Putting Design in the Driver’s Seat
Being an engineering-driven mold manufacturer has dramatically impacted this shop’s efforts to automate processes, develop its workforce and expand into new types of business.


Automating electrode production and EDM is one thing, but Ameritech had to learn to design for automation to enable robot-fed machining of cores, cavities and inserts on its DMG MORI HSC 75 Linear five-axis machining center. (Images courtesy of Ameritech Die and Mold.)
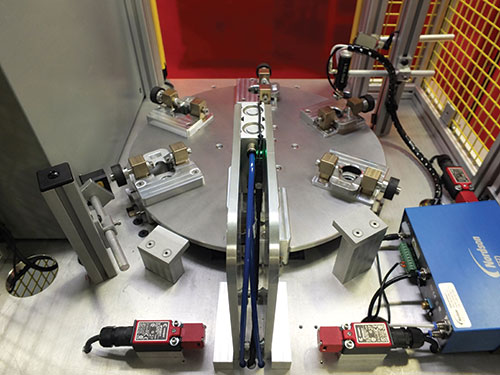
Ameritech has applied its mold building expertise to an entirely new segment of business: automation systems like the one shown here, which is used to assemble dust caps into watertight plugs used by electricians running underground power lines.



Ameritech Die and Mold hasn’t had any trouble keeping its latest robot busy. That’s despite the fact that the system represents the shop’s first effort to expand robot-tending beyond electrode machining and sinker EDM operations, both of which tend to require relatively frequent setups that justify automation. Steve Rotman, company president, credits this achievement to one factor above all else: the right production philosophy.
It helps that none of the people working with the shop’s automated equipment need convincing about the merits of this philosophy, Rotman adds. In fact, the right mindset has become so central to the shop’s success that it has dramatically influenced how new employees are trained. What’s more, the influence of this philosophy extends beyond the shop’s core operations. It’s also proven to be a key competitive edge for Ameritech Automation Systems, a new division that isn’t even in the business of manufacturing plastic injection molds. (See "All About the People" under "Editor's Picks" at the top right of your screen for more on Ameritech Automation).



What is this common philosophical denominator in these efforts to automate processes, develop the workforce and expand into new types of business? “We drive our moldmaking through engineering,” Rotman says. Although Ameritech certainly isn’t the only mold manufacturer that’s adopted this approach, the shop stands out as an example of how wide-ranging the benefits can be.
Engineering an Automated Process
The basic idea behind engineering-driven mold manufacturing is to take advantage of principles more commonly seen in high-production operations—that is, to operate more like an assembly line. Costs, schedules and other aspects of a job are broken down into functional areas (roughing, sinker EDM and so forth), and employees with expertise in each relevant department have a hand in strategizing about the work. Once the mold design and manufacturing sequence are finalized, cutting exactly to the 3D model ensures consistent, repeatable results, Rotman explains. For Ameritech and others, this strategy was the answer to an exodus of work to low-cost overseas manufacturers in the early 2000s.
The shop has come a long way since its first experiments with pallet changers, standardized workholding and other technology that helps make the most of this strategy. Consider the aforementioned robot, installed two years ago. Able to accommodate loads as heavy as 400 pounds, the Erowa Robot Dynamic services a DMG MORI HSC 75 Linear five-axis machining center used to cut inserts, components and smaller core and cavity blocks. Previous experience in automating sinker EDMs and graphite-cutting machines minimized the learning curve for the new system, which was up and running “right away,” Rotman says.
Perhaps more importantly, doubling down on the strategy of driving production through engineering has proven critical to keeping the robot busy enough to justify the investment. “Although we already had the right kind of thought process before we got the robot, it prompted us to start looking even more closely at how we can design molds in a way that makes the most of it,” he explains.
One example of this evolution is a trend toward breaking mold surfaces down into multiple inserts to generate enough volume for consistent automation. This can also help build a better mold, Rotman says. For instance, using more inserts also helps with placing cooling lines in areas that would otherwise be impossible to access. Inserted cooling lines are also easier to access for cleaning once the mold goes into production. Another common example of increasing part volume while simultaneously improving mold design and manufacturing efficiency is machining fixed “cap” inserts to fit over slides and other actions. Incorporating geometry into these fixed caps can eliminate the need for complex and time-consuming machining operations on the insert itself (machining from the side, for example). Of course, the mold actions themselves are also ideal candidates for the robot-tended machining center.
Engineering a Culture
Designing for automation wasn’t a difficult sell at Ameritech, Rotman says. After all, it makes sense for an engineering-driven manufacturer, and engineering-driven manufacturing is the only strategy that many employees know. Ameritech is an exceptionally young shop, he explains, noting that the average age of the employees is only about 35. That’s largely thanks to the company’s role as a founding member of Apprenticeship 2000, a European-style training program in which apprentices split time between the shop floor and the classroom starting in high school and culminating with graduation from the local community college.
During the nearly 20 years since Ameritech helped found the program, the evolution of the shop’s approach to training has mirrored its evolution toward a more engineering-driven process. For instance, treating EDM, rough milling and other operations as essentially separate departments opened the door for a more specialized approach to grooming apprentices.
Historically, training often consisted of simply shadowing a senior toolmaker to learn the tricks of the trade. Today, new apprentices still receive a well-rounded education, but the program is now tiered and far more structured, with each spending a certain amount of time in one area before moving to the next. After a few years, their aptitude and interest determines where they’ll work to develop more specialized knowledge. “As we separated out all our processes, it became important to assign people with the right skill levels to each area,” Rotman explains. “This helped develop our ‘apprenticeship walkthrough’—what a first-year can handle versus what a second-year can handle. By the third year, you can really start to understand where they might fit into a process where everyone grabs the piece they’re responsible for and cuts it to the model.”
Engineering New Business
Engineering-driven manufacturing requires, as Rotman puts it, “thinking in 3D,” and that’s an ability the shop has recently used to expand into an entirely new segment of business. Ameritech Die and Mold South, a satellite operation in Florida, had been manufacturing tooling for nearly a decade by the time a nearby custom molder approached the company seeking help with an automation system. That first foray into this sort of work culminated in the opening of Ameritech Automation Systems in early 2014. Specializing mostly in assembly and testing systems for custom molders, the new division benefits from the same skill sets that provide a competitive edge in mold manufacturing. Having automation and mold manufacturing under the same umbrella also enables a turnkey approach in some cases.
For instance, many automation systems use “nests” that are essentially reverse images of plastic parts. In these cases, the company’s expertise in milling in 3D provides an edge, even if the material is plastic or Delrin rather than metal. In one recent instance, Ameritech Automation staffers recognized an opportunity to save money for a customer by drilling holes as part of the assembly process rather than incorporating slides into a mold. “The confidence that people have in our engineering and our ability to see and simulate things in 3D lends itself to confidence in our automated assembly solutions,” Rotman says.








Related Content

Unique Mold Design Apprenticeship Using Untapped Resources
To help fill his mold design skills gap, Jeff Mertz of Anova Innovations, is focused on high schools and underprivileged school districts, a school that has lower graduation and college entrance rates. The goal is a student-run enterprise.
Read More
Making Mentoring Work | MMT Chat Part 2
Three of the TK Mold and Engineering team in Romeo, Michigan join me for Part 2 of this MMT Chat on mentorship by sharing how the AMBA’s Meet a Mentor Program works, lessons learned (and applied) and the way your shop can join this effort.
Read More
How to Use Continuing Education to Remain Competitive in Moldmaking
Continued training helps moldmakers make tooling decisions and properly use the latest cutting tool to efficiently machine high-quality molds.
Read More
The Role of Social Media in Manufacturing
Charles Daniels CFO of Wepco Plastics shares insights on the role of social media in manufacturing, how to improve the “business” side of a small mold shop and continually developing culture.
Read MoreRead Next

All About the People
The right skillsets have been essential not only to this company’s core mold manufacturing business, but also its diversification into completely new sectors, such as industrial automation.
Read More
How to Use Continuing Education to Remain Competitive in Moldmaking
Continued training helps moldmakers make tooling decisions and properly use the latest cutting tool to efficiently machine high-quality molds.
Read More
Are You a Moldmaker Considering 3D Printing? Consider the 3D Printing Workshop at NPE2024
Presentations will cover 3D printing for mold tooling, material innovation, product development, bridge production and full-scale, high-volume additive manufacturing.
Read More