
Smart Tooling
Combining cavity sensors with hot runner valve gate control yields new applications and greater process gains.

Hot runner valve gate actuators with position sensors allow for continuous feedback of pin position. When combined with advanced valve gate control systems, the pin movement can be precisely controlled to improve cosmetics, resolve balance issues or manipulate the filling of the cavities. Images courtesy of Synventive Molding Solutions.
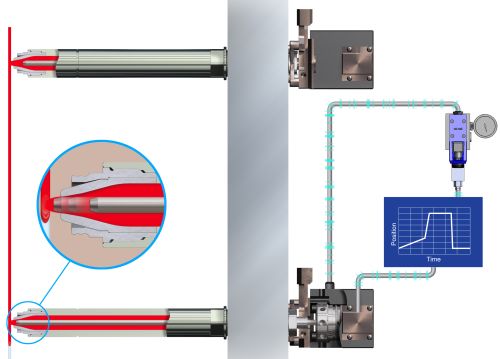
Slowing the initial opening speed of the valve pins can eliminate cosmetic defects in sequentially filled parts.
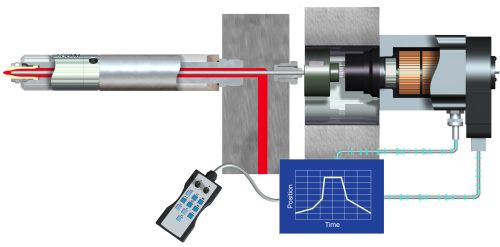
Full control over pin movement helps the molder affect balance and improve cosmetics.
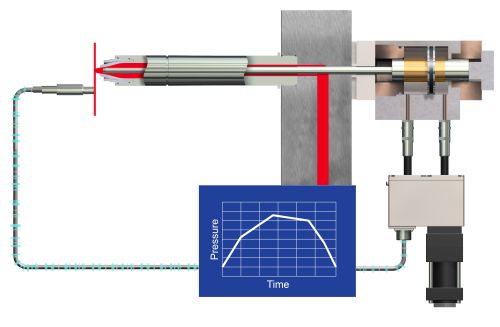
Cavity sensors combined with full pin control can create independent closed-loop pressure control at each gate.



There have been a number of advances in hot runner systems and cavity sensors through the years that individually have provided molders with increased productivity and new capabilities, but if combined, they have the potential to bring even more benefits and capabilities. Let’s take a look at each technology separately and then review the power of the two combined.
Cavity Melt Sensor Technology
The manner in which a mold cavity fills will have a huge impact on the quality of the injection-molded part. Even slight changes to timing, temperature and pressure as the polymer fills the cavity can impact the dimensions, cosmetics and functional strength of the part. However, as important as this filling of a cavity is, the molder can’t actually see this part of the process. Properly positioned cavity sensors can help solve this dilemma.



The most basic use of these cavity sensors is monitoring the process. The time the melt takes to reach the sensors, as well as the resulting pressure and/or temperature curves, can serve as a reference point for a solid process. Combining pressure and temperature sensors into a single cavity enables otherwise unmeasurable variables such as shear rate, shear stress and viscosity to be calculated, and this data can serve as reference points for troubleshooting or dialing-in a process when a mold is moved to a different molding machine.
Cavity sensors also can be used for statistical process control to determine the rejection of a given shot or cavity. Instead of relying on feedback from the injection molding machine to determine if a cycle was successful, the molder can look to the data related to cavity fill provided by the sensors, which is a more accurate indicator of a successful shot. Depending on the application, this can reduce or eliminate part inspection while still ensuring that parts meet specifications.
A final application for sensor data is as a trigger for other equipment. For example, information from the cavity sensors can be used to transfer the injection molding machine from the injection phase to the holding phase, to adjust hot runner temperatures to achieve balance, and to signal when it is time to open or close a pin in a valve-gated hot runner system.
Valve Gate Hot Runner Technology
Traditional valve gate hot runners control the flow of melted plastic into the mold cavity by simply opening and closing the valve pin on the nozzle. With these systems, the user initiates a pin move based on either time, screw position or a signal from a cavity sensor. Once a pin move is initiated, the molder has no control over the speed or distance of the pin movement. Recent technological advances now enable that control over the speed and stroke of the valve pin.
Controlling the valve pin movement. In producing large, sequentially filled parts, pressure builds up behind the delayed valve pins. The abrupt opening of these delayed pins can cause sudden accelerations in melt-front velocity near the gates and stagnation away from the gates, often resulting in cosmetic defects on the parts. Slowing the initial opening speed of the valve pins on the delayed gates can reduce the variations in melt-front velocity and eliminate the associated cosmetic defects.
Varying valve pin opening speeds and strokes. Cosmetic issues, dimensional inconsistencies and melt-front freeze-off (especially in thin-walled parts) result from varying the valve pin opening and closing times. To balance mold families without resorting to different opening and closing times, the molder should vary the valve pin opening speeds and strokes. This enables the same balance adjustments to be obtained without the negative effects. This same concept also can be applied to multi-cavity tools that experience consistent imbalances. In those cases, a minor change to the speed or full open position of the pin can bring the tool back into balance.
Manipulating valve pin movement. Manipulating the movement of the valve pins in direct-gated cosmetic applications is beneficial as well. Controlling the valve pin opening speed, closing speed and stroke yields improved gate-area cosmetics. Cosmetic features that used to be unobtainable are now being realized through pin control.
Providing valve pin movement repeatability. Electric, pneumatic and hydraulic valve-gated systems with closed-loop valve-pin position control not only facilitate complex valve pin movements, but these advanced systems also provide repeatability of the valve pin movement, which translates into increased repeatability of part filling and part consistency.
A Powerful Combination
Although individual technological advances in cavity sensors and hot runner valve gate control have changed the way parts are molded, combining the two technologies yields some interesting possibilities.
As discussed earlier, in sequential molding, slowing the initial opening speed of the valve pin offers cosmetic benefits. Whenever a pin speed adjustment is made, the timing of the sequence also needs to be adjusted to compensate for the change in volumetric flow throughout the part. Using a cavity sensor to trigger the valve pin to open when the flow front reaches a specified position eliminates the need to adjust the sequence separately when pin speed changes are made. This reduces the time required to set up the process and creates a more robust process when the timing of the pin opening in relation to the flow front position is critical.
In addition to simply triggering the opening of the hot runner valve gates based on flow front position, more advanced valve gate control systems can initiate other events as well. For example, valve pins can be moved to intermediate stroke positions to increase or decrease flow from a specific gate when the melt flow front reaches various points throughout the fill. This is useful for complex parts as it essentially allows the creation of separate injection profiles for each hot runner gate.
Going a step furher, cavity sensors combined with full pin control allow fully closed-loop pressure control. Instead of the pin making predetermined movements based on various triggers, the molder can set a desired pressure curve for a sensor near the hot runner gate and have the hot runner valve pin automatically adjust to maintain that target pressure curve. This combination of technology effectively allows each hot runner nozzle to control an individual injection unit at each gate. Individual closed-loop pressure control at each gate can be used for extremely complex parts, family tools with drastic part weight differences, higher cavitation of precision parts and modular tooling.
Although cavity sensor and hot runner valve gate control technologies individually offer impressive advantages for molding, even greater gains can be achieved by combining these two technologies. In addition, new applications for these smart tools are being developed that will allow stable processes to be created for even the most challenging applications.







Related Content

Advancing Moldmaking and Plastics: Trends in 3D Printing, Automation and Sustainability
NPE 2024 showcased the latest trends and technologies in innovation, efficiency and sustainability for moldmakers and molders, featuring advancements in 3D printing, automation, design and virtual reality/augmented reality/artificial intelligence.
Read More
Products and Services for Multiple Moldmaking Needs
New year, new technology roundup! Featured here is a collection of product offerings, from profile milling cutters to industry-specific CAD/CAM software to innovative hot work tool steels.
Read More
Dynamic Tool Corporation – Creating the Team to Move Moldmaking Into the Future
For 40+ years, Dynamic Tool Corp. has offered precision tooling, emphasizing education, mentoring and innovation. The company is committed to excellence, integrity, safety and customer service, as well as inspiring growth and quality in manufacturing.
Read More
Tool Paths, ERP & Improving Efficiency in Your Toolroom: What Did You Miss in February?
We covered a variety of topics in February. From tool paths to ERP and PTXPO coverage, we hope you didn’t miss anything but here is your cheat sheet if you did.
Read MoreRead Next

Taking Control of Finer Surface Finishes at Higher Speeds
An increased interest in five-axis machining—coupled with advances in controls and cutting tools—add up to finer surface finishes at higher speeds.
Read More
Are You a Moldmaker Considering 3D Printing? Consider the 3D Printing Workshop at NPE2024
Presentations will cover 3D printing for mold tooling, material innovation, product development, bridge production and full-scale, high-volume additive manufacturing.
Read More
How to Use Strategic Planning Tools, Data to Manage the Human Side of Business
Q&A with Marion Wells, MMT EAB member and founder of Human Asset Management.
Read More