





The Industrial Molds Div. of Pyramid Molding Group (PMG) based in Rockford, Illinois, produces and repairs ~125 injection molds/year with a very lean staff of 30 workers on the shop floor. The company largely produces high-cavitation/precision production tools in steel. Many of these tools are used by Industrial's sister company, Pyramid Plastics Div., to injection mold parts for customers in a wide range of industries. In addition to designing molds and parts and making and servicing injection molds, as well as acting as a landing house for offshore molds and molding parts, PMG also provides various secondary-finishing operations. Photo Credit: Industrial Molds Div. of Pyramid Molding Group
Industrial Molds Group (now Pyramid Molding Group, PMG) based in Rockford, Illinois, started operations as a tool and die shop in 1968. In 1979, it expanded its toolmaking capabilities by purchasing custom injection molder Pyramid Plastics. Today, the Industrial Molds Division of PMG produces and repairs ~125 injection molds annually with just 30 workers and 20 administrative staff.

Because they do a lot of EDMing, about six years ago, Industrial made a multimillion-dollar investment. The Group purchased two Sodick linear driveline sinker EDMs (from Sodick Inc., Schaumburg, Illinois). To ensure the team could produce electrodes quickly enough to feed the new, faster EDMs, Industrial also purchased two Mikron CNC machines—a UPC 600 Vario high-speed five-axis mill (shown above on the right in the company's new carbon cell where electrodes are cut) and a five-axis HSM 400 ULP high-speed vertical machining center, both with Heidenhain controls—from Mikron Agie Charmilles AG (Nidau, Switzerland). This allowed Industrial's team to cut electrodes 24/7. To maximize the efficiency of these new machines, Industrial also added additional robots and tooling systems from Erowa AG (Büron, Switzerland) to fully automate the new EDM cells.
These molds—largely high-cavitation/precision production tools in steel—are used by outside molders and Industrial's sister company, Pyramid Plastics Div. The latter injection molds and finishes parts in a range of polymers for customers in the medical device, automotive, appliance, industrial, electronics, packaging, recreational equipment, water treatment, aerospace and lawn and garden industries. Besides designing molds and parts, and making and servicing injection molds for conventional, insert, gas assist and 2K/overmolding, as well as acting as a landing house for offshore molds and molding parts on presses ranging from 40 to 1,000 tons/tonnes, PMG also provides a variety of secondary finishing operations and shipping from two buildings totaling 135,000 square feet/12,542 square meters, plus an additional warehouse. Unsurprisingly, the company is ISO 9001:2015 certified.



Investing in the Future
Both moldmaking and molding sides of PMG have long focused on continuous improvement to maximize design and manufacturing efficiencies and stay competitive. The company has a solid record of reinvesting back into both businesses and, notably, of making sizeable investments during economic downturns.
“Company management is very good at looking to the future and investing in the innovation necessary to help us become faster, more organized and to better control our quality,” notes Kris Grey, Industrial Molds EDM supervisor. “As competitive as toolmaking is, if we stay stagnant, we won't make it as a business. Hence, every year I've worked here—which has been over 16 years—management has reinvested back into the company to make sure we don't just survive but that we thrive.”

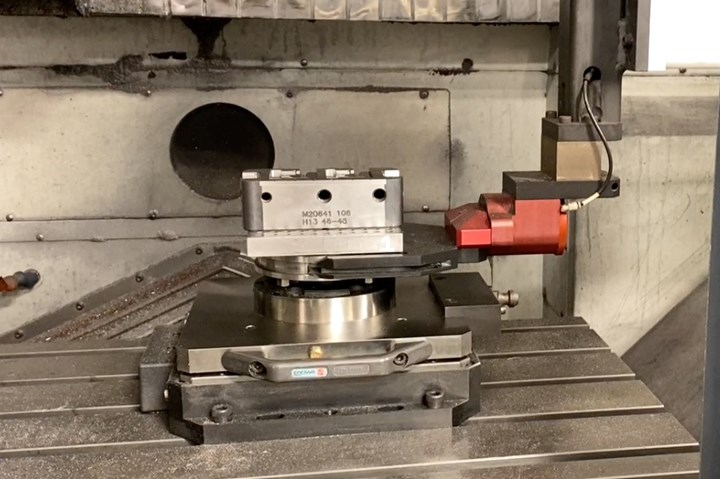
Above, an Erowa robot selects an electrode for use in one of Industrial's Sodick EDM machines. “To help make people less fearful of automation, I remind them that anyone using a tool changer on an EDM machine is already using automation,” says Bob Davila, Erowa Technology Inc. sales/marketing specialist. “What we offer is just automation on a larger scale. When you look at a company like Industrial Molds, which has such great processes in place, and which can produce so many molds with so few people, you see the power of automation.”
“The kinds of investments they've made have allowed us to get into high-cavitation, high-precision tools,” adds Cletus Poirer, Industrial Molds HSM supervisor. “When you're trying to make a mold with 32 cavities, and you have to set each block up manually on EDMs and HSMs, if any block shifts even slightly on work centers, those cores likely aren't going to match. The investments in automation and the latest machine technologies paid off by positioning us to successfully land jobs making molds and molding precision parts for medical and commercial water filtration.”
Although increased use of Erowa automation technology didn't change how Industrial designed its molds, it had a big impact on its upfront planning process for manufacturing each workpiece to maximize efficiency and minimize production time.
Playing the Long Game
Starting around 2002, Industrial Molds purchased several AgieCharmilles sinker EDMs (from GF Machining Solutions SA, Biel, Switzerland) equipped with robots and tool holders from automation supplier, Erowa AG (Büron, Switzerland). Circa 2005, Industrial made a significant investment in Erowa's palletization/tooling, RFID chip systems, JMS ProductionLine (JMSpro) workflow-management software and more robots to automate an EDM and, later, a milling cell.

“For any company, the decision to invest in new equipment—whether machines or automation—is very important,” explains Chris Norman, president/chief operating officer, Erowa Technology Inc. “However, what our customers have seen is that when they choose to invest in automation—particularly when the market is a little rough—it gives them a serious competitive edge. When they can set up work and run with little operator intervention during nights and weekends, that can be a game changer—the kind that can make all the difference during a downturn.”
Industrial says it was one of the first toolmakers in North America to install the palletization technology, allowing it to quickly and accurately mount/dismount, locate, align and burn or machine workpieces. In fact, with the Erowa palletization system, it's possible to stop a process, remove a workpiece, put another piece on the machine, then return the original workpiece to the same machine and pick up where the machine left off without losing accuracy.
A further multimillion-dollar investment came six years ago. Industrial added two linear driveline sinker EDMs from Sodick Inc. (Schaumburg, Illinois) and two Mikron CNC machines from Mikron Agie Charmilles AG (Nidau, Switzerland) to feed the faster EDMs. To maximize these new machines' efficiency, Industrial also invested in more of Erowa's robots and tooling systems to fully automate the new EDM/electrode machining cells.
Erowa—short for EROsion + Werkzeugbau + Automation, the German words representing EDM, toolmaking and automation, the technologies where the company got its start—was formed in 1970 by a toolmaker who was frustrated with the amount of time and effort it took to set up and align electrodes to be machined for sinker EDMs.

Each new job at Industrial Molds begins with an upfront planning meeting involving key players who review a PowerPoint and worksheets for that job, decide how to orient each workpiece on its Erowa pallet, how the robot will pick it up and orient it in each EDM, and/or HSM machine and how the workpiece will travel through Industrial's shop. Next, all details are input into JMSpro, assigned to a particular job and RFID chip number, and that chip is attached to the pallet that will carry the workpiece throughout Industrial's facility, enabling the company to run its machines unattended on nights and weekends to maximize efficiency and minimize production time without sacrificing accuracy.
Designing quick-change palletization/workholding systems with four-point locating that's repeatedly accurate to 2 microns from the start, the company has expanded its Flexible Manufacturing Concept (FMC) to a broad range of robotic and fixturing systems, process-control software and other automation tools. The company's North American sales and service center, Erowa Technology Inc. (Arlington Heights, Illinois), began operations in 1988 and currently supports 15% of Erowa sales worldwide.
Although increased use of Erowa automation technology didn't change how Industrial designed its molds, it had a big impact on its upfront planning process for manufacturing each workpiece to maximize efficiency and minimize production time.
“At the start of each project, all key players meet to review a PowerPoint and printouts of all worksheets for a given job,” explains Grey. “We decide how we're going to orient each workpiece on its pallet, how the robot should pick up the pallet and orient it on each HSM or EDM machine and how the workpiece should travel through our shop.”

Many of the tools Industrial Molds produces each year are used by its sister company, Pyramid Plastics Div., to injection mold and finish parts in a range of polymers for customers in the medical device, automotive, appliance, industrial, electronics, packaging, recreational equipment, water treatment, aerospace and lawn and garden industries. Pyramid Plastics molds parts on presses ranging from 40 to 1,000 tons/tonnes and provides various secondary-finishing operations.
Once the planning meeting is over, all information is ready to be input into JMSpro and assigned to a particular job and RFID chip number. That chip is then attached to the pallet that will carry the workpiece throughout Industrial's facility. So, whenever that pallet and its workpiece are handled by robots or machined or EDM'd, machines download and read all programming before beginning their job, enabling Industrial to run its machines unattended on nights and weekends without sacrificing accuracy. Workpieces are held firmly on their pallet, but pallets can be inserted and removed quickly and positioned very accurately. No longer are operators needed to manually move workpieces in/out of machines, align the workpiece or program each machine with instructions.
“It saves a tremendous amount of time and avoids errors because we no longer have to manually enter our programming at each machine and potentially make a mistake,” adds Poirer. “It also makes our process more efficient and repeatable, which is critical on high-cavitation tools. Our timelines are so tight that we have to have a consistent and efficient process to plan things out at the start. We can't have changes being made on the floor. There can't be any ambiguity whatsoever. And since our operators don't need to spend so much time setting up workpieces and programming machines, they're able to add value to other parts of the operation.”
The impact of all this automation on the company's output has been impressive. “We went from 10 manual machines and two shifts to doubling our output with just two machines and one shift.”
PMG marketing manager Jaclyn Kolodziej says that everything they do in the planning process they developed by trial and error, learning from the team's mistakes. “We keep track of trends and study them to learn,” she notes. “We follow the advanced quality planning (AQP) system, which drives our continuous-improvement efforts, guiding us as we identify risks and opportunities unique to each project. Hence, from the moment a job comes in, everything goes through system channels, processes and meetings and is updated in our computer systems. Already streamlined, our processes and procedures are always being examined for continuous improvement.”
The way Industrial Molds operates shows the advantages of the system. For example, work flows from station to station with little setup time on a machine but still maximizes each machine's capacity. “They start with the setup on the pallet and then move to CMM to confirm location and store offsets in the JMSpro database,” explains Chris Norman, president/chief operating officer, Erowa Technology. “These palleted workpieces can then go into any of the automation cells with little to no operator setup required. When the program runs on their EDMs or milling centers, information is shared, so offsets and format are properly fed into controls without the operator having to do manual input.”
For any company to take full advantage of their automation system, they need to have good processes and practices in place. “Industrial Molds has perfected their processes, which allows them to run lights out as much as possible,” Bob Davila, Erowa Technology sales/marketing specialist says.
“Some companies invest in more efficient machines that can pump out work faster, but if they don't have good processes in place, they'll quickly find production bottlenecks that will negate the efficiency they gained from their machine investment.”
As a consequence of all the Erowa automation installed, Industrial can produce and repair 125 molds/year with just 30 workers on the floor. As shown above, an Erowa robot places a palletized workpiece into a mill in the high-speed machining (HSM) cell.
Positioned for Pandemic Opportunities
Nearly two decades of investment in machine technology and Erowa automation equipment has allowed Industrial Molds to shift its business to produce a greater number of high-cavitation/critical-dimension molds for applications requiring high repeatability and reproducibility (R&R). This, in turn, allows sister company Pyramid Plastics to mold more parts for the medical device and industrial water filtration industries, which paid off during last year's COVID-19 pandemic. While business virtually stopped for many moldmakers and molders, PMG's precision moldmaking and molding capabilities positioned it to pick up even more medical device business.
Many in the industry still believe automation is only for high-volume/low-mix-type manufacturing where large numbers of the same product are produced—work typical for injection molders but not moldmakers. When asked what he'd say to automation skeptics, Grey adds, “Try it first, and you might surprise yourself in how fast you can deal with things if you get organized. No mold we build is the same as another mold we build, yet we've had no problem benefiting from continually automating our operations.”
For Industrial itself, the impact of all this automation on the company's output has been impressive. “We went from 10 manual machines and two shifts to doubling our output with just two machines and one shift,” Kolodziej says.
Erowa commonly hears from mold and die shop owners that they are not a fitting candidate for automation because they manufacture a high mix of products that they produce in low volume, but what they don't realize is that Erowa's products were designed for mold and die shops. All the early work was done by the founder, who owned a tool and die shop. “When a shop automates and adds cell-management software to handle workflow through their automated machines, they raise their operation to a new level of efficiency, accuracy and professionalism,” Norman concludes.








Related Content

What You Should Consider When Purchasing Modified P20 Steel
When buying P20 steels that have been modified, moldmakers must be aware of the variations and key issues that affect delivery, cost and lead times.
Read More
Maintaining a Wire EDM Machine
To achieve the ultimate capability and level of productivity from your wire EDM on a consistent, repeatable and reliable basis, regular maintenance is a required task.
Read More
How to Determine the Proper Vent Depth
Vent depth is critical to optimizing mold performance, so here is one approach to finding that elusive right number.
Read More
Making Quick and Easy Kaizen Work for Your Shop
Within each person is unlimited creative potential to improve shop operations.
Read MoreRead Next

Shared Engineering Expertise Overcomes Design and Delivery Challenges
Collaboration on part and mold design between a molder and mold builder were vital to overcoming design and production challenges for a unique automotive project.
Read More
2012 Leadtime Leader Awards: Industrial Molds Group
Extensive investment in equipment, technology and its employees coupled with an innovative approach to its mold manufacturing process has earned this mold manufacturer the MoldMaking Technology 2012 Leadtime Leader Award.
Read More
MMT Chats: The Merging, Marketing and Manpower of a Moldmaking/Molding Company
For this MMT Chat, my guest is Andy Peterson CEO of Pyramid Molding Group (Industrial Molds and Pyramid Plastics) in Rockford, Illinois, who shares his take on the strengths of bringing a mold shop and molding facility together under one group.
Read More