling in a freshly molded part. The two main classifications of gates are thermal gates (hot tip) and valve gates.
A thermal gate is formed by a funnel-shaped hole and often, a sharply pointed tip that is aligned with the gate hole. Many people call this type of gate a hot tip or a pinpoint gate. The hot tip relies entirely on the thermal properties of the metal in the gate area to cool the gate geometry. The goal is for the gate to break clean at the weakest point in the gate geometry when the mold opens.
Thermal gate nozzle and tip configuration.
Hot tips are simple. They require less expertise to handle and are easier to maintain. A hot tip may sufficiently meet the goals of your molding project. The tiny gate thermally cools to a plug, shutting off plastic flow. On the next cycle, injection pressure must blow out that plug, or slug, from the gates. Because thermal cooling properties are not extremely precise, the blow-out happens with irregularity.
On multicavity molds, the blow-out is sporadic, like the timing of popcorn popping. Depending on the cavitation and parts being molded, the haphazard firing may be an issue. On multi-cavity molds, the split-second difference can cause an imbalance between parts. This inherent aspect of a hot tip can be reduced, by varying degrees, with a valve-gated system.
Although hot tips are generally inexpensive upfront, they are limited to applications where product quality and gate quality are not critical, such as thinwall containers and closures.
While thermal gates shut off plastic flow by freezing (cooling), valve gates use a movable pin (the tip of a valve stem) to control the plastic flow. A valve gate has a funnel-shaped hole too, but it involves a movable pin. The tip of the pin, also called a valve stem, opens or closes in the gate, allowing plastic to flow, or causing it to stop. The valve stem is closely timed with the IMM signal to inject plastic. The pin opens just before injection and closes when plastic stops flowing into the part cavity.
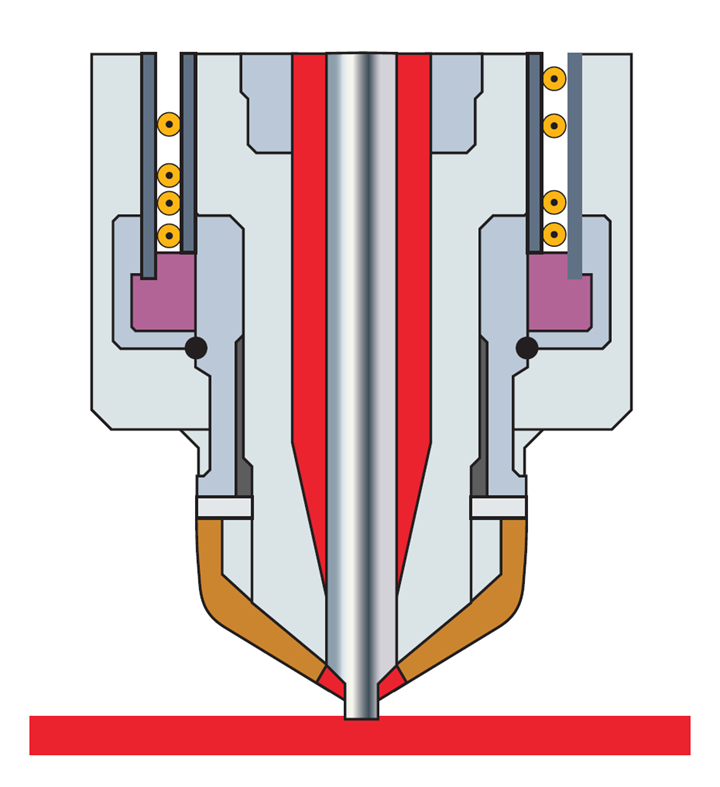
Valve gate nozzle and tip configuration.
Given the same nozzle size, a higher throughput of plastic resin is typically more achievable with valve gate tips, which enable a molder to use a hot runner with a highly engineered, high viscosity resin that may not be possible with thermal gates. The higher throughput of a valve gate may also accomplish a faster fill time. In addition to this, valve gates do not need to wait for gates to freeze. Their actuation mechanisms quickly shut off the in-flow and back-flow of plastic. All these factors can help provide faster cycle times and wider processing windows with valvegates.
Common choices of valve pin actuation are pneumatic, hydraulic and servo-driven mechanisms. With these systems, molders can closely control valve gate stem movement. In multiple drop systems, they might fire valve pins simultaneously, or independently, depending on the part or parts being molded.
A multiple-drop mold may benefit from independent valve-pin-movement timing. In this case, the solution could be to actuate stems with split-second-apart timing, using a sequential valve gate controller. In a different scenario, parts may require extremely exact synchronization of stem movement. This can be accomplished with valve pins attached to a plate that actuates all pins with the exact same timing. This feature ultimately provides better part balance between multiple identical cavities.
Many complex molding scenarios are possible by timing valve-stem actuation, for both synchronized and independent movement systems. Valve gates that are actuated via servo control can also provide variable linear speeds and different actions of the stems. These profiled movements can contribute optimized longevity of component wear, as well as lower vestige, for more cycles and better-looking gate cosmetics.
Both thermal gates and valve gates have their advantages, depending on the application. Entry-cost alone may not be the best reason to decide on a specific solution. There are purpose-driven reasons for choosing either a hot tip or a valve-gated hot runner system. Resin type, mold cavitation, part tolerance, cycle time, processing window and other factors can have end-profit impacts on hot runner choice.
Gate Cooling
Whether you are working with thermal or valve gates, the area around the hot runner gate must be cooled by water to stabilize molding functions over long periods of production time. Cooling lines are placed in strategic locations in the cavity of the mold, right next to where the hot runner nozzle enters close to the gate. This cooling helps a part separate at the gate, from the still-molten plastic in the runner, when the mold opens. Otherwise, when separation happens, there can be stringing at the gate, particularly with thermal gates.
Two main styles of cooling hot runners are circumferential cooling and line cooling.
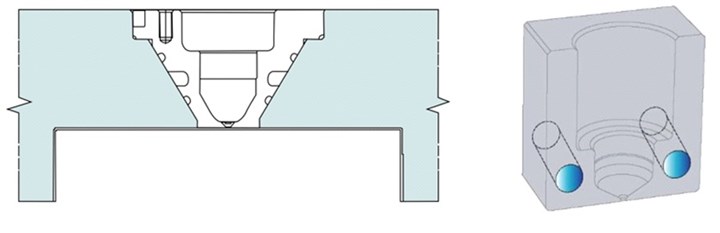
Gate cooling configurations.
Circumferential cooling is fed by a water line, but it provides 360 degrees of cooling around the nozzle and tip clearance holes. This style is inserted so the water lines can be machined around the whole insert. Line cooling is merely drilled near the nozzle clearance hole and the gate. This is a simple but often effective measure against stringing and overheating. Both cooling styles can also reduce cosmetic concerns in gate function.
Gate Cosmetics
Detaching the cooled plastic part from a molten runner usually creates a small, unwanted blemish on the final part. This mark is called vestige, and it happens even when nozzles and gates are sufficiently cooled, as described above.
The advantage of a hot runner system is the ability to manage the vestige left by the gate. The level of importance in regulating vestige is directly proportional to the cosmetic, decorative or polished nature of the part. Many of the factors that cause vestige cannot be controlled, but there are some estimated expectations.
For example, parts from sprue tip nozzles will have a high, sprue-style vestige. In most applications, the high vestige left by a taper sprue tip is often not acceptable for final parts. However, these can sometimes be useful when gating from a hot runner system into a cold runner. Gating into a cold runner rather than directly into the part can still sometimes provide resin savings to the molder.
The advantage of a hot runner system is the ability to manage the vestige left by the gate.
The height and characteristics of hot-tip gate vestige vary widely depending upon gate style, water cooling, resin and other factors. Often, a hot-tip gate can enter the cavity at a location with a raised dimple. This molds a concave dimple on the part, which can be desirable for keeping the vestige below the surface of the molded part. Some short stringing still often happens, even in the best applications. If part cosmetics are critical, hot-tip systems are often an undesirable compromise in vestige quality, compared to a valve-gated system.
Therefore, with parts that require more discriminating cosmetics, or parts that require a very small vestige, a valve-gated system is typically the best choice. The stem and gate in a valve-gated system can be manufactured very precisely so that there is a minimal amount of vestige. Valve-gated systems typically provide the best gate vestige.
Keep in mind that the part volume, resin type and the intended use of the part will cause various features to be required of the hot runner system. The viscosity of the resin will direct the throughput requirements of the inlets (sprue) and outlets (nozzles/tips) of the system. This is typically measured in grams per second. So, details are important in guiding a hot runner application engineer to recommend the appropriate hot runner system.







Related Content

Mold Design Review: The Complete Checklist
Gerardo (Jerry) Miranda III, former global tooling manager for Oakley sunglasses, reshares his complete mold design checklist, an essential part of the product time and cost-to-market process.
Read More
Laser Welding Versus Micro Welding
The latest battle in finely detailed restoration/repair of mold materials.
Read More
Making Quick and Easy Kaizen Work for Your Shop
Within each person is unlimited creative potential to improve shop operations.
Read More
How to Determine the Proper Vent Depth
Vent depth is critical to optimizing mold performance, so here is one approach to finding that elusive right number.
Read MoreRead Next

Are You a Moldmaker Considering 3D Printing? Consider the 3D Printing Workshop at NPE2024
Presentations will cover 3D printing for mold tooling, material innovation, product development, bridge production and full-scale, high-volume additive manufacturing.
Read More
How to Use Continuing Education to Remain Competitive in Moldmaking
Continued training helps moldmakers make tooling decisions and properly use the latest cutting tool to efficiently machine high-quality molds.
Read More
How to Use Strategic Planning Tools, Data to Manage the Human Side of Business
Q&A with Marion Wells, MMT EAB member and founder of Human Asset Management.
Read More