
Streamlining Setups at Seescan
In addition to new equipment, this captive shop’s transformation involved implementing strategies to make the most of existing resources.




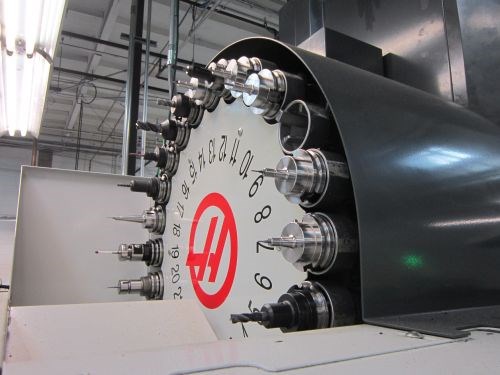
In addition to moving to standardize toolholders, Seescan's captive moldmaking operation uses the same tools in the same positions on its Haas VMCs whenever possible. As detailed in this article, this is one of many changes that has led to a more collaborative, less territorial appraoch to work.
A little over a year ago, Seescan’s captive manufacturing operation looked very different. In that short span of time, the San Diego-area manufacturer of utility locating and inspection equipment acquired nearly $1 million worth of new machinery. Clustered together in an area that is essentially a Sodick showroom, the new AG650L high speed mill, AG40L sinker EDM, AG400L wire EDM and K1C hole-popper have dramatically expanded the shop’s capacity for speed and precision.



Yet, as detailed in this September issue article, having the right capabilities in place goes only so far if equipment isn’t being used to its full potential. In Seescan’s case, making the most of machining resources required not only instituting a more collaborative, process-focused approach to production (read the article for more on that), but also implementing peripheral equipment that helps minimize setup time.

Standardized workholding provides significant time savings during electrode production by streamlining setups.
“The key to any setup is eliminating variables,” says mold shop manager Kirk Joy, and this is precisely what Macro Chucks from System 3R do for the new mill and sinker EDM. Electrodes machined on the mill stay in the same chuck from blank to final burning operations on the EDM. On the mill, the chucks are precisely located in pre-designated sections of the worktable, as shown above, and a Big Kaiser touch probe and a master gage are used to find a reference point. The machine also features a Blum laser tool probe for length and diameter compensation. After machining, keeping the electrode in the chuck ensures it aligns with the centerline of the EDM spindle upon installation, thereby eliminating the need to touch off the workpiece.
Similar strategies are contributing to new efficiencies on the other end of the floor, where five Haas VMCs are responsible for the lion’s share of the shop’s output. An optional OMP40 Renishaw part probe on the newest machine, a 2013-model VM2, paid for itself in less than 6 months, Joy says. He estimates that manually indicating a typical workpiece might take as long as 10 minutes. That time adds up quickly from job to job, particularly given the fact that this estimate assumes a highly experienced operator. Meanwhile, determining offsets for cutting tools is fast and easy, thanks to a TS27R optical tool setter that runs pre-set, CNC macros.

Vises that limit the need to crank jaws into position by hand and optional probes help minimize downtime on Seescan's worhorse Haas VMCs.
Another setup-speeding strategy on the Haas machines is the use of One-Lok vises from Chick Workholding Solutions. These workholding devices feature a sliding, locking mechanism that enables quickly moving the jaws into position, then tightening with a swivel wrench. In contrast, previously used models required cranking a handle to move the jaw into position.
Finally, the shop is moving to standardize on Big Daishowa toolholders (that supplier is represented in the U.S. by Big Kaiser). Balanced to 40,000 rpm at 2.5 Gs and featuring 0.0001 inch total indicator runout (TIR), these holders last longer, run faster and are more accurate compared to any previously used system. For saving time, however, moving away from a previous mismatch of systems to a standardized interface is perhaps even more important. All are the same gage length, and nuts, collets and all other parts are all interchangeable. This eliminates the need to root around for needed materials.
All in all, such strategies demonstrate an understanding that time savings aren’t limited to when the spindle is running. At Seescan, the tactics above make a big difference for supporting the company’s overall goals, the most important of which is getting new products to market quickly.







Read Next

Reasons to Use Fiber Lasers for Mold Cleaning
Fiber lasers offer a simplicity, speed, control and portability, minimizing mold cleaning risks.
Read More
Are You a Moldmaker Considering 3D Printing? Consider the 3D Printing Workshop at NPE2024
Presentations will cover 3D printing for mold tooling, material innovation, product development, bridge production and full-scale, high-volume additive manufacturing.
Read More
How to Use Strategic Planning Tools, Data to Manage the Human Side of Business
Q&A with Marion Wells, MMT EAB member and founder of Human Asset Management.
Read More