
Optimizing the Magnetic Chuck for High-Speed Machining
Special requirements for magnetic chucks dictate its design for high-speed machining applications.


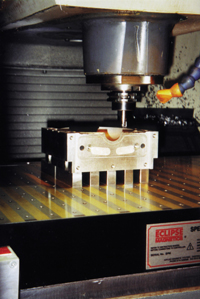
Photo 2
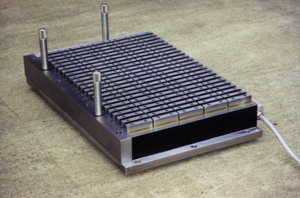
Photo1
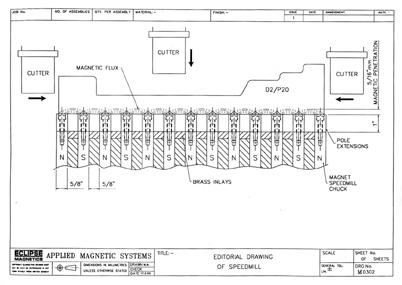
Figure 1 Section through chuck showing fine pole spacing, low magnetic penetration, one-inch space over chuck and five sides clear cutter access.
The rapid growth of high-speed machining in the moldmaking industry continues to be facilitated by the parallel implementation of advances in machine tools. Advances such as high technology spindles with speeds up to 40,000 rpm, balanced shrink-to-fit toolholders, advanced control strategies and very high feedrates are now commonplace.
These advanced machines produce surface finishes and forms on molds, which had previously not been achievable on a milling machine, and in a third of the time it would take on the more conventional EDMs.
While utilizing the latest machines, controls, software, tooling and monitoring, it is still true that in most cases clamps or vices will be used for holding the mold or die block in position. These traditional workholding systems are now limiting the productivity of the machine by obstructing cutter paths - making programming more difficult because of the need to ensure that cutters do not interfere - and by restricting the number of workpieces that can be loaded at once - typically only one at a time.
Magnetic chucking overcomes these limitations and provides an excellent workholding solution for high-speed machining. Clamping magnetically completely eliminates the need for the strap clamps or vices and replaces them with a clear clamping surface with exceptional holding power. And with heavy-duty milling magnetic chucks, it also is possible to raise the mold off of the chuck surface on pole extensions to further enhance possibilities for through machining and edge milling. Plus, by using innovative electro-permanent magnetic circuits, the need for electrical power is eliminated - except during switching - which allows the chuck to be disconnected from its controller for pallet applications.
These unique capabilities of magnetic workholding provide significant benefits for moldmaking, including:
- Five-sided clear access for machining without obstructions from clamps or vises;
- Through drilling and boring clearance by raising the mold on pole extensions;
- Multiple workpiece setup limited only by the available magnet area;
- Pallet compatible - just unplug and go;
- Exceptional stability - by clamping over the entire mold surface, vibration is virtually eliminated for improved tool life and surface finish; and,
- Quick setup for optimal productivity.
However, just as other components of the machine required optimization for high-speed machining, there also are special requirements for magnetic chucks. The magnetic chuck needs to be designed and specifically optimized for exactly this type of operation.
The first change required to fine tune magnetic chuck design for high-speed machining is to control the magnetic power. Most milling chucks are actually far more powerful than required for high-speed machining and allow magnetism to penetrate too deeply into the mold.
When machining close to the magnet face, for example in a deep pocket in the mold, it may be possible for the magnetism from the chuck to penetrate into the machining area. When this happens, there is a tendency to hold chips in the cutting area, which can scuff the finished surface and chip the cutter. This becomes a very critical issue in high-speed machining since this is typically a finishing or semi-finishing operation.
The optimized design should utilize a fine pole pitch of 5/8" to ensure that the magnetism does not penetrate deeper than 5/16" into the workpiece. This is shown schematically (see Figure 1) where it can be seen that the magnetism from each pole will flow equally to the two neighboring poles - resulting in a penetration of half a pole width.
If necessary, magnetic penetration can be further reduced by using a variable power control system.
This combination of variable power and fine pole pitch allows the chuck to be used for producing cavities deep into the molds without fear of chips being retained to mark the finish.
The second design consideration is demagnetization. High-power, electro-permanent magnetic circuits use switchable permanent magnets so that power is only used during the switching cycle. This gives excellent power, cold operation for superb accuracy and the possibility to disconnect from the controller so that the chucks can be used with pallet loading machines.
But, unlike traditional high-power electro-permanent circuits, which are either on or off, but do not demagnetize the workpiece, a chuck designed specifically for high-speed machining applications must have an effective demagnetization cycle to draw out any unwanted magnetism from the chuck and workpiece. Not only does this prevent residual magnetism in the mold, but it also makes for easy and complete release of highly-alloyed mold steels when the chuck is switched off. The flexibility and productivity of the magnetic chuck is further facilitated by the use of mild steel pole extensions (see Photo 1, right.). To achieve this, all of the magnetic poles should be drilled and tapped on the top face with a series of fixturing holes ready to accept the precision extensions, which are bolted directly onto the poles. These pole extensions provide a one-inch clearance between the mold and the magnetic chuck face - resulting in completely clear machining access on five sides in one setup, plus the possibility for through drilling or boring (see Photo 2, left).
With a clamping force of 7.5 tons/sq.ft. on highly-alloyed mold steels such as D2 and P20 (slightly higher on low alloy steels), absolute security is assured for even modest-sized molds, particularly when compared with the light machining forces which are generated by high-speed machining. With high-speed machining becoming an important process for moldmaking, the time has now come to take a serious look at high-speed magnetic workholding. New chucks build on the established advantages of magnetic chucking for milling - fast setup, five-sided clear machining access without obstruction and no vibration - and optimize them for high-speed machining with low magnetic penetration, complete demagnetization and variable power.
Another step forward for high-speed machining!








Related Content

How to Generate the Ideal Tool Path for High-Level Accuracy and Finish
When a mold builder can’t compromise part accuracy and surface finish, CAM software with specialized programming strategies is essential.
Read More
Precision Meets Innovation at IMTS 2024
After attending IMTS, it's clear that the integration of advanced technologies is ready to enhance precision, efficiency and automation in mold manufacturing processes. It’s a massive event, so here’s a glimpse of what the MMT team experienced firsthand.
Read More
How to Eliminate Chatter
Here are techniques commonly used to combat chatter and guidelines to establish a foundation for optimizing the moldmaking process.
Read More
How to Produce More Accurate Molds and Reduce Rework
Patented micro-milling process for manufacturing steel plate flat and parallel helps mold builders shorten mold build times and increase accuracy.
Read MoreRead Next

Reasons to Use Fiber Lasers for Mold Cleaning
Fiber lasers offer a simplicity, speed, control and portability, minimizing mold cleaning risks.
Read More
How to Use Strategic Planning Tools, Data to Manage the Human Side of Business
Q&A with Marion Wells, MMT EAB member and founder of Human Asset Management.
Read More