
CS Tool Engineering Inc.
This Michigan shop designs and builds plastic injection and compression molds, with a specialty in compression-form and trim-mold tooling.

This automotive package tray is an example of CS Tool’s compression-molded parts and demonstrates the types of holes the company’s molds can produce using its proprietary tooling feature. Images courtesy of CS Tool Engineering.

This zoom-up of the package tray shows one of the punched holes in an area on the part that would experience a lot of forming tension on the cloth. The proprietary tooling feature prevents the cloth from pulling away from the hole.
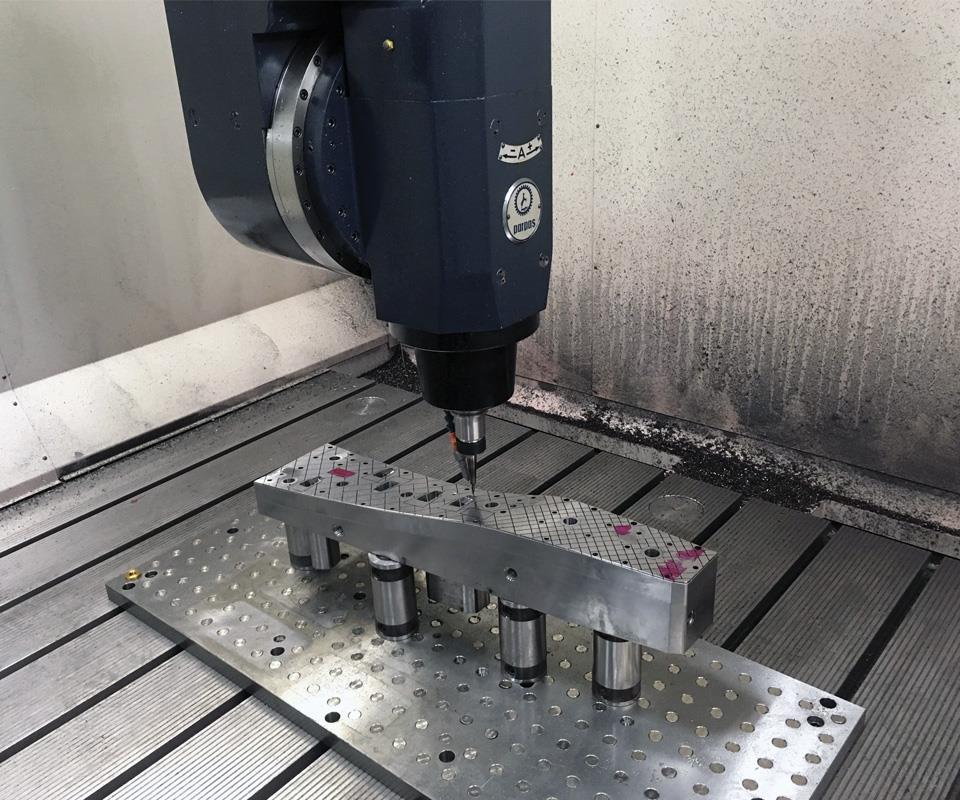
This workpiece was set up using an FCS workholding system in a Parpas Linear Diamond five-axis CNC machining center. Using the FCS in combination with the multi-axis mill has greatly simplified complex machining, the company says.



CS Tool specializes in compression molds. Explain what this entails.
Don Snow, President: CS Tool designs and builds two types of compression molds: thermoset and “form and trim.” The traditional thermoset mold has a compression bypass edge that helps to contain the material within the cavity and assist in packing/filling out the required shape, so that after the load of material is placed in the mold, the heated mold closes and generates pressure to fill out the cavity. The bypass edge is approximately 3/4 inch tall with 0.001-inch clearance between the cavity and core halves of the tool.
The “form and trim” types of compression molds, which can be designed to run as heated or cooled molds, take various types of material, including carpet, cloth, polyurethane sheet, polypropylene sheet, shoddy rag and even wood fiber, and use press tonnage to compress the material to a desired shape. Unlike the thermoset material that can be weighed prior to loading it into the cavity or the injection molding press (that shot size is controlled), this type of molding requires that the “blanket,” which could be made up of various layers of materials, be laid into the mold-forming cavity. This can happen via the press operator or by a mechanized sheet-feeding system. This blanket is sometimes heated with an infrared oven system and formed in a cold tool, and other times the blanket is formed in a heated tool.



What makes CS Tool a specialist in form- and trim-style molds?
CS Tool: We have an extensive background in compression form and trim molds. Most of our work is involved in automotive, with specialties in the design and build of exterior mirrors, radiator shrouds and fans, speaker grilles, encapsulated glass, headliners and other interior/exterior trim features. We have been pushed by our automotive customers to develop a better way of trimming key features on their parts during the forming process. Typically, with automotive headliners, once formed, the headliner is trimmed using a robotic waterjet while being held in a fixture. The waterjet is a proven technology, but the need for more tightly controlled cutouts or holes, as they relate to the true shape of the headliner, has pushed us into developing mechanical and hydraulic punches within our forming tools. Mechanical punches offer the advantage of low maintenance, and this removes any need for hydraulics, along with the potential of oil leaks in the tool. Additionally, with this type of compression tooling there is always the need to minimize the physical size of the raw material to reduce the amount of off-fall, which is the amount of material beyond the formed shape that is waste. One tooling design feature we worked on with our customer reduced their blanket size enough to save them tens of thousands of dollars within a six-month period.
What are some of the challenges you’ve faced with compression form and trim molds?
CS Tool: Mechanical punches have their limitations, as typically the lower-tonnage forming presses do not have enough pressing capacity to overcome the tonnage required per the number of holes a customer wishes to cut out. One of the challenges with punching holes during the forming cycle is holding the finished fabric in place such that, when it is cut, it stays put without pulling away from the hole. Typically, you will find the cloth is under stress from forming, and the bonding agent may not be set up by the time the hole is punched. We have developed a tooling feature that helps retain this cloth fabric. Unfortunately, this is a proprietary feature I cannot elaborate on. Our compression mold form and trim work continues to push the envelope on what can be trimmed effectively within the constraints of the forming press using either our hydraulic or mechanical punches.
Have you invested in new equipment to advance your compression-mold-building processes?
CS Tool: We’ve made some recent significant investments in new equipment to help us work more effectively. This includes a Tarus six-axis, inclined-angle, deep-hole-drilling machine with milling capabilities, which, with our compression mold business, has been very beneficial. The gundrill has a custom rotary table with T-slots and FCS, giving us the ability to drill and mill in one setup. Another machine that has proven beneficial is our Parpas Linear Diamond five-axis CNC machining center, which has simplified setup for installing compression punches and cylinders at compound angles such that these actions cut normal to the part surface in the mold.
We will continue to replace older equipment as we study advancements in EDM sinker technology and larger, multi-axis machining centers.







Related Content

Laser Welder Yields Fast, Precise Mold Repair
Intralox's integration of the Alpha Laser ALFlak has significantly improved their tool room efficiency when it comes to difficult welds and urgent repairs.
Read More
How to Achieve Unmatched Accuracy in Very Large Workpieces
Dynamic Tool Corp. purchases two bridge-style double-column CNCs to increase the cutting envelope and maintain 5-micron cutting accuracy in the long term.
Read More
Five-Axis Vertical Mill Increases Mold Shop Capacity by Reducing Setups
Zero Tolerance now processes blocks — from squaring to waterline drilling to rough and finish milling — on a single five-axis CNC mill, reducing setups and moving blocks in/out of multiple machines without sacrificing accuracy and surface finish.
Read More
How to Clean and Maintain Molds With Intricate Conformal Cooling Channels
A water-based, eco-friendly plastic mold cleaning system helps Rankine-Hinman Manufacturing restore flow rates and avoid big-ticket failures on complex and costly molds.
Read MoreRead Next

Concours Technologies (Formerly Concours Mold Inc.)
This conversation with the Canadian shop offers a snapshot of its operations.
Read More
MTD Micro Molding
This shop specializes in building molds for tiny parts with such complexities as 0.1-mm walls, 0.025-mm corner radii and holes as small as 0.051 mm in diameter.
Read More
Injection Mold Inc.
This shop specializes in rapid prototype molds and “quick-delivery” production molds.
Read More