Chart 1
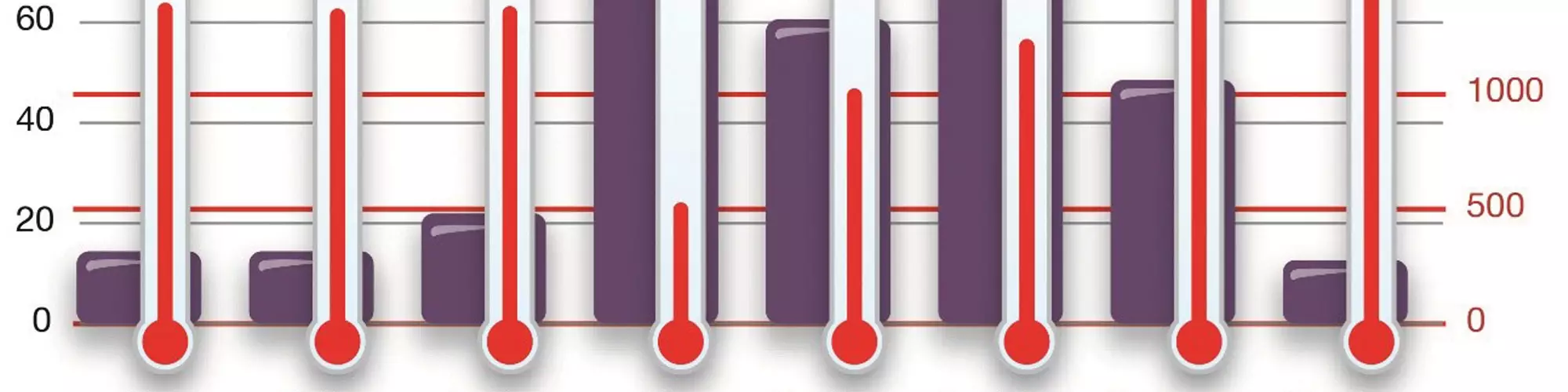
Understanding the melting temperature (in red) and thermal conductivity (purple) of the work metal is key to the EDM approach to adjust parameters such as on-time, amperage and polarity. Chart courtesy of Poco Graphite.
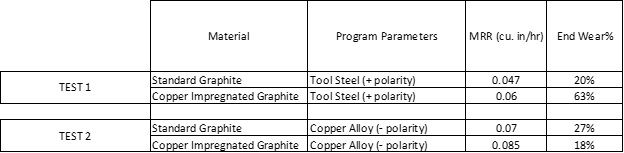
Chart 2
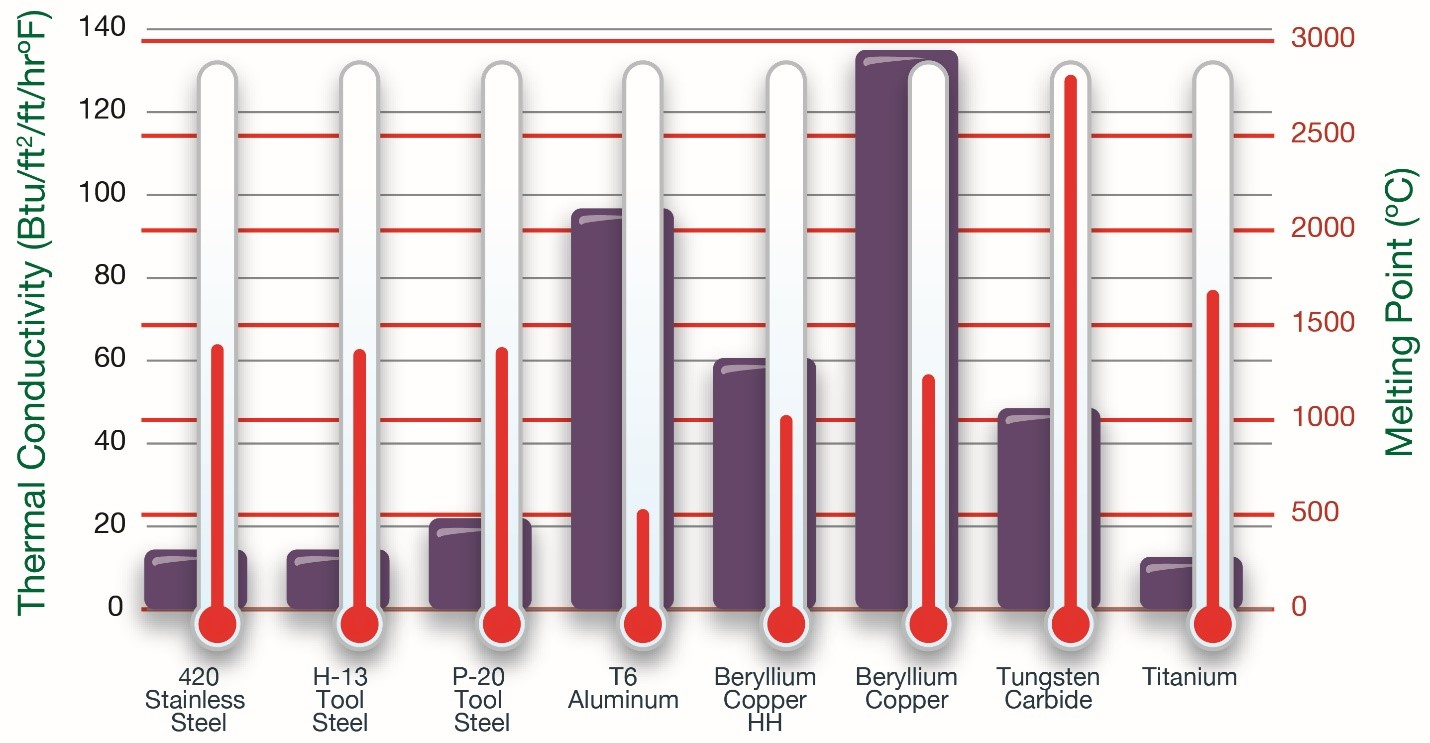
These are test results between standard graphite and copper impregnated graphite on the simultaneous copper alloy and steel burn at the different program parameters. Tool steel parameters used 65 microseconds on-time, 20 peak amps and positive polarity. Copper alloy parameters used 12 microseconds on-time, 80 peak amps and negative polarity.
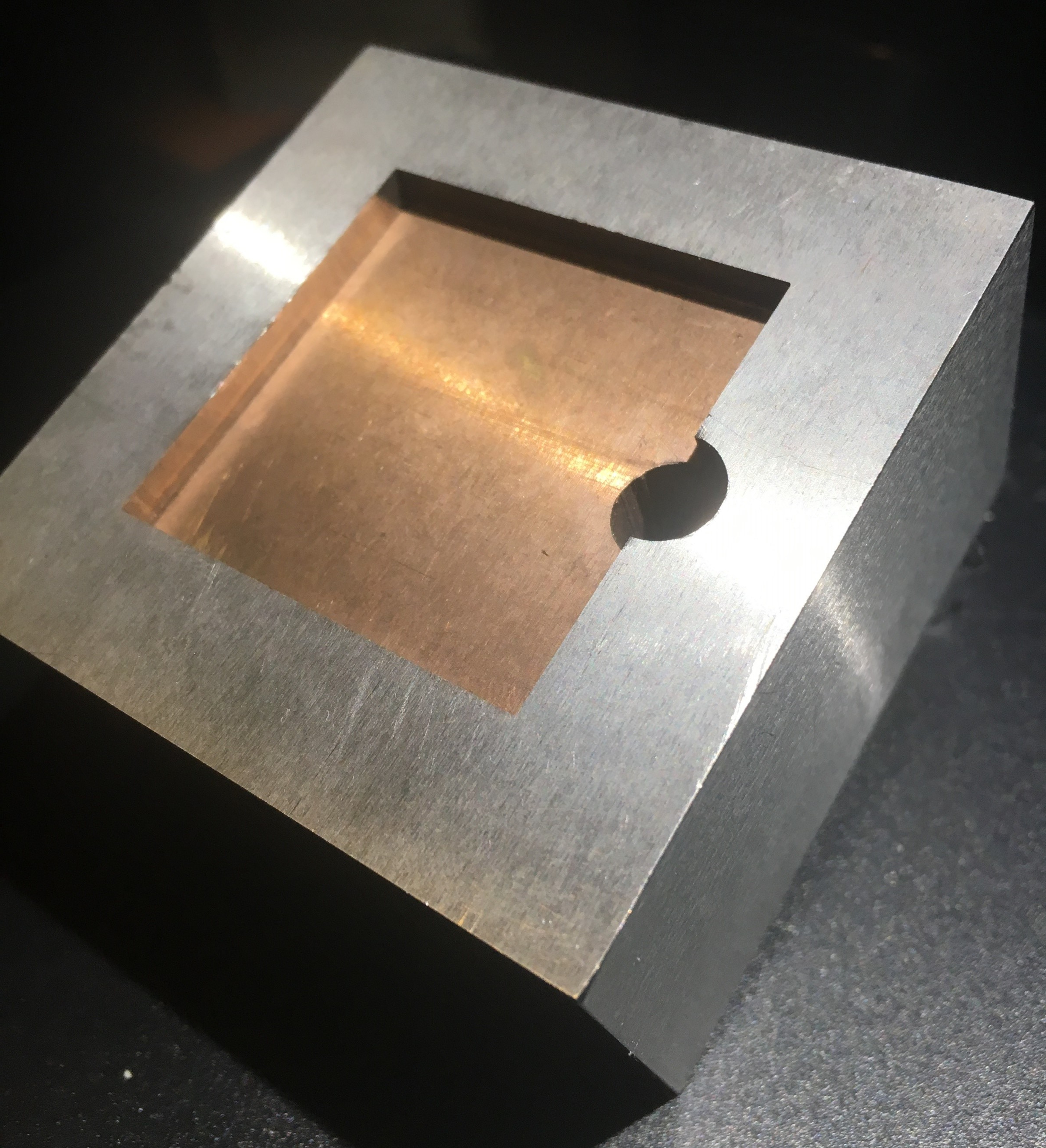
Figure 1
Tool steel cavity with a copper alloy insert used in testing to mimic mold manufacturing environment.
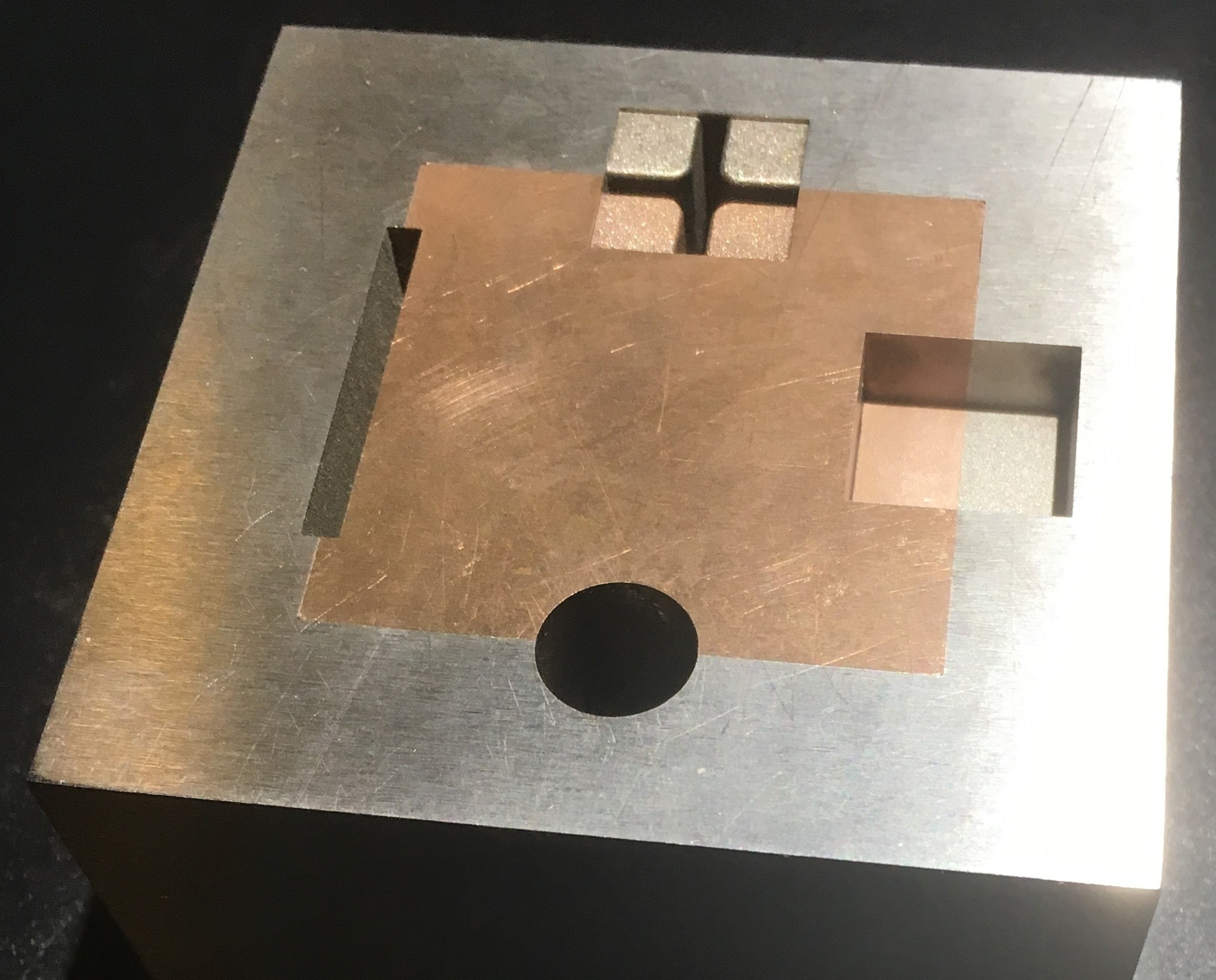
Figure 2
The four details represented in final EDM testing were a rib, dowel, square, and cross. Up close look at the bottom of the square cavity shows the consistency between the two metals.
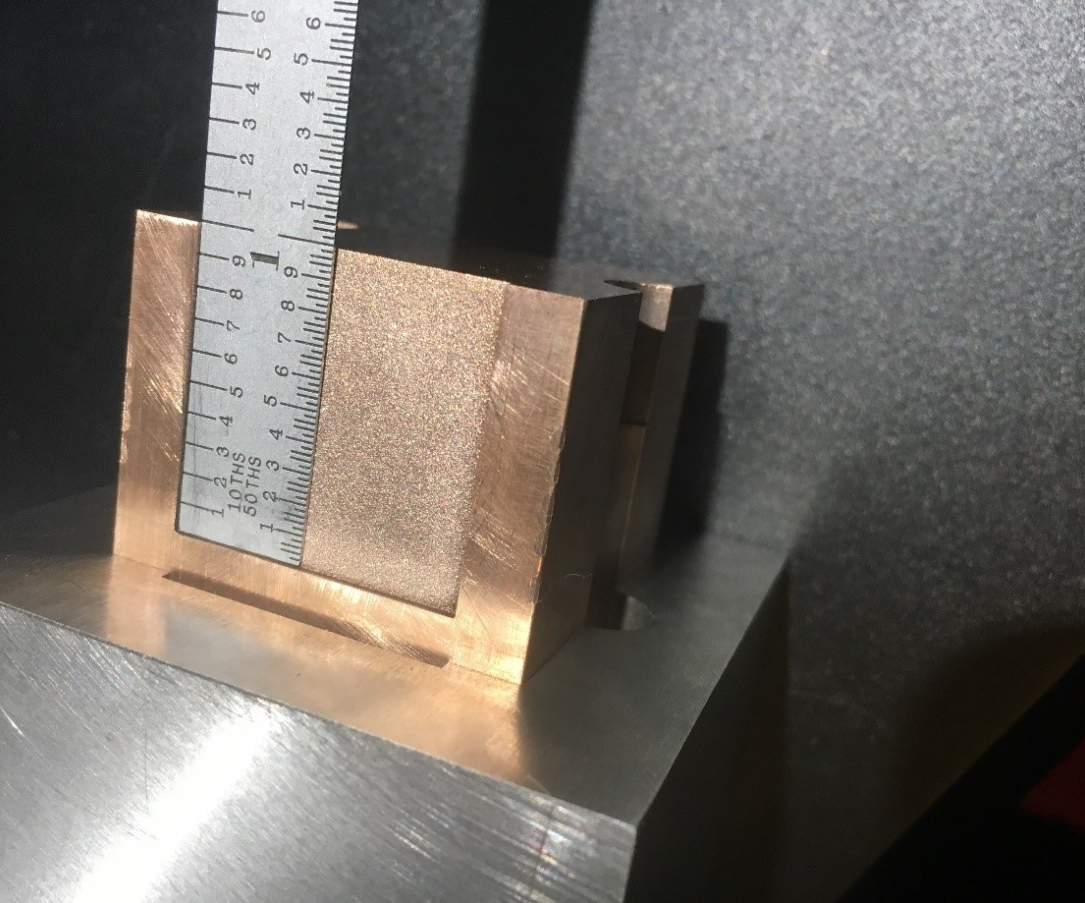
Figure 3
Inside look at the cavity from the rib detail.



“Can I die sink EDM two different workpiece materials at the same time?” is a frequently asked EDM question, especially in mold manufacturing where tool steels and copper alloys are often involved. Although plastic injection production molds are typically made from common tool steels, copper alloy inserts are common in detail areas to dissipate heat and improve molding cycle times. The challenge mold builders face is machining the details when the part geometry falls across both materials.
Machining these materials separately requires multiple part setups (one for the tool steel and one for the copper alloy) and additional electrodes for separate burns with different EDM operations. This approach increases machining time for both electrodes’ fabrication and EDM, which leads to higher manufacturing costs. Also, all this added effort could result in the two details not matching up in the mold correctly, causing a mismatch or an out-of-tolerance part that would then require additional machining, or possibly the remanufacturing of the detail inserts.



The question becomes: What do EDM operators need to know to effectively and efficiently machine these materials at the same time?
Work Metal Properties
Work metal properties and characteristics will alter the EDM approach. Understanding the difference between the physical properties of the two work metals in use and the way each will affect EDM performance is the first step (see Chart 1).
The melting temperature and thermal conductivity of the work metals may vary from one to another, and EDM operators may need to adjust parameters such as on-time, amperage and polarity. If the same EDM approach is used regardless of the work metal, the end result could be vastly different.
Thermal conductivity is the physical property that makes the biggest difference in EDM for the same reason it helps reduce molding cycle time: higher thermal conductivity dissipates the heat of the spark during EDM.
Work metal properties and characteristics will alter the EDM approach. Understanding the difference between the physical properties of the two work metals in use and the way each will affect EDM performance is the first step
Power Setting Parameters
To overcome any disparity in the thermal conductivity of the work metals, three primary power setting parameters may need to be modified:
- On-time. The duration time of the EDM spark measured in microseconds.
- Peak current (amperage). The maximum current available from each pulse from the power supply/generator.
- Polarity. The designation of positive or negative electrical potential to the electrode.
Typically, the EDM power settings for tool steel are positive polarity and an on-time value between 50-100 micro-seconds. These settings provide the optimal combination of speed and electrode wear. A higher on-time and positive polarity will yield lower electrode wear. This result is achieved with a “replating” process during which molten particles from the workpiece follow the electrical current flow to the electrode and plate themselves to the surface of the graphite electrode, reducing the amount of wear caused by the EDM process.
When working with copper alloys, negative polarity and lower on-time values (12-20 micro-seconds) are most effective. “Replating” of the electrode does not occur because the flow of electrical current is reversed and now travels toward the workpiece. The molten metallic particles are not forced to the electrode surface. Graphite particles cannot replate the workpiece since graphite does not melt; it transitions from a solid to a gas. This is called sublimation.
The operator determines amperage by the size of the frontal surface area for the detail being machined. The amperage value will be higher when burning a copper alloy workpiece to maintain the same spark intensity. Spark intensity is the amount of energy in the spark that is controlled by the on time, peak current and voltage (on time x peak current x voltage = spark intensity).
For example, we are currently using 50 µsec of on-time and 20 amps to burn a detail. We decide to lower the on-time down to 20 µsec. In order to keep the same spark intensity, we need to increase the Amperage from 20 to 50.
Material Choice
The decision to use either a standard graphite or copper-impregnated graphite electrode requires a look at how each material will handle the conditions of both the machining of the electrode detail and EDM process. A few factors to consider include electrode size, detail and fabrication time, cost, performance during the EDM process, meeting job priority expectations (speed, wear and surface finish) and the number of cavities to burn.
Traditionally, a standard graphite would be used when EDM tool steel in positive polarity to achieve lower electrode wear. When burning a copper alloy workpiece in negative polarity, a copper-impregnated graphite electrode is preferred. This is due to a lower electrical resistivity value that allows for a greater percentage of the amperage to penetrate through the electrode and into the burn area.
The material decision is not as abundantly clear since more than one metal will be EDM at the same time. Operators must consider the aforementioned factors when selecting the most effective electrode material to optimize the EDM process and to improve overall performance.
To overcome any disparity in the thermal conductivity of the work metals, modify on-time, peak current (amperage) and polarity power settings.
Testing Matters
A team of application specialists performed a series of tests to validate the impact of materials and EDM parameters on the simultaneous die sinking of a tool steel and a copper alloy. The objective was to determine what power setting and electrode material would achieve the best metal removal rate (speed) and lowest electrode wear and identify any dimensional or surface finish variances from one metal to the other.
The team performed initial tests using a 0.500-inch square electrode with both standard graphite and copper-impregnated graphite programmed with steel settings of 65 microseconds on-time, 20 peak amps and positive polarity. They used side flushing and a jump cycle to keep the cutting condition clean. The operator stopped each test after one hour and took measurements. Overall, the metal removal rate was lower and the electrode wear was higher than expected for steel machine settings (see Chart 2).
The team then conducted a second set of tests using the same testing parameters but programmed with machine parameters more applicable for a copper alloy: 12 microseconds on-time, 80 peak amps and negative polarity. Both the standard and copper-impregnated graphite showed improvement with these settings as compared to the steel settings in the first test (see Chart 2). The combination of proper machine settings and the copper impregnated graphite electrode showed the best overall performance.
With these results, the team’s next step was to mimic a tool steel cavity with a copper alloy insert and EDM different details (see Figure 1ab). Four details were burned into the top surface along the parting line of the two workpiece materials (see Figures 2a,b):
- Rib: 0.040 by 1.000 by 1.000 inches deep 24 VDI
- Square pocket: 0.500 by 0.500 by .250 inches deep 20 VDI
- Dowel pin hole: 0.375 dia by 0.500 inches deep 20 VDI
- Cross shape: 0.500 by 0.500 by 0.520 inches deep. 27 VDI
The EDM tests indicated that machine parameters for copper alloys provided the most optimum performance. The final end wear was slightly higher on the portion of the electrode EDM the tool steel section than on the copper alloy.
Since the tool steel portion of the burn resulted in higher electrode wear, an additional electrode was required to ensure consistency between the tool steel and the copper alloy. Overall, the team used four electrodes to fully complete each detail. The final measurements of the test burn confirmed that dimensional integrity and surface finish was consistent for both materials.
The EDM tests indicated that machine parameters for copper alloys provided the most optimum performance. The final end wear was slightly higher on the portion of the electrode EDM the tool steel section than on the copper alloy.
Results Are In
In the end, the answer to the frequently asked question is, “Yes, you can die sink a tool steel and copper alloy at the same time.” Preliminary testing showed that both standard graphite and copper-impregnated graphite can be used to accomplish the part detail. The difference was in the overall performance during the EDM.
Deciding which graphite to use requires a look at the full spectrum of the relative factors and will be unique to each company’s objectives. The data presented are derived from feasibility testing, so an expanded investigation is planned to identify a more optimum means to EDM different metals at the same time. This investigation will include the most current machine technologies available and any industry input to assist this investigation is welcomed.
For More Information
Poco Graphite
940 393 4302 / robert.fothergill@entegris.com
940 393 4309 / marc.sanders@entegris.com








Related Content

Treatment and Disposal of Used Metalworking Fluids
With greater emphasis on fluid longevity and fluid recycling, it is important to remember that water-based metalworking fluids are “consumable” and have a finite life.
Read More
The Ins and Outs of Hot Runner Temperature Control
A training checklist that explains the why and how of proper hot runner temperature control and system management.
Read More
Solving Mold Alignment Problems with the Right Alignment Lock
Correct alignment lock selection can reduce maintenance costs and molding downtime, as well as increase part quality over the mold’s entire life.
Read More
Revisiting Some Hot Runner Fundamentals
What exactly does a hot runner do? If you’ve been in the injection molding industry for any length of time, you might think the answer is obvious, but it is not.
Read MoreRead Next

Making EDM Profitable
The workpiece material and the process parameters of a sinker EDM operation can impact productivity and profitability.
Read More
Using Technology Benchmarks to Determine Operational Performance
Everyone wants to optimize efficiency and cost savings.
Read More
How to Use Continuing Education to Remain Competitive in Moldmaking
Continued training helps moldmakers make tooling decisions and properly use the latest cutting tool to efficiently machine high-quality molds.
Read More