
International Perspective: Tooling Systems Squeeze More Production out of Each Mold
Multi-component tooling systems squeeze more production out of each mold.

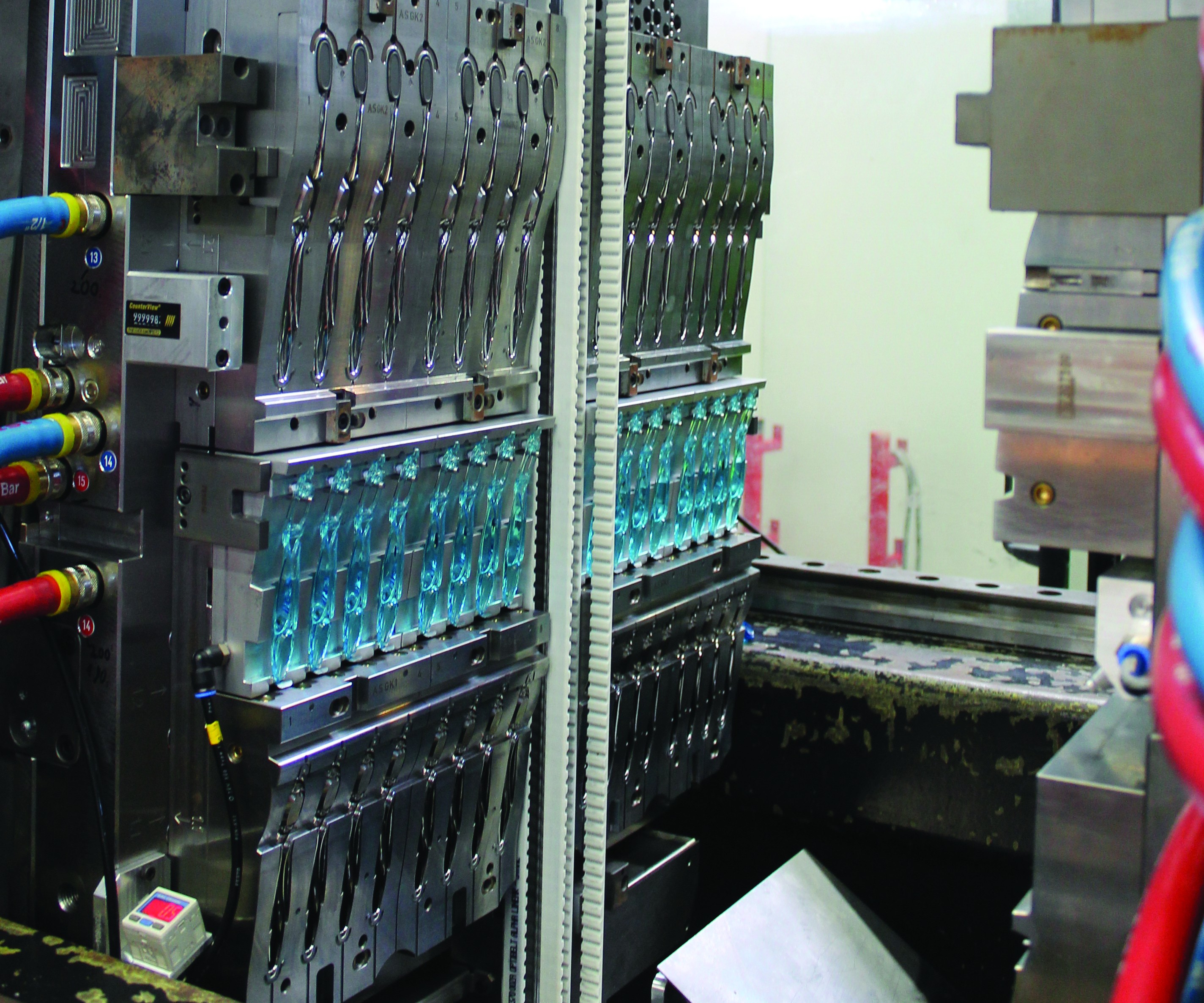
Image 1. Zahoransky delivers molds and automated production cells, like the one shown here, for toothbrushes that are sold all over the world. Images courtesy of Barbara Schulz.

Image 2. Michael Schmidt, managing director of Zahoransky Automation & Molds, shows the company’s touch screens, which are installed at every manufacturing or assembly station and show all necessary data and machining procedures. His goal is a transparent, paperless and data-driven manufacturing organization. Images courtesy of Barbara Schulz.
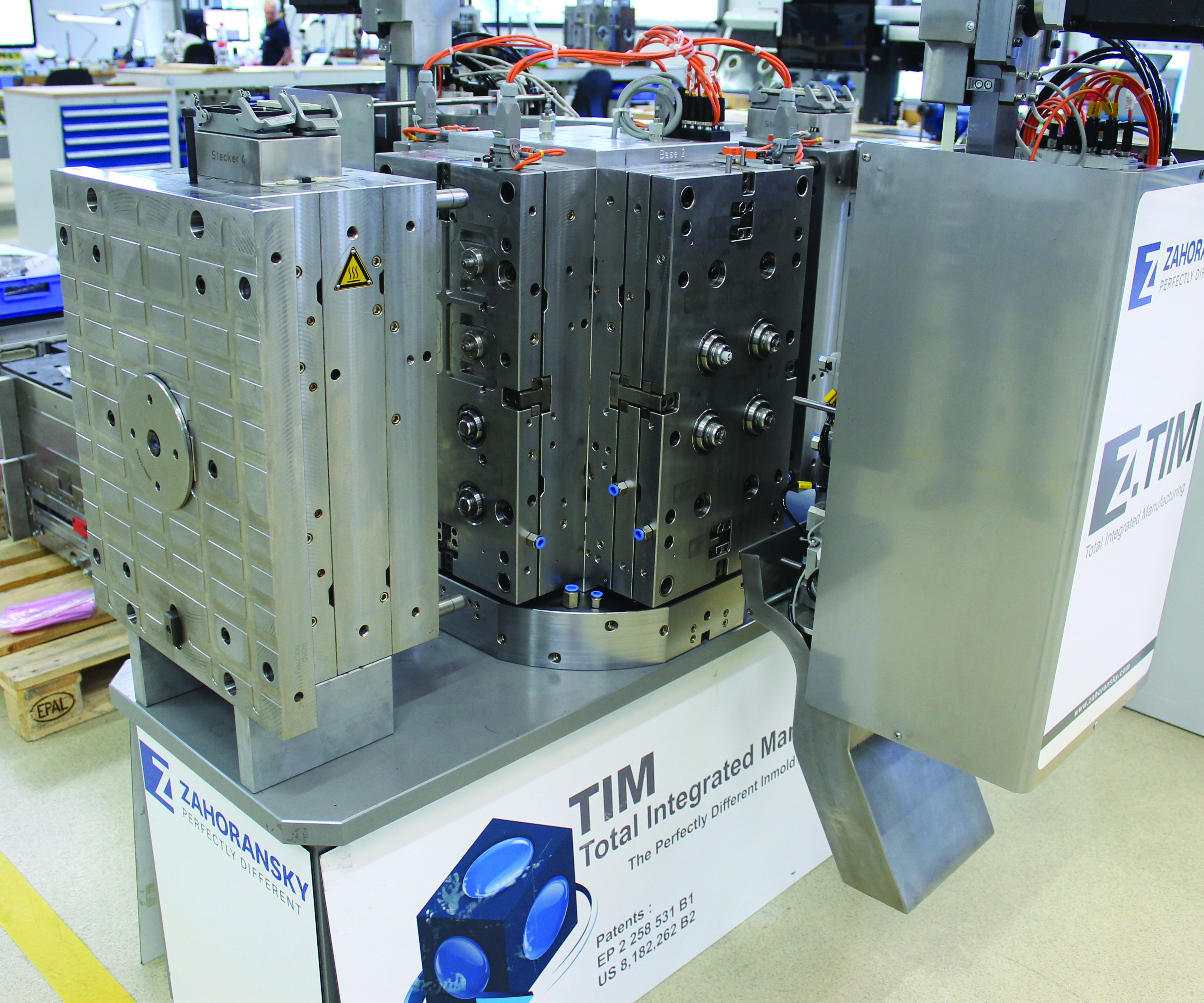
Image 3. The TIM cube tool with rotating assembly plates relocates the assembly operation to external moving plates, which creates new possibilities for in-mold assembly. This makes it possible to execute assembly operations independently from the injection molding process. If there is a product change, the user only has to change the mold cavity inserts. Images courtesy of Barbara Schulz.



Approximately 3.5 billion toothbrushes are sold worldwide each year, and every other brush is made with a Zahoransky USA, Inc. mold. Zahoransky (Black Forest, Germany) was founded by Anton Zahoransky in 1902. The company manufactures injection molds that produce 140 toothbrush handles per minute. Zahoransky maintains industry-leading delivery times and builds intelligent systems that bring downstream insert and assembly operations to the tool without increasing cycle times.
Although a pair of toothbrushes are sometimes sold for less than a dollar, the technology behind the toothbrush is complex. Manufacturing toothbrushes requires high flexibility. The challenge lies in the wide variety of designs, topographies, filaments and colors. The manufacturer must change over the units quickly and must produce the toothbrushes cost-effectively and to the highest hygiene standards and in different quantities. \



Zahoransky accomplishes this with sophisticated mold designs. “You have to think outside the box to remain on top of this highly competitive market,” says Michael Schmidt, managing director of Zahoransky Automation & Molds. “We offer manufacturing solutions for mass products with as many as 10 different styles in one tool. We develop our multi-component systems with modular tooling concepts, which have the ability to switch from one product style to the other by simply replacing the mold insert.”
Multi-Component Technology Eliminates Color Changes
Using multi-component technology requires a high level of skill, even though the technology is not new. For example, a seven-component, 16-cavity injection mold that Zahoransky built in 2014 features seven injection units and one removal station that is located outside of the mold. Two different materials in the same color are processed in the first station, while two different thermoplastic elastomers (TPEs) are used in the second station. One of these is injected in four different colors. The unparalleled advantage of this multi-component technique is that color change is eliminated. In the past, each color change meant a production stoppage of at least two hours.
“This technology enables a product that is developed during the day to be in supermarket storerooms by the evening,” Schmidt says. “However, we could not rest on our laurels. As competition from China grew, we decided to diversify from our broom and brush market involvement and develop other markets and products to generate added value to our customers.”
Turnkey Production Systems
After intensive research, the company decided to tap into the caps and closures market and the medical market, which accounts for 30 to 35 percent of its business today. About 80 percent of these applications involve needles and syringes. Turnkey production systems automate the manufacturing of pre-filled injection syringes, for instance. The system integrates the needle separation process (with speeds ranging to 400 needles per minute) and injection molding. The needles are processed using the first in, first out (FIFO) principle and are then immediately over-molded with the COP/COC (cyclo olefin polymer/cyclo olefin copolymer) syringe body.
Schmidt says that hybrid parts like syringes, which have both a needle and plastic barrel, present unique molding challenges. “It’s certainly not difficult to put a needle into a mold. The challenge is finding an innovative solution that guarantees the shortest possible cycle time for the whole process. Normally, assembly is a downstream process after the molds have been injection-molded (whether in medical, packaging or brush applications). Assembly adds an immense amount of extra cycle time to the customer’s production process of the end product.”
Consequently, Schmidt’s team decided to create a niche for their moldmaking business and create added value for the customer by eliminating that extra cycle time. In the case of the syringes, Zahoransky looked at inserting the needle and unloading the assembled product simultaneously with the molding process. Then Zahoransky decided to develop innovative concepts, modules and solutions to integrate automation into the injection molding process as well.
“This means that assembly is taking place close to the mold or inside of it. Advantages include decreased cycle time, a compact production cell and a single supplier for the molds, injection molding process and automation systems. Our designers, automation specialists and toolmakers work together for that one system,” Schmidt says.
For in-mold assembly, Zahoransky has developed different tools, including total integrated manufacturing (TIM) and servo cavity positioning system (SCPS) tools. According to Schmidt, the TIM cube tool with rotating assembly plates relocates the assembly operation to external moving plates, which creates new possibilities for in-mold assembly. The assembly units are positioned opposite one another and are docked onto the tool externally. This makes it possible to execute assembly operations independently from the injection molding process. If there is a product change, the user only has to change the mold cavity inserts. “It’s all about saving cycle time,” Schmidt says. “If the machine is open, it’s wasted time. I want one second for opening, one second for the molding process and one second to eject the finished part. So, the goal is to perform processes outside of the mold and integrate automation inside the mold.”
That is precisely what the company’s SCPS tool does. The tool was designed for the production of multi-material parts on a standard injection machine. It allows for part assembly and cooling outside of the mold. Schmidt says that the SCPS is a space-saving alternative to turning stack, double cube, rotary-table or indexing platen concepts that are used to produce multi-material parts. “This opens up the possibilities to add value by molding a part, adding an insert and then over-molding the insert within an integrated system.”
The concept, unveiled a few years ago, arranges each molding process step in a vertical, linear arrangement. Molten polymer from each injection unit in the molding cell serves a specific set of cavities in the mold. Therefore, each mold segment features its own cavity geometry and is served by its own hot runner system.
SCPS features a patented, movable and interlocking cavity or core insert indexing system that transfers the insert out of the mold base and away from a set of cavities, repositioning the insert upward, where it is transferred into the next cavity section. A servo-actuated spindle moves the insert sets with the finished parts from cavity section to cavity section on the ejector-side of the mold. The multi-material part is created as the set of inserts moves to the next cavity set. Finally, the finished part is indexed vertically to a position above the tool for demolding. After the parts are removed, the insert set is detached from the spindle and attached to a second spindle system that is installed on the other mold half. The spindle then transfers the empty insert set down to the bottom-end of the spindle (and the bottom of the mold), where it is handed off automatically to the first spindle system.
Tooling concepts like the ones described here contribute to Zahoransky’s global prosperity, in no small part because Schmidt and his team realized that they cannot compete on price. Innovative solutions that save customers money and manufacturing time are key to success.
About the Author
Barbara Schulz
Barbara Schulz is Gardner Business Media’s European correspondent. She can be reached at bschulz@gardnerweb.com.







Related Content

Developments in High-Speed Machining Technology
There have been many exciting developments in high-speed machining relative to machining centers and controls, tooling and CAD/CAM systems.
Read More
Dynamic Tool Corporation – Creating the Team to Move Moldmaking Into the Future
For 40+ years, Dynamic Tool Corp. has offered precision tooling, emphasizing education, mentoring and innovation. The company is committed to excellence, integrity, safety and customer service, as well as inspiring growth and quality in manufacturing.
Read More
CAM Automation Increases Mold Production, Quality
Mold builder switches CAM software package after 20 years to take advantage of innovative programming strategies that reduce mold machining programming and processing times.
Read More
Machine Hammer Peening Automates Mold Polishing
A polishing automation solution eliminates hand work, accelerates milling operations and controls surface geometries.
Read MoreRead Next

How to Use Continuing Education to Remain Competitive in Moldmaking
Continued training helps moldmakers make tooling decisions and properly use the latest cutting tool to efficiently machine high-quality molds.
Read More
Reasons to Use Fiber Lasers for Mold Cleaning
Fiber lasers offer a simplicity, speed, control and portability, minimizing mold cleaning risks.
Read More
How to Use Strategic Planning Tools, Data to Manage the Human Side of Business
Q&A with Marion Wells, MMT EAB member and founder of Human Asset Management.
Read More