
Tool Up with Rapid Heat/Cool Technology
A rapid heating and cooling technique using pressurized water solves sink, weld line and discoloration problems.

This rapid cycle, thick-walled, glossy part shows no sink problems. Image courtesy of Regloplas Corp.
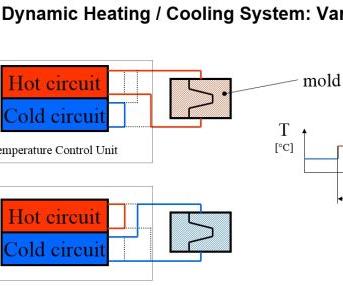
Figure 1 - A typical rapid cycle system consists of one reservoir for cold pressurized water and one for hot pressurized water. Figure courtesy of Regloplas Corp.
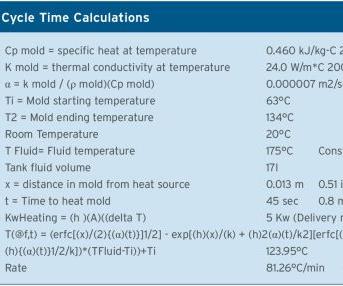
Figure 2 - Cycle time calculations for rapid cycle molding are a little more complex than for traditional injection molding. Figure courtesy of Regoplas Corp.

Figure 3 - Rapid cycle molding is best-suited for inserted molds such as this conformal-cooled insert. Figure courtesy of PEP, Center Technique Plastics.



Cost, product quality and cycle time demands continue to drive the elimination of downstream processes. Moldmakers and molders seeking solutions to common sink, weld line or discoloration issues that occur during processing should consider rapid heat cycle molding and mold temperature control, in conjunction with a properly designed mold.
While rapid cycle molding has been used for more than 30 years, it hasn’t hit the mainstream, mostly because early process proponents could not deliver consistent results. They did not understand the inherent process limitations and the required mathematics to predict outcomes. New techniques and equipment make rapid cycle molding worth a second look, however. Earlier techniques encouraged the use of large, fixed reservoirs to create the rapid-cycle effect. Modern techniques now favor smaller, higher-kilowatt (kW) units with adjustable volume to achieve the effect.



Options for Improving Parts
Steam, cartridge heaters, induction and high-temperature pressurized water are methods used to bring mold surface temperatures closer to a polymer’s glass transition temperature (Tg). This improves the part’s finish, appearance and mechanical properties.
Steam has been used for years to heat sheet molding compound (SMC) molds and has more recently also been used by rapid-cycle units to heat injection molds. Unfortunately, it requires very pristine water, consumes large amounts of electricity, requires a second system for cooling and is typically limited to a maximum temperature of 350°F.
Electric cartridge heaters have also been used to heat rapid-cycle injection molds. They are easy to install and operate. Unfortunately, they also consume large amounts of electricity to operate and do not offer cooling, and they are prone to inconsistent heating and element failure.
Induction heating has been used in R&D applications, but the molds must be built specifically for this type of system. Like steam and cartridge heaters, Induction heating systems consume large amounts of energy and need another system for cooling, and they require additional licensing and royalty fees to operate.
Pressurized water offers numerous advantages when applied to rapid cycle injection, composite, medical, micro, compression and liquid silicone rubber (LSR) molding. These benefits include inherent energy savings, a high temperature spectrum (to 437°F), precise temperature control and fast ramp rates (in excess of 150°F per minute.
For example, using pressurized water offers more precise temperature control across the mold (<1°F) and faster ramp rates than using steam or oil. Also, as depressurized water is vaporized, pressurized water provides additional safety if system leaks develop. This dramatically decreases temperatures with only 10-percent energy release compared to steam.
Rapid Cycle Technology
A typical rapid cycle system consists of one reservoir for cold pressurized water and one for hot pressurized water (see Figure 1). The differential between the two is leveraged through the use of a valve station that creates rapid cycling of the mold. With adjustable system volume, the cycle times can be tailored to individual customer requirements.
While rapid cycle equipment can often maintain cycle times equivalent to traditional injection molding, the real magic happens when these high-temperature units take mold temperatures to or near the material’s Tg. Weld lines, sinks and streaks are eliminated when you get the mold’s temperature close to the Tg of materials such as polycarbonate (PC), polypropylene (PP), acrylonitrile butadiene styrene (ABS) and PC-ABS. Polycarbonates benefit the most with improved surface finish, weld line strength and optical clarity. The equipment’s return on investment can be obtained in as little as 30 days, depending on product volume and the labor costs associated with downstream processes.
Rapid cycle equipment that uses pressurized water is a natural fit for most molds because moldmakers typically are already very familiar with water-based mold temperature controllers. Existing oil or steam systems can easily be converted to rapid cycle with pressurized water as well.
Typically, water is heated to 400°F in order to capitalize on the largest temperature differential between the mold and water. This results in the fastest ramp rate. An external thermocouple in the mold alerts the units when the mold has reached the material’s Tg. At that point, the unit is triggered to charge the mold with cold water to start the cooling cycle. The hot water temperature is recharged during the cooling cycle, so small-kilowatt heating can be used, which reduces energy consumption.
Cycle time calculations for rapid cycle molding are a little more complex (see Figure 2) than for traditional injection molding in which an hour is necessary for mold warm up and steady state operation prevails. Typical rapid cycle times to achieve significant temperature changes are less than three minutes.
In the past, due to errors in theoretical cycle time predictions, molders and moldmakers were mistakenly led to believe that many processes were good candidates for rapid cycling. However, today, with the proper mold, material, process information and mathematical relationships, cycle times and ramp rates can be determined in advance of running an actual trial. This helps ensure that acceptable times can be achieved, as many processes cannot tolerate substantially longer cycle times due to production volumes.
Rapid cycle molding can be applied to any mold if the unit is properly sized, but it is best-suited for inserted molds where a standard temperature control unit maintains the mold’s temperature. Conformal-cooled inserts are also preferred (see Figure 3). Mold life for commonly produced P20 or H13 molds has not shown degradation with the rapid cycle process. Good results have also been achieved with existing non-inserted molds or new molds with proper water passage layout. By reconfiguring water passage connections, the mold can be rapid-cycled in only the areas that need it.
To achieve the highest ramp rates with rapid cycle equipment, typical passage depths should not exceed 1/2 inch below the surface. However, good results can be achieved with passages as deep as 1 inch, if adequate passage diameter and flow are available. Sealing of the insert water passages usually requires Viton or Teflon seals in order to ensure long life of the joint.
In Use Today
Many automotive, composite, optical and medical parts are produced today using a rapid heating and cooling method, most notably cell phone cases, sunglasses, large flat-screen TV bezels, automotive bumper skins and automotive interior parts. With its ease of retrofit, pressurized water will continue to add more parts to the list as moldmakers and molders look for ways to reduce downstream processes while increasing part quality.








Related Content

Solving Mold Alignment Problems with the Right Alignment Lock
Correct alignment lock selection can reduce maintenance costs and molding downtime, as well as increase part quality over the mold’s entire life.
Read More
Advantages and Disadvantages of Copper and Graphite Electrodes
Both copper and graphite provide approximately the same end result, so it is important for a shop to consider the advantages and disadvantages of each material in order to discover what would work best in their shop floor environment.
Read More
Maintaining a Wire EDM Machine
To achieve the ultimate capability and level of productivity from your wire EDM on a consistent, repeatable and reliable basis, regular maintenance is a required task.
Read More
Fundamentals of Designing the Optimal Cooling System
The right mold components can help improve mold cooling and thereby produce higher-quality parts.
Read MoreRead Next

Advances in Mold Cooling Simulation
A review of rapid heating and cooling technology as part of the injection molding process and the role of injection simulation software.
Read More
Reasons to Use Fiber Lasers for Mold Cleaning
Fiber lasers offer a simplicity, speed, control and portability, minimizing mold cleaning risks.
Read More
How to Use Strategic Planning Tools, Data to Manage the Human Side of Business
Q&A with Marion Wells, MMT EAB member and founder of Human Asset Management.
Read More