
The Designer's Edge: Venting of Mold Components
Venting with mold components, actions and part details is often overlooked as a root cause to allow gases to escape to prevent buildup, erosion and part quality issues. Many will try to process around these issues instead of modifying the tool to address the problem. Here are some recommendations.



Venting with mold components, actions and part details is often overlooked as a root cause to allow gases to escape to prevent buildup, erosion and part quality issues (such as splay, burns, short shots and gloss). Many will try to process around these issues instead of modifying the tool to address the problem. Here are some recommendations.



With part details, such as bosses and ribs, venting can be critical. Inserts or vent pins can help. Mold flow software can predict areas in rib details, but in many cases modifications will need to be done before running first shots. Screw bosses or similar details should already have venting designed into the mold.
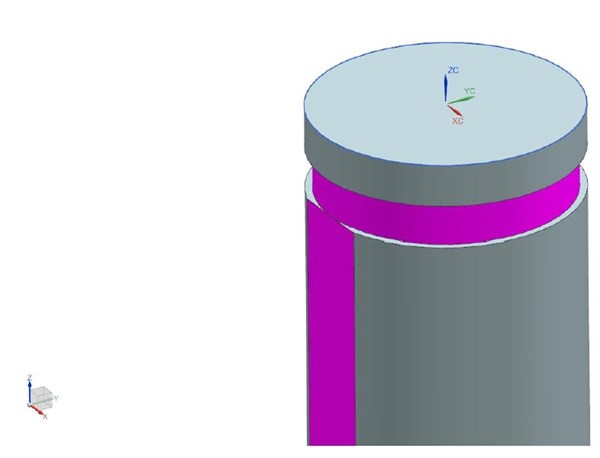
With vent pins it is best to use an ejector pin or sleeve. This promotes self cleaning and provides access to the press when in the forward position. One of the old standards with venting pins was to grind small flats on the side of the pin to the relief channel, which I have found to be ineffective. I prefer grinding a ring vent or relief channel around the pin or sleeve with 0.040 - 0.060 land and then grind the full diameter to the desired vent depth with one vent relief channel to atmosphere. This provides more area of volume for gases to escape with no disadvantage (see image). On bosses with sleeves and cores, I typically grind a ring vent on the sleeve and core pin to maximize venting.
I have also added venting to existing ejector pins on nominal wall stock, which were near the problem area. In most cases, this is ineffective being on nominal wall stock and not in or at the end of the detail where the gas is trapped. Even very small ejector pins can be effective in areas with gas traps, and can assist with venting without grinding vent relief. I recommend making PM notes to clean pins and holes that are used for venting.
In my July 24th blog, I will get into stationary vent pins and inserts.
Related Content
-
The Benefits of Hand Scraping
Accuracy and flatness are two benefits of hand scraping that help improve machine loop stiffness, workpiece surface finish and component geometry.
-
The Ins and Outs of Hot Runner Temperature Control
A training checklist that explains the why and how of proper hot runner temperature control and system management.
-
Machining Center Spindles: What You Need to Know
Why and how to research spindle technology before purchasing a machining center.







