
Making Sense out of Machine Tool Specifications
Are you doing an accurate comparison when you’re evaluating machine tools?



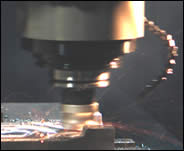
HSM roughing with a 15,000-rpm HSK-100 spindle.
Not all 15,000-rpm spindles specifications are the same. While most HSK-100 spindles are limited to 8,000 to 10,000 rpm and 150 ft-lb of torque, this illustration shows a versatile spindle that delivers low-speed power—56 hp and 300 ft-lb of torque at just 1,000 rpm for heavy cutting and fine finishing. Graph courtesy of Absolute Machine Tool.
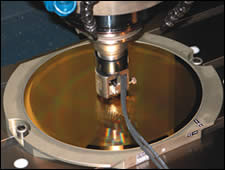
A critical tool used in servo tuning is the grid encoder/ball bar, which dynamically models the accuracy characteristics of a machine tool. The grid ball bar detects errors too subtle for a standard ball bar test to find and identify control problems. Images courtesy of Absolute Machine Tool.
For many shops, the first step in any machine purchase is to create a spreadsheet that compares the specifications of different machine tools. This spreadsheet typically uses manufacturer-supplied performance data. Unfortunately, this method won’t yield an apples-to-apples comparison. That’s because machine tool OEMs rely on different official standards while others use their own standards. So how can shops sort through confusing and even contradictory data?



Machine Evaluations
Begin machine evaluations with the thought that not all machine specifications are the same. Some manufacturers use JIS (Japanese Industrial Standard), others ISO (International Organization for Standardization) and some German VDI guidelines.
Therefore, it is possible to have one machine brochure listing a machine’s positioning accuracy at 0.0001 in., while another lists 0.0002 in. However, depending on what standard is used, the machine delivering 0.0002 in. may be the more accurate. It’s a good idea to ask the machine tool builder which standard they are using. If you’re comparing machines built on the same standards, then the spreadsheet may be more useful than if you’re comparing machines built according to different standards.
To eliminate potential sales literature bias from your evaluation, it’s a good idea to ask for test cuts from different manufacturers. You or an outside inspection house then can examine surface finishes and geometric accuracies to accurately gauge how competing machines stack up against one another.
Servo Tuning
Even when comparing machines built using the same standards, be aware that accuracy and repeatability may not always be truly accurate or reliable. A variety of factors can lead to variations between the specs in the sales brochure versus the specs of the machine installed on your floor. So how can you ensure a machine will perform to your specifications? One way is to have your machine servo tuned on your shop floor during installation.
Servo tuning is an important control issue that affects the performance of a machining center in high-speed applications. Basic servo tuning can bring about a significant increase in machine performance by switching servo gains and other parameters based on an end user’s tolerance and finish requirements. The end result is a machine that’s been fine-tuned to specific levels of precision versus speed.
When you study sales literature, you may see that a machine is servo tuned. However, is it tuned at the factory or on your shop floor? Many machine tool builders load default parameters into their servo controls without tuning. However, not all machines can use the same tuning parameters—not even identical machine models. So proper tuning of the servos is crucial to achieve the best surface finish and accuracy while minimizing cycle times.
A machine can be tuned to maximize servo response speed, which reduces cycle time, but at the expense of accurate toolpath execution. The other extreme is to tune a machine for highest accuracy, but at a considerably longer cycle time. Generally, the leading machine tool builders start with the best overall settings for the broadest range of applications. However, when you get to precision aerospace and high precision die/mold, it’s important to find a supplier that fine-tunes high-speed machines for your particular needs.
Most servo tuning is experience based. Highly skilled technicians must work with hundreds of parameters and examine both servo motors and CNCs and the response between them. The supplier should use a ball bar, a grid encoder/ball bar, or a laser to measure a specific qualitative result and tune that result to match the response of the servo motors in a perfect environment.
During your machine evaluation period, ask about servo tuning. For optimal results, you want a supplier that servo tunes machines on your shop floor rather than in a perfect environment in their factory. Servo tuning during the machine installation ensures you get a machine optimized to your applications and specific needs.
Spindle Specs
In addition to accuracy specifications, shops should closely examine spindle specifications. Two spindles with seemingly identical motors can have significant differences in performance. Sales literature may not point out if specifications are for peak or continuous duty rating. Be aware that a 30,000-rpm spindle may only run a couple of minutes at a certain torque load. Check if you’re comparing continuous power spindle ratings versus peak horsepower ratings.
Spindle versatility is another issue to consider. Think about how you’ll be using the machine. For example, shops using large HSK-100 spindles should inquire about a machine’s low-speed power. A versatile machine would have enough torque to rough cut large quantities of material using a large cutter, but plenty of speed for finishing with tiny tools.
Another important aspect to consider—and one that may not be apparent in the sales literature—is how machines deal with thermal issues. All HSM centers have thermal issues. In the manufacturing process, heat is produced by the spindle axis drive systems and the cutting process. This heat can distort machine components and make it difficult to produce accurate parts. Spindle growth is of particular concern in the mold/die industry, where tolerances are especially tight.
Find suppliers that employ laser measuring equipment to monitor thermal growth of the spindle. Suppliers also may use temperature mapping techniques to measure thermal growth in the axes of their machining centers. Temperature sensors mounted on a machine casting and spindle head send dynamic data to the CNC, where it is processed on-the-fly. The control then calculates the thermal deviation using factory-developed algorithms and feeds new offsets to the relevant machine axes. Thermal compensation ensures real-time monitoring and feedback of temperature changes. Eliminating thermal variation ensures parts are machined to close tolerances with high repeatability.
Not all 15,000-rpm spindles specifications are the same. While most HSK-100 spindles are limited to 8,000 to 10,000 rpm and 150 ft-lb of torque, this illustration shows a versatile spindle that delivers low-speed power—56 hp and 300 ft-lb of torque at just 1,000 rpm for heavy cutting and fine finishing. Graph courtesy of Absolute Machine Tool.
Tool Change Time
Tool change time can be an important consideration in the high-volume production world, where wringing seconds out of cycle times can lead to great cost savings. For moldmakers, however, tool change times may not be as critical because tools are often hours in the cut. If your shop needs to wring out seconds from the process then factor tool change time into your machine evaluation. Otherwise, you are better off examining other factors that can potentially save you significant money.
Building on a Strong Foundation
A matrix of machine tool specifications may leave out what is arguably the most critical factor in any high-speed operations—rigidity. Look for machine tools with rigid structures that dampen vibration, provide stiffness and resist flexing even under high acceleration rates. Do not accept welded bases or frames. Machines should have heavily ribbed, cast iron construction that has been perfected through finite-element analysis.
The Final Analysis
Keep in mind that machine specifications can be misleading in terms of accuracy, spindle speeds, etc., and that a spreadsheet isn’t always going to point you to the right machine for your shop. The best way to approach a machine tool purchase is to gather as much information as possible, ask suppliers educated questions about machine specifications, and talk to as many end users as possible. Then ask for test cuts.
Finally, go beyond machine specifications and check into the service and support programs of your suppliers. Do they have parts and spindles on hand if you have a crash? Does the application department have the expertise to help you optimize your machining processes? Machine tool suppliers should be able to help shops engineer solutions that deliver outstanding and consistent results for their applications. Service and support may be hard to quantify on a spreadsheet, but they’re vital and shouldn’t be left out of the evaluation process.








Related Content

Modular Tooling Systems Enable Versatility in Hole-Drilling Operations
The versatility of replaceable cutting edges offers users the ability to adapt to varied operations.
Read More
Building Molds: Most Popular Reads of 2024
Dive into the most-viewed content for building your mold, including topics such as cutting tools, EDM, hot runners, additive manufacturing, mold materials, machining and mold components.
Read More
6 Ways to Optimize High-Feed Milling
High-feed milling can significantly outweigh potential reliability challenges. Consider these six strategies in order to make high-feed milling successful for your business.
Read More
How to Overcome Deep-Hole Drilling Obstacles in Mold Machining
Keep up with the newest tooling innovations to overcome holemaking and finishing challenges.
Read MoreRead Next

Getting to Know Your Machine Tool
A review of the six core components of a machine tool: automatic toolchanger, motor/drive/encoder, base casting, OSP control, turret and spindle.
Read More
Selecting an Economical VMC for Mold Machining
The key to investing in the right vertical machining center is in sizing up your current process requirements and machining capabilities, while factoring in future work.
Read More
Are You a Moldmaker Considering 3D Printing? Consider the 3D Printing Workshop at NPE2024
Presentations will cover 3D printing for mold tooling, material innovation, product development, bridge production and full-scale, high-volume additive manufacturing.
Read More