
Facing Your Corrosion Challenges to Avoid Mold Failure
Analyzing corrosion in aluminum blow molds and how to prevent it.



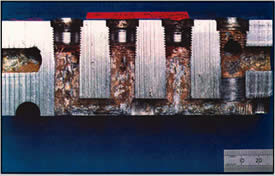
Figure 1: Corrosion in water lines. Figures courtesy of Copper and Brass Sales.
Figure 2: Corrosion in high strength alloys.
Corrosion has become a major problem in the cooling channels of aluminum blow molds and can result in stress corrosion cracking not only between cooling channels in the mold, but also between the cooling lines and the mold cavity. This cracking can become a cataclysmic failure in the mold and render it unusable.
Challenge: Stress Corrosive Cracking and Exfoliation Corrosion
Corrosion can be caused in aluminum blow molds by a number of factors, such as low and/or high PHs (below 6.5 or higher than 8.5), dispersed rust, dissolved metals (Fe, Cu), high concentration of chlorinated biocides and water with heavy metals, chlorides and phosphates, among other problems.



Other concerns can be caused by galvanic corrosion between dissimilar metals, such as aluminum against copper and/or steel. This corrosion can result in stress corrosion cracking (SCC) which can be fatal to the mold.
Blow molds benefit from the use of high-strength aluminum alloys to increase and enhance the machinability (speed and cost of manufacture), polishability, texturability (both important to the bottle finish) and wear resistance (retention of surface finish) of the blow molds; however, high-strength aluminum alloys are susceptible to corrosion.
This corrosion in water lines is normally exfoliation corrosion, which is very detrimental to the high-strength aluminum alloys (see Figures 1 and 2). The exfoliation corrosion actually attacks the aluminum grain boundaries and causes grain separation, and this separation begins to fill the cooling lines, which reduces the amount of water flowing through the cooling channels and increases cycle time.
Since the high-strength aluminum alloys are susceptible to corrosion, then the corrosive environment (water quality) in which the aluminum is exposed creates the exfoliation corrosion. High-volume blow mold bottles tend to run 24/7; and, therefore the susceptible aluminum is constantly exposed to the corrosive environment.
Stress corrosive cracking can take place only when three factors are acting and involved:
- A corrosion susceptible metal
- A corrosive environment
- Some form of stress (even minor stress)
This stress can be a relatively minor stress, such as thermal gradient stress set up by 45-degree water in the cooling channel and 300-degree plastic hitting the cavity wall. Since there is approximately .300” of aluminum between the cooling channel and the mold cavity, the metal wants to expand at the cavity surface and contract around the water line causing minor thermal stress. Other stresses include the opening and closing of the mold or over torquing of the waterline fittings into the aluminum mold.
Solution
When all three factors are working, how do we reduce and/or eliminate the SCC? Eliminate one of the three factors listed above. Since, in general, nothing can be done to remove the stresses and nothing can be done about the water condition (unless the molder undertakes a complete water treatment making sure that the water treatment analysis includes an analysis of what additional additives are used and how they might negatively affect the aluminum), then we must change the aluminum alloy’s susceptibility to corrosion.
Most high-strength aluminum alloys are susceptible to corrosion because they are heat treated for maximum strength and surface hardness. A given alloy is most susceptible to exfoliation corrosion when heat treated for maximum strength. This susceptibility varies according to the direction of the stress.
Usually the least amount of stress required to initiate SCC is in the short transverse direction or through the thickness of the aluminum plate. Alloys heat treated for maximum strength also can have the lowest amount of threshold stress to initiate SCC. You can choose to heat treat these alloys in a different way and greatly reduce the susceptibility to corrosion and SCC, but at the expense of strength and hardness.
However, you must heat treat the aluminum in a way that over ages the aluminum alloy. This can be done by heat treating the aluminum alloy to the standard solution heat treatment prescribed for the alloy (Solution, Quench, Age), using the appropriate temperatures and times in the furnaces and the appropriate quench.
After this you can add an over age to the metal in the furnace. Aluminum heat treatable alloys can be tempered in a wide range of hardness and corrosion resistance tempers, from those which are at peak hardness and least amount of corrosion resistance (T651 temper) to those which have the lowest amount of hardness and peak corrosion resistance (T7351 temper). Therefore, you must determine the proper temper, which gives you the hardness required for excellent machining, polishing (or texturing) and wear resistance while having sufficient corrosion resistance to effectively eliminate the exfoliation corrosion and stress corrosion cracking potential. This must usually be done by lab testing for the particular alloy being used for corrosion resistance and hardness.
In addition, selecting an alloy that has better corrosion resistance in the beginning also will help correct the problems, usually with a different mixture of zinc and copper in the alloy.
Summary
You can reduce the susceptibility of the aluminum alloy to exfoliation corrosion and SCC, yet still maintain the mechanical properties of the aluminum to provide the required strength and surface hardness to allow excellent machining, polishing and wear resistance for aluminum blow molds by over aging the aluminum alloy to the correct temper which gives the final positive results.








Related Content

What is Scientific Maintenance? Part 2
Part two of this three-part series explains specific data that toolrooms must collect, analyze and use to truly advance to a scientific maintenance culture where you can measure real data and drive decisions.
Read More
How to Achieve the Best Mold Finish
A look at factors that impact the polishability of tool steels and recommendations for obtaining a high-gloss finish.
Read More
5 Hot Runner Tips for Moldmakers and Molders
Best practices for initial hot runner tryouts and effective preventive maintenance.
Read More
Machine Hammer Peening Automates Mold Polishing
A polishing automation solution eliminates hand work, accelerates milling operations and controls surface geometries.
Read MoreRead Next

It's a Material World
Strength, hardness and machinability are the common buzzwords that come into play when examining the new materials on the market.
Read More
Cost Savings for Mold Materials: Consider the Details
Ways to reduce costs that are not related to the price per pound of the mold material.
Read More
How to Use Continuing Education to Remain Competitive in Moldmaking
Continued training helps moldmakers make tooling decisions and properly use the latest cutting tool to efficiently machine high-quality molds.
Read More