
Simulate and Optimize Your Mold Build Process
Mold shops can increase efficiency, lengthen tool and machine life and achieve better surface finish with the same software they use to verify their increasingly complex NC programs.
Share
Read Next



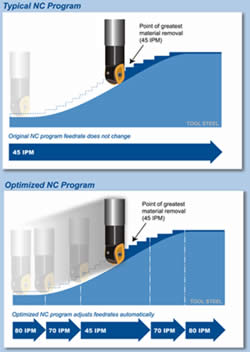
How optimization software works: As the cutting tool encounters more material, feedrates decrease; as less material is removed, the feedrates speed up accordingly. Based on the amount of material removed, by each cut segment, the optimization software automatically calculates and inserts improved feedrates where necessary, and a new NC program is written, without changing the trajectory. Images courtesy of CGTech.

Figure 1: Two 6mm ball end mills after cutting two identical molds. The tool on the right cut the mold using an NC program that has been adjusted using NC optimization software. In addition to the decreased tool wear, the optimized NC program cut the part in less than half the original time and the machine traveled one-third the total distance. Figure courtesy of CGTech.
Most moldmakers are aware of the importance of accurate workpiece verification and many are now finding CNC machine simulation to be a necessity as well. The simulation and verification of CNC machining processes is becoming much more important with the increased use of high spindle speed CNC machines, five-axis machining centers and more complex fixtures and processes. What some moldmakers don’t realize however, is that the same software used to verify their increasingly complex NC programs also can be used to increase efficiency, lengthen tool and machine life, and achieve better surface finish.



NC Program Verification Basics
Machining a mold in a virtual environment is quite similar to setting up and running an actual prove-out on the machine tool. First, the user specifies the stock from which the part will be cut, either by entering dimensions into the software or using a CAD model. Then, after selecting cutting tools, the NC program is used to simulate the motion of the tool removing material from the stock. The programmer can watch the material removal process and see details of how each cut changes the shape of the part. This eliminates having to try to imagine how cuts from the current operation will affect subsequent operations.
During the cutting simulation, the software automatically detects problems such as fast feed errors, gouges and collisions that could potentially scrap the part, break the cutter or crash the machine. If an error is discovered, the programmer easily identifies the offending NC program record by mouse clicking on the error. The problem can then be fixed in the CAM software so that an error-free NC program is sent to the machine.
Analysis of the as-cut mold delves deeper into the verification process. Is the resulting mold dimensionally accurate? Does it match the final desired mold shape? NC verification software enables the user to zoom in on suspect areas for in-depth inspection. The part can be rotated and cross-sectioned at any angle to check areas that would otherwise be impossible to see, such as the intersection of drilled holes. Detailed measurement tools enable the user to verify dimensions such as wall and floor thickness, hole diameters, corner radii, scallop heights, depth, gaps, distances, angles, volumes, etc.
Some simulation/optimization software also provides the ability to automatically compare the as-cut part with the original design, and includes the ability to embed the CAD design model inside the stock, automatically comparing the design to the in-process workpiece in order to reveal any differences such as gouges or excess material not removed by the machining processes.
After running the simulation and making sure the NC program contains no errors, and that the resulting part is dimensionally accurate and matches the design, the NC program can be run on the machine without needing to waste time machining a test part.
Optimizing High-Speed Machines for Maximum Efficiency
To be competitive in today’s international marketplace, NC programs need to be not only fast but efficient. In the case of machining, the most efficient NC program is the one that removes the largest volume of material in the least amount of time. But it does not typically do it using the fastest possible feedrates.
To create the most efficient machining processes possible, optimization software can determine the best feedrates to use for each cut. Achieving the best feedrates for each cut in an NC program is certainly a desirable goal, but it is practically impossible to do manually, especially on a large mold machining path. Trying to visualize the cutter contact and cutting conditions for each cut in a large NC program, then calculating the best feedrates for the cuts, and finally manually inserting hundreds or thousands of different feedrates for each changing condition is not practical. An incorrect feedrate estimate or editing error can break the cutting tool, damage the fixture or scrap the part.
Without software to optimize the feedrates, the moldmaker or NC program-mer is forced to choose a single feedrate for an entire machining sequence. Because of this restriction he must choose his feedrate and machining strategy to ensure the cutter will not be overloaded and break. Thus he must choose either a slow conservative feedrate with heavier cuts, or use a machining strategy with very light cuts at a higher feedrate. Unfortunately, in his attempt to avoid overloading or breaking the cutter, either choice results in very inefficient machining, and usually premature cutter wear. The resulting wasted time and increased costs are not tolerated in today’s internationally competitive environment.
The most common choice today is to select a machining strategy that allows running the machine at or near its maximum feedrate while using a small enough axial depth-of-cut so there is never an excessive removal rate that could break the cutter. While this high-speed machining technique is attractive because the machine is moving as fast as it can, it is not cutting very efficiently.
Cutting at or near a machine’s maximum feedrate, with very light cuts and a small step-down can actually create many inefficient passes and can defeat the goal of reducing time. Also, this method often results in premature cutter wear due to the light chip load (see Figure 1, page 41). Achieving the shortest cutting time is unrelated to feedrate, but rather is directly the result of achieving the highest volume removal rate. High-efficiency machining—cutting a part in the least amount of time—is the real goal. Cutting at a greater depth than is typically recommended by most high-speed strategies is often much more efficient, but the danger is the cutter may encounter an overloaded condition—causing breakage or exceeding the horsepower on the machine. The key to achieving high-efficiency machining is to vary the feedrates to achieve the highest volume removal rate possible, while still protecting the cutter from overloading or breaking.
High-efficiency machining is only possible with software that will adjust NC program cutting speeds to make the machining process faster, more efficient and of higher quality. This is a knowledge-based machining approach that uses a combination of software to detect conditions and adjust feedrates according to settings entered by each shop’s local machining expert, essentially adding intelligence to each cutter in the shop. During the simulation, the software knows the exact depth, width contact area and direction of each cut because the software also knows the exact shape of the in-process material at every instant of the machining sequence. And, it knows exactly how much material is removed by each cut segment and the exact shape of the cutter contact with the material.
The precise cutter/stock geometry information can be used, for example, to calculate the maximum chip thickness for a given cut. Chip thickness is more than simply feed per tooth or the amount of advance into material for each tooth of the cutter. It is a complex 3-D modeling of the cutter and the material volume, requiring determination of the maximum engagement of the tooth into material. This calculation requires an accurate 3-D model of the instantaneous in-process material.
With this unique knowledge set, optimization software determines the best feedrate for each cutting condition encountered—taking into account the volume of material removed, chip load, and machine acceleration and deceleration requirements. If desired, the software also can divide cuts into smaller segments and vary the feedrates as needed in order to maintain a consistent chip load or volume removal rate. It then creates a new NC program with the same trajectory as the original, but with improved feedrates.
Maintaining a constant chip thickness is especially important in high-speed finishing operations. As much as 40 to 60 percent of mold and die manufacturing costs are associated with the finish machining process. Reducing the time required during this phase is a significant benefit that can dramatically improve the way manufacturers do business. And, using optimization software is a way to combat the chip thinning problem, as recommended by the cutting tool manufacturers to significantly increase tool life.
Moving Beyond the Workpiece: Simulate the Entire CNC Machine
In addition to simulating and verifying that the NC program produces the correct finished part, the right simulation/optimization software should enable manufacturers to build and simulate entire CNC machines in order to eliminate potentially disastrous machine crashes. A machine crash can be very expensive, potentially ruining the machine, and delaying the entire manufacturing schedule. But by simulating the machine and machining process beforehand, the chance for error is dramatically reduced. Proving-out new programs on the machine becomes an unnecessary step saving valuable production time.
Machine simulation software should detect collisions and near-misses between all machine tool components such as axis slides, heads, turrets, rotary tables, spindles, tool changers, fixtures, workpieces and cutting tools. It also should detect near-misses between machine components to check for close calls, and also detect over-travel errors.
The virtual machine tool model used during simulation can be created by the user or it can be supplied by the software vendor. Using sample machines supplied with the software can be an excellent starting point to create nearly any specific machine configuration. Most importantly, a broad selection of CNC control configuration files should be supplied. These control files emulate the CNC control’s behavior and include various models of controls. Simulation of tool change, motion, cycles, sub-routines, macros, loops, etc. for all popular CNC controllers should be supported.
As expensive high-speed machining centers become more prevalent in the moldmaking industry, it becomes increasingly important that companies understand how to protect and get the most from their investment. There are a number of reasons why NC program simulation and optimization is important for high-speed machines and high-speed machining. For example, high-speed machines:
- Cut between 10 and 50 times faster than conventional machines
- Are very expensive
- Use expensive and fragile cutting tools; advanced inserts, balanced cutter bodies and holders
- Are extremely sensitive to feedrate errors
- Are extremely sensitive to cutting volume errors (both too little and too much)
- Must maintain optimum cutting condi-tions at all times
With high-speed machines, there is an extremely low tolerance for feedrate and spindle speed errors. By the time an operator detects an error, it is most likely too late. The nature of the machining demands that optimum cutting conditions be maintained at all times.
Documenting the Process
Optimization/simulation software should include powerful tools for creating custom reports, tailored for a specific user/department/company’s needs, containing useful process information generated during the simulation. The automatically generated documents can be used for shop floor or in-process documentation, NC programming documentation, or to capture valuable process information generated during the session.
The software also should offer highly customizable report layout in standard HTML or PDF format, which includes the ability to specify page design, fonts, graphics, tables, pictures, statistics and user-defined information critical to documenting the CNC machining process.
Additionally, optimization/simulation software should be able to be used to create robust inspection instructions in very little time. Typically, a manufacturing engineer, NC programmer or process planner manually creates these instructions to tell the machine operator what to measure and how to document the results. Without an in-process model of the part, manual methods are very tedious and prone to mistakes. Highly-customizable inspection instructions can be created by the software automatically. This helps to establish a formal, but incredibly easy and efficient method to create the necessary documentation. This feature works by using built-in measurement features together with an in-process geometry created by simulating the NC program.
Adding Value to the Mold Build Process
Simulating CAM output to view basic workpiece material removal is no longer enough in today’s incredibly competitive global marketplace. It is critical to be operating as efficiently as possible; modern simulation and optimization software has become a valuable tool to minimize the cost and time of production while maintaining or increasing product quality. It has evolved into an important process that protects and frees up CNC machines, helps to eliminate scrapped parts and creates in-process reports that can be utilized throughout the mold build process.








Related Content

Solving Mold Alignment Problems with the Right Alignment Lock
Correct alignment lock selection can reduce maintenance costs and molding downtime, as well as increase part quality over the mold’s entire life.
Read More

Moldmakers Deserve a Total Production Solution
Stability, spindle speed and software are essential consideration for your moldmaking machine tool.
Read More
Three Good Reasons to Switch from Three- to Five-Axis Machining in Moldmaking
Five-axis machining technology is a great tool in the moldmaker toolbox.
Read MoreRead Next

How to Use Continuing Education to Remain Competitive in Moldmaking
Continued training helps moldmakers make tooling decisions and properly use the latest cutting tool to efficiently machine high-quality molds.
Read More
How to Use Strategic Planning Tools, Data to Manage the Human Side of Business
Q&A with Marion Wells, MMT EAB member and founder of Human Asset Management.
Read More
Are You a Moldmaker Considering 3D Printing? Consider the 3D Printing Workshop at NPE2024
Presentations will cover 3D printing for mold tooling, material innovation, product development, bridge production and full-scale, high-volume additive manufacturing.
Read More