


Cross holes present their own unique drilling challenges such as same-same, smaller-larger and half-moon holes. Photo Credit: Allied Machine & Engineering
Mold builders encounter many challenges when deep-hole drilling, including hole straightness, poor cutting tool life and excessive time spent in the hole. Troubleshooting these challenges requires a look at correct coolant flow, pressure and chip evacuation but begins with understanding the limitations of the cutting tools, toolholders and machines.
Time—whether spent in the hole, changing out drills or completing the job—significantly impacts holemaking in moldmaking. Specifically, increasing speeds and feeds influence the time spent machining. Often, shops are using outdated cutting tools simply because they are the tools they are comfortable with, and they are the supply on hand.



Whether you are using twist drills or refurbished indexable carbide drills, the extra time you spend resharpening and setting up the tooling often counteracts any added benefit you may have gained with low-cost tooling. So, to improve cost per hole and throughput, keep up with new cutting tool innovations.
Adding cutting tool innovations to tooling inventory will improve cost per hole and throughput.
Staying on the Cutting Edge
New cutting tool innovations can outperform gundrills that shops traditionally use in some deep-hole drilling applications. The single-effective flute design of gundrills is only capable of half the feed rate experience in newer drills with a double-effective flute design and proprietary coolant configurations, offering a higher penetration rate and saving valuable time on the shop floor.
Effectively changing out drills is a practice that reduces time as well. One of the simplest and most cost-effective ways to do this is by having two sets of tools. As one set runs in the machine, the second set is on standby. To allow for quicker turnaround time for when tools wear out, an efficient toolroom should have pre-setters and machinists changing out inserts and tooling away from the machine. If having extra tooling is not practical for your shop, quick tool changeout can also be accomplished through indexable tooling where insert changes can be made in the machine or at the machine spindle.
Increasing productivity and improving hole quality are additional challenges machinists may face in moldmaking. Coolant flow and pressure are the primary elements that machinists should adjust to increase productivity and improve quality. Choosing the right tool for the job is another important step, as well as chip control, insert geometry, substrates and coatings.
In Action
Deep-hole drilling, including air lines, water lines and oil lines, requires knowing how to start the hole as well as finish it properly. This step involves using the appropriate drill and coolant for the job. Maintaining balance and stability in deep-hole applications relies on chip control and evacuation.
Insert geometry is another factor to consider when determining the cutting data you want to achieve. For example, if you can create predictably sized chips, they can be evacuated more easily.
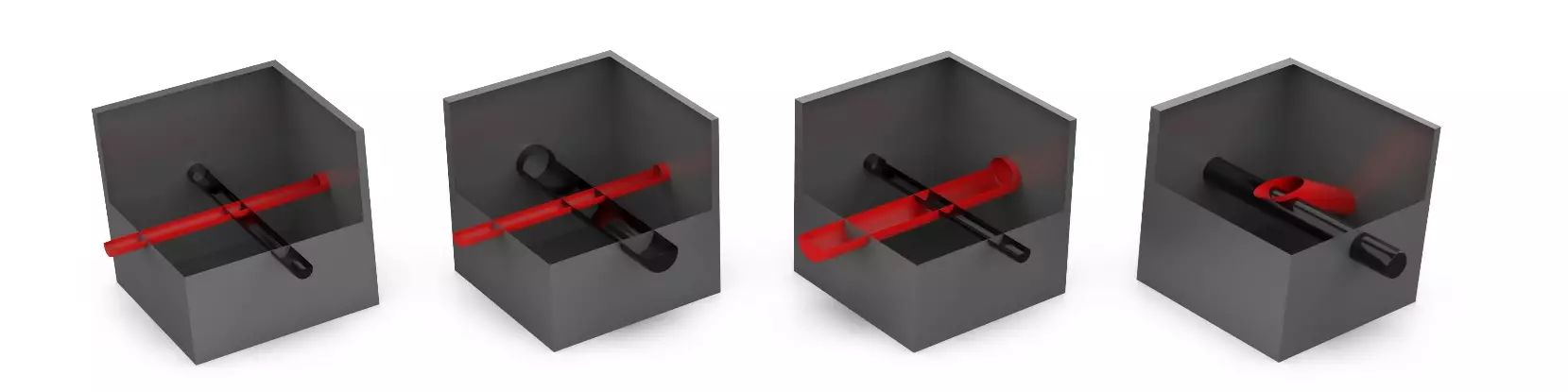
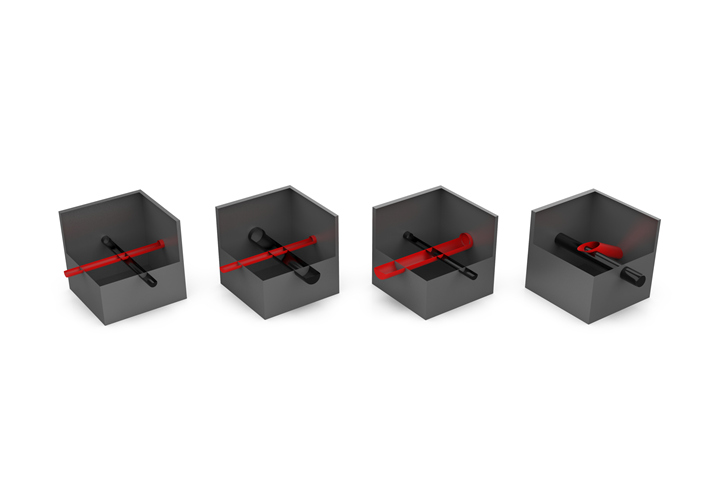
Cross holes present their own set of unique challenges, as there are a variety of interruptions moldmakers must contend with:
- Same-same is where the cross hole and existing hole are the same diameters.
- Smaller-larger and larger-smaller classify where the hole being created is smaller than the line you are crossing or where the hole being created is larger than the line you are crossing.
- Half-moon holes indicate that a portion of the hole being drilled breaks partway into an existing hole.
There is a lot of interrupted cutting in all these cross-hole types as the cutter breaks into an existing hole. The opposing forces cause tool movement. Ultimately, this could cause the cutting edge to chip out or potentially fracture the tool. Knowing how much to reduce the feed helps solve these issues. The use of appropriate cutting tools with upgraded balanced cutting forces will yield fewer failures when machining cross holes.
Although not as frequently encountered, boring and finishing also present challenges. For the few areas where high-tolerance holes are required, digital boring heads are advantageous because they help eliminate operator error when setting boring diameters. Digital boring heads include a readout that displays the actual movement on diameter when you make an adjustment. This makes compensating for any backlash much easier.
While high finish tolerance is not as necessary in bolt clearance holes or holes that will be threaded, the finish is still critical. For example, water lines need to have a good surface finish because of fluid dynamic requirements. When the surface finish is critical, mold builders must consider their tooling capabilities more closely instead of expecting their current drill to provide the necessary finish.
Finish is also necessary for some larger-diameter holes into which bushings will be pressed. Here, size and straightness are critical within one or two-thousandths of an inch (0.0254-0.0508 millimeters). However, there are drills on the market that consistently machine within this tolerance.








Related Content

The Benefits of Hand Scraping
Accuracy and flatness are two benefits of hand scraping that help improve machine loop stiffness, workpiece surface finish and component geometry.
Read More
How to Eliminate Chatter
Here are techniques commonly used to combat chatter and guidelines to establish a foundation for optimizing the moldmaking process.
Read More
What You Should Consider When Purchasing Modified P20 Steel
When buying P20 steels that have been modified, moldmakers must be aware of the variations and key issues that affect delivery, cost and lead times.
Read More
Line Width vs. Depth Ratio in Laser Engraving
A laser does not produce 90-degree sidewalls. It requires a certain amount of draft in order to produce the required pattern.
Read MoreRead Next

Take a Look Inside Deep Hole Drilling
Do I have your attention with this shot? It’s the inside of a gun barrel. What does that have to do with moldmaking? More than you think when it comes to deep hole drilling your waterlines, cross hole drilling, and deep pockets at compound angles, and on one machine instead of three—boring, five-axis machining and deep hole drilling in one accurate yet approachable machine.
Read More
Reasons to Use Fiber Lasers for Mold Cleaning
Fiber lasers offer a simplicity, speed, control and portability, minimizing mold cleaning risks.
Read More
Are You a Moldmaker Considering 3D Printing? Consider the 3D Printing Workshop at NPE2024
Presentations will cover 3D printing for mold tooling, material innovation, product development, bridge production and full-scale, high-volume additive manufacturing.
Read More