
Setting a Standard in Hot Runner Design
Keeping hot runner system costs down is key to efficient injection mold design.
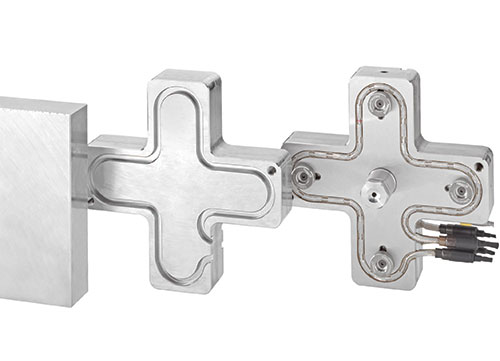
Figure 1 - A standard hot runner manifold like the one shown here has an essential role in advancing hot runner design. Figures courtesy of Hasco North America.

Figure 2 - Consider a standard multi-module assembly when looking to increase part quality in high-volume production.
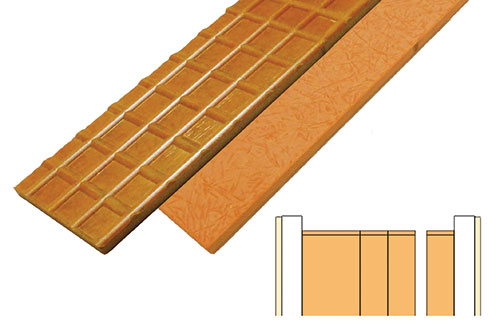
Figure 3 - Exterior-panel thermal insulating sheets stop heat from escaping a heated mold, which helps reduce energy costs throughout the molding process.



Designing standard items into a hot runner system or hot half can help reduce initial material costs and downtime, simplify spare parts ordering, increase design flexibility and system reliability, ease maintenance, and improve product delivery and quality. These standard items include parts a hot runner manufacturer has on hand and ready to ship with minor adjustments, such as manifold blocks, heated hot runner nozzles, sprue heaters and gates. These basic hot runner parts are necessary for maintaining the fluidity of the molten plastic and moving it from the molding machine nozzle, through the system and into the cavity to create the molded product. Advances in hot runner system and hot half design can ease the transfer of a range of plastics materials, including complex molding materials such as nylon and polysulfone, while keeping costs to a minimum. Standard parts can play a key role in advancing hot runner design.
Melt flow channel configurations vary by diameter size and may require multi-level channel machining. The heating value is the temperature required to heat up the steel block or nozzle to keep the plastic molten yet avoid its degradation before it is fully through the system. Melt flow configurations and heating values are confined by resin type and part configuration, which vary for most systems. This leads to the assumption that standardization would be nearly impossible. However, it is possible to standardize with off-the-shelf items in your system design. Standardization begins with a blank steel block that is customized with inner machining solutions, enabling maximum design flexibility while maintaining an engineered system. Here, we break down a typical hot runner system to highlight the benefits of “going standard:”



Manifolds. Standardization involves a wide range of standard blank manifold blocks, available off the shelf, that require minimal final machining of the inner melt flow channels, therefore maintaining the manifold block’s outside dimensions and allowing them to align with a range of standard mold base plate sizes. This helps to ensure the availability of variable nozzle drop hole distances, customized melt bore sizes, and bar- or cross-shaped drop locations. Basically, limiting machining on the manifold to only the inner melt flow bore, while keeping the outer size and heating values unchanged, allows use of the same stock manifold block in a wider variety of process applications. This also enables manifolds to be completed in days, not weeks.
Today’s standardized manifold blocks (see Figure 1) allow hot runner systems to have the latest temperature configurations but keep overall costs down. Standard externally heated manifolds are developed with flexible heating elements that produce the required watt density to heat the steel mass for optimal production. The flexibility of these off-the-shelf heating elements ensures continuous production with reduced downtime, and simplified maintenance and repair.
Ready-to-install standard manifolds save time and money because they do not require complex initial designs and calculations, as they are prepared with the appropriate nozzle locations and required machining. Cavity placements are identified in the mold design, and these determine the nozzle drop locations that are required in a hot half or hot runner system. Standard manifold blocks are designed with a range of nozzle or gate locations for each size, enabling the use of the same manifold size for several projects, but with different gate locations.
Complex system designs or calculations also can be avoided by using solid 3D models of standardized manifolds and nozzles with blank internal options that meet system and process material requirements. The hot runner supplier can then complete the inner calculations and design, while using the outer size that has been selected by the mold designer.
An important aspect of internal manifold melt flow is the residency time of the molten plastic, or how long the melted plastic resides within the manifold. If this is not correctly managed, it can cause overheating, degrading and/or burning of the material, which may result in cosmetic defects or even lead to employee health risks. Hot runner system temperature profiles help determine the appropriate heat to yield safe part injection, which is essentially the heat required to keep the melted plastic moving through the system and into the cavity to produce the parts.
Nozzles. Standard hot runner nozzles are available in a range of shot-capacity sizes in styles required for most plastic materials. Nozzles are another key to managing material residence time and tailoring melt flow for optimal use, as they act as a bridge between the manifold and cavity gate to keep the inner melt flow moving properly and completely. Hot runner nozzle assemblies with removable nozzle tips offer processors additional options to change or adjust how flow through the gate is accomplished. These interchangeable tips keep the nozzle assembly as a standard, yet allow for changes or specialization options.
Standard, off-the-shelf manifold and nozzle assemblies use separate stock spare parts, further making hot runner system design more economical and maintenance easier. Instead of replacing the whole hot half, system, or manifold or nozzle assembly, only individual spare parts are required.
Multimodule systems. When it comes to achieving quality parts in high-volume production, a standard multimodule system should be considered. The multimodule hot runner system uses a type of standard hot runner nozzle that screws into a round manifold block (see Figure 2). The design of the round manifold block is based on the same principle as the bar or cross manifold. It has screwed-in nozzles that provide a leak-free, close, circular pitch design for optimal cavity placement, which reduces mold base size and machining costs.
Individually controlled nozzles and tips provide a uniform temperature profile over the entire flow path, from melt entry to cavity gate. This multimodule standardized system is suitable for use with simple to complex engineered plastic materials that require a narrow processing window. For example, polypropylene (PP) melt and mold temperature has a wider variable at 50-60°C than that of a complex material like polyether ether ketone (PEEK), which has a closer variable at only 30°C.
Hot runner system insulation. A final design recommendation for added cost savings in using hot runner standards is carbon footprint optimization. Heating up hot runner systems requires energy, which is wasted by simply allowing a “chimney” or when the heat is allowed to radiate out of a system while in process within the molding machine. This heat loss will require excess heating of the hot runner system, further wasting energy and money. One solution is encasing the hot half side of the mold with insulator sheets designed with a honeycomb structure that forms additional insulating air chambers when applied against the outside surfaces of each mold plate within the hot half (see Figure 3). The external insulation prevents the heat from escaping the heated injection mold, therefore providing considerable energy savings during the heating phase and throughout the injection molding process.







Related Content

6 Ways to Optimize High-Feed Milling
High-feed milling can significantly outweigh potential reliability challenges. Consider these six strategies in order to make high-feed milling successful for your business.
Read More
The Ins and Outs of Hot Runner Temperature Control
A training checklist that explains the why and how of proper hot runner temperature control and system management.
Read More
Machining Center Spindles: What You Need to Know
Why and how to research spindle technology before purchasing a machining center.
Read More
Read Next

How to Use Strategic Planning Tools, Data to Manage the Human Side of Business
Q&A with Marion Wells, MMT EAB member and founder of Human Asset Management.
Read More
How to Use Continuing Education to Remain Competitive in Moldmaking
Continued training helps moldmakers make tooling decisions and properly use the latest cutting tool to efficiently machine high-quality molds.
Read More
Are You a Moldmaker Considering 3D Printing? Consider the 3D Printing Workshop at NPE2024
Presentations will cover 3D printing for mold tooling, material innovation, product development, bridge production and full-scale, high-volume additive manufacturing.
Read More