What is your concept of production? Is it 10,000, 100,000, 500,000, a million parts or more? The definition of production is highly subjective, varying from person to person. This in turn causes misinformation and confusion about options for mold materials and their selection, especially aluminum.
Although aluminum tools are capable of producing production quality and high volumes of parts, they are most often scrapped for steel tools, which never run to the aluminum tool’s maximum component capability. Why should “production” only be associated with steel tools?
Making Sense of the Misconceptions
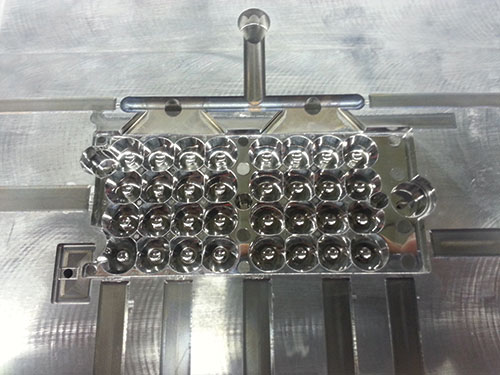
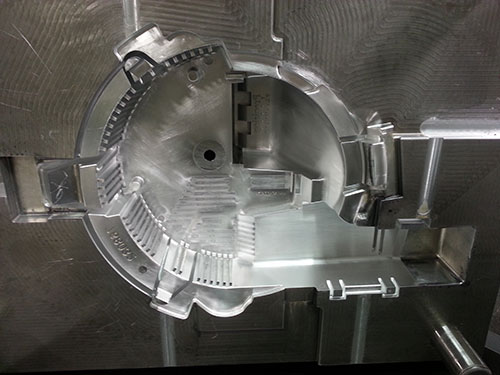
Review the images presented here, and then let’s break down six common misconceptions about aluminum tooling.
1. Aluminum is for prototypes only. Aluminum is a strong, durable product that should not be synonymous with prototypes only. Today’s aluminum grades are more technically advanced than ever, and when case–hardened, some grades can have equal the tensile strength of P-20 steel. The highest aluminum grades have a hardness factor that compares to hardened H-13, S–7 and stainless steel.
For lubricity, and abrasion and corrosion protection, an electroless nickel phosphorous coating is sometimes applied to the aluminum that takes the surface hardness up to 54 RC. This coating can be applied as thick as 0.0005 inch, and can be easily stripped and reapplied without any damage to the aluminum base material. The coating helps meet higher part volume demands as well as achieve protection against excessive wear on the tool from glass-filled resins. It can also be used to obtain a Class-A surface finish on the mold.
2. Aluminum molds cannot produce quality parts or a production quantity. This misconception exists primarily due to a lack of knowledge about proper aluminum tooling practices. Aluminum is much different to work with than steel. It is a more forgiving material, but requires a certain amount of vigilance when processing. Aluminum’s thermal conductivity allows for faster and more consistent resin flow into a mold, which produces a more stable product and yields less scrap. In other words, plastic flows easier in aluminum with less pressure, resulting in less warpage and more dimensional stability.
Changing production trends may help deal with the perception that aluminum molds cannot handle the same production quantities as steel. In many applications, OEMs are introducing new products more frequently, so requisite part production volumes are not as high. When properly designed and machined, aluminum molds can achieve these levels of production.
3. Aluminum molds cannot withstand the pressure, clamp and wear that hardened-steel molds can. Customers commonly believe this myth because, in the past, poor aluminum grades were often used to make molds without considering the resin material that might be used in them and end-use quantities. In most cases, due to the aluminum’s thermal conductivity and better dissipation, resins flow and fill molds faster with less injection pressure. This means that aluminum molds often require less clamp pressure to accommodate the easier fill rate and provide a more even heat transfer. In addition, the more-consistent resin flow eliminates the hot and cold spots that are occasionally seen in steel molds.
4. Aluminum cannot hold the tolerances or cycle times to be efficient in a production environment. Although this is a common belief among designers and engineers, aluminum can and does hold tight tolerances when it comes from a knowledgeable supplier with good tooling practices. Just as there are “steel-safe conditions” for shrinkage or critical dimensional tolerances for steel, there also are “aluminum-safe conditions” to ensure that key dimensional areas meet the same criteria as steel.
5. Aluminum has a higher price per pound than steel. While it is true that aluminum is more expensive per pound, steel is more than 60 percent heavier, so the price for the mold material alone may be similar in the end, according to most cost comparisons.
But aluminum is inherently much faster to work with. Time studies indicate that, for the average part geometry, aluminum cuts 30 percent faster than steel. Also, steel can be harder on the cutting equipment and tools, which may result in additional costs that are passed on to the customer.
Aluminum also polishes faster than steel, reducing build time. Even hard-coated aluminum does not add significantly to the final cost of the tool, because the cost to hard-coat is oftentimes only a very small percentage of the overall mold cost.
6. Process validation cannot be done with a prototype/aluminum mold. Oftentimes aluminum molds are not considered for certifying or approving a molding process for a final product design because customers are unaware that aluminum can maintain a consistent process with very stable dimensional and esthetic results. For example, with QC-10 aluminum, as much as 75 percent of the heat dissipates in the mold, so parts cool more quickly without the hot spots and molded-in stresses that are common to parts from steel molds. This yields improved finished part stability that translates into better all-around quality.
Summary
Aluminum may not be the answer for all applications, but asking the following questions will help you determine what type of tooling is required for your next project:
• What is the expected product lifespan?
• Will the product resin choice inhibit the type of mold material needed?
• Will the part geometry limit the type of mold required?
• What are the part tolerances, and are there special esthetic requirements?
• How fast can the product get to market, and what is the best price advantage?
Aluminum tooling does not just offer the bridge to a faster product launch or the cost savings necessary for a planned budget. It can be a successful alternative to steel tooling with huge benefits that will continue to advance and influence the future of the plastics industry.