
System Reduces Cure Times and Balances Fill Rates
Two separate technologies work together to first create a homogenous compound temperature exiting the injection molding unit and properly balance the filling of a mold, with the lowest possible cure times while increasing part quality.



Images courtesy of REP Corp.
Two separate technologies work together to first create a homogenous compound temperature exiting the injection molding unit and properly balance the filling of a mold, with the lowest possible cure times while increasing part quality.
The TurboCure system was developed by Rep International (Lyon, France)—a supplier of injection molding presses to the rubber industry. REP has joined forces with Beaumont Technologies (Erie, PA)—a company focusing on optimizing melt delivery systems for the injection molding industry—to create this complementary process.



How It Works
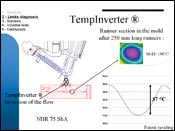
In the injection molding machine unit, the TempInverter mechanism manages the laminar flow effect by inverting the hottest and coldest material without adding any shear to the compound, thus providing a equal and stable material temperature exiting the injection unit and providing a managed advantage down stream, explains REP President Tim Graham. “Consequently, the compound delivered to all mold cavities will have a higher temperature of 10°, without increasing the shear temperature and without affecting the final mechanical properties,” Graham states.
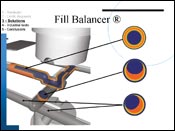
Inside the mold, the Fill Balancer process guarantees an ideal compound distribution of the process—preventing the temperature disparities from causing irregular fillings, notes Beaumont Technologies International Director of Technical Sales David Rose. “By increasing the temperature in the coldest areas, one can avoid overestimating the time for curing,” Rose explains. “Fill Balancer Max can further manage control of the compound temperatures just before entering the cavity, so that the hottest compound can be located where the most critical point of curing is located instead of naturally flowing to the perimeter.”
Advantages
According to Graham, the advantages to this system are numerous, and include the following:
- Cut runner plate tuning times by one-half or more, eliminating non uniform runner diameters within same runner branch and or restriction pins (flow pins)
- Decrease injection pressure needed to fill mold cavities creating less flash at runner plates
- Equalize cavity filling balance thus greatly reducing or eliminating cavity flash (shut offs/bite offs) work better and last longer
- Mold temperature recovers faster between cycles thus reducing or eliminating need of “heat pipe” technologies in mold (lower cost of tool)
- Molds will perform much better “out of the box” compared to before adding this technology—while increasing performance/durability over times between tunings
- Reduce cure times by one-half or more without increasing shear to the compound
- Greatly reduce or eliminate the need to buff molded parts (creating a safer environment to the molder)
- Improve molded part bond values by decreasing cure time dispersion between cavities
- Improve part life durability
- Improve static/dynamic part characteristics by decreasing dispersion between cavities
Grahams sums up the benefits of this technology nicely. “Turbo Cure is the most flexible technology for reduction of cure times and balancing of fill rates available on the market,” he affirms. “It has a very high rate of return, with a minimum of investment or risk.”
Related Content
-
Mold Innovations Power Unique Auto Lighting Elements on Hummer EVs
Diamond machining, electroforming of micro-optical inserts and modified latch-lock system help injection molds produce unique forward lighting elements.
-
Ejector Pin Selection Guide
A review of materials, treatments and coatings to help determine the proper pins for optimized plastic part ejection.
-
Fundamentals of Designing the Optimal Cooling System
The right mold components can help improve mold cooling and thereby produce higher-quality parts.








