
High-Performance Machining - Putting It Into Practice
Most companies are looking for three basic things: to make parts faster, better and cheaper. Often, meeting these goals requires a change in process, tooling, the machine tools and/or CAM software.



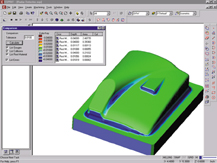
Figure 3: Simulation of a finished mold.
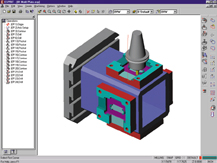
Figure 2: Simulation of a solid mold.
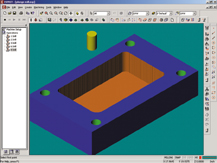
Figure 1: Screen capture displaying plunge milling.
The most expensive way to upgrade your current system is usually through the purchase of a new machine tool. However, after a new machine is purchased, few companies learn to fully utilize the equipment to its fullest potential - neglecting to address all of the issues involved in quality machining. Shop floor results are usually disappointing compared to the machine's performance in the showroom. The significant cost of a high-speed machine - combined with a lack of understanding about how best to utilize its capabilities - are some of the reasons why many shop owners forgo development in the other crucial areas.
High-Speed Machining Versus High-Performance Machining
The first step in achieving showroom success on the shop floor is to look at the terminology commonly used in the machining world. The term "high-speed machining" (HSM) has been, and continues to be, a popular buzzword since the early 90's - particularly in relationship to parts produced by machining centers. HSM tends to be limited to the milling of highly sculpted type parts typical to the mold/die and aerospace industries. HSM does not address other operations commonly performed in mold shops, like drilling and boring.



"High-performance machining" (HPM) is a more apt term because it encompasses all types of machining operations and is more than high feeds and speeds. High-performance machining is achieved when the best, most cost effective technologies are put to use on the shop floor. HPM is a comprehensive package, taking into consideration your existing and potential machine tools (the entire machine, mechanical characteristics and the control and servo drive performance), tooling, tool holders, fixtures, part processing and machining strategies.
To get the best results, all aspects of HPM must be taken into account. For example, if the weak link in your production is tooling, it will do little good to purchase a new machine tool if you do not address the tooling issue as well. Often, shop owners must deal with several issues at one time. Of utmost importance is realizing that the neglect of one or more items means that your shop will not get the full benefit of high-performance machining.
Perceived Versus Real Barriers to HPM Success A real-life illustration of the importance of this point can be found from a mold shop that had purchased a new 10,000-rpm, 35hp VMC for about $225,000. Shortly after installation, the customer was claiming that the machine would not bore a good quality hole in his mold bases.
It was observed that the machine was creating 1.5"-diameter bored holes with a surface finish of 250 rms at its best. The measured diameters showed that they were all over the place. An investigation of the tooling showed that the boring tool was an ancient brazed carbide boring bar and the drills were HSS twist drills. After substituting state-of-the-art insert drills and boring tools used previously for HPM, the resulting drilled - and then bored - test holes were mirror finish round within .0001".
The same company also asserted that the machine would not mill. Again, it was using some older HSS endmills. The company tried some aggressive, indexable insert milling cutters. The cuts it then made removed more material faster than the HSS tooling and the machine handled these cuts with ease (see Chart 1). The owner was amazed to say the least, and the company ordered upgraded tooling immediately.
| Pocket Milling in P20 Mold Steel (Traditional Milling vs. Plunge Milling) Rough Mill 20" X 15" Pocket to 5.0" Deep |
|||||
| Tool | D.O.C. | W.O.C. | # of Passes | Feed/Speed | Metal Removal Rate |
| Multiple HSS/and Insert Tools | .4" to .1" | 2.0 - .5" | Many | 30 - 2 ipm | 20"3 - 2.3 |
| 2.0 Plunge Mill | N/A | 4" Step Over | 450 Hole Cycles | 30 ipm 763 rpm | 25"³ |
In this example, both the milling and boring issues started out as a perceived problem in the machine. As is often the case, the customer had mistakenly thought that the machine had a bad spindle or some other rigidity issue. But with some changes in strategies and tooling, the machine ran the parts faster, the tooling cost was lower per part and the process was easier on the machine (see Figure 1).
Moving Your Shop Towards HPM
Moving towards high-performance machining is a process that takes time. How much time depends on how much effort a shop owner can and will put into enacting high-performance machining - but it can be a reality for all machine tool users. If you want to get serious about your manufacturing capabilities, be a student. The following is a summary of the recommended steps for a successful transition.
Improvement is Priority Number One
The first step is to make improvement a priority. The move towards high-performance machining must be someone's official job. If you do not assign a specific leader for this task, the tyranny of the urgent will drastically reduce your company's ability to move forward.
Make it a Team Effort
The effort to improve must be a team effort. The team should consist of management, manufacturing engineering and shop floor people. This group must have the authority - or at the very least be able to make strong recommendations - to purchase what is needed to make the desired improvements.
If it is not a team effort, your company will most likely not reach its goal for improvement. Far too often individuals who would like to improve some process have been stopped because they had no support from the people who have the authority to make the necessary investments. Those who are comfortable with "the way we always do things" will need some convincing, but working together as a team can build the excitement and momentum needed to reach your goals. You must realize that the competition is not sitting still - and if you are, you are in reality moving backwards.
Do the Necessary Legwork
Once the team has been established, the next step is to see if the shop can get more out of its previously purchased equipment. If your company has already decided that you must buy a new machine tool, the team should concentrate on learning how to best utilize the new equipment before it arrives.
Start with the parts you are currently manufacturing. What processes on these parts will take the majority of the time? Identifying the most time-consuming processes will give you a point of reference as to where to concentrate your first efforts.
Next, contact your machine tool supplier and see what advice their applications people can offer about your particular processes. At the same time, you should work to develop a relationship with tooling suppliers. Both these groups of people should be able to give you recommendations on how to best apply the machine and cutting tools to make improvements in your part processing. Often, tooling vendors come in with different tools for you to test on your parts. Other good sources of information are machine tool shows, machining seminars and trade magazines.
Lastly, take the information your team has gathered, purchase what you need accordingly and start to apply the process improvements to your parts.
Put What You Learn Into Practice
Because most mold and die applications are one-of-a-kind parts, shops can gradually phase in the new tooling and/or processing over the next several parts. Even on one-of-a-kind parts, there are features that require repeating similar machining strategies. Once you reach your goal on one process, move on to the next.
If you do not want to perform tests on actual parts, set up tests in scrap material. The test cuts can be simple straight line cuts or drilling holes. The results of such tests are applicable to many real life parts. One example comes from a company that had just purchased an established mold shop. It regularly machined stainless steel glass molds. The VP of the new company knew that the shop was not getting the full benefits from its machinery. He and his manufacturing engineer were in the process of finalizing the purchase of a new VMC. This new machine was practically identical to one the company had purchased a few years earlier.
During a visit to the manufacturer, the VP experimented with a variety of cuts - similar to ones that the company does on the glass molds - in scrap pieces of stainless steel with some of the tooling in stock. The customer went home and ran additional tests on actual parts based on what he had done.
First, he drastically increased the speeds and feeds. Then, he increased the tolerance of the toolpath and decreased the step-over to reduce handwork (this made for a longer part program). The cutting tool and tool holder were already of high quality, so they did not need replacing. The machining time for one of these parts had been 50 minutes. After the tests, he had reduced the machining time from 50 to 10 minutes and the part produced was of a higher quality then before. The same machine - the same tool - offered five times the production rate! Just think how much money the company could have saved if it had made these adjustments when it had gotten the first machine three years earlier.
Cheaper Isn't Always Better
The company mentioned above made a 500 percent improvement in cycle time with no real investment, just some time to re-program the part and run a few tests. That may not be the case for everyone. In fact, there will come a time when you will not be able to make any further improvements without the purchase of a new machine tool. But before going that route, make sure that you are getting the absolute most from your existing machines and tooling.
When looking at tooling, machine tools, software, etc., do not go with the lowest bidder without weighing the benefits of the higher priced options. Quite often the more expensive option will really be a lower cost solution in the long run.
An illustration of "cheaper isn't always better" can be from yet another company looking for a VMC to produce glass molds. It looked at machines in all price ranges. It asked every machine tool builder it was considering to make the same part, and in the end it chose machines probably two to three times the price of the low-end machines. The decision was based upon which machine produced the parts the fastest and of the highest quality.
The scenario just described is not at all uncommon - many shops purchase tooling based on performance, not cost. Performance is what will make you profitable, not a low base price.
Be a Good Student
A mold and die shop recently began its transition to high-performance machining. After some consultation, it decided that the first area to attack was the manufacturing of small inserts for its progressive dies and injection molds. It purchased a new VMC and tooling, and began learning how to best utilize the new equipment.
About six months after the machine was purchased, the shop received an order for 64 mold inserts. Meeting this demand would be the first real test of the knowledge that it had been accumulating. The successful conversion from EDM to HPM earned the company a savings of 860 hours - 38 percent of the production time. The shop's decision to be a good student through continued study and practice was the key to its outstanding results.
Invest in a Flexible CAM System
The assistance of a CAM system is often needed to program a wide variety of complex parts, and there are a number of software applications to evaluate before a purchase. However, the best CAM system is not necessarily the one with the most features. It is often the one with a strong set of standard machining cycles that can be easily augmented by the user. The ideal software enables programmers to create customized routines that extend beyond the ordinary toolpath. CAM that includes Visual Basic facilitates easy customization by supplying an industry standard macro language. Further, users should be able to store their machining knowledge and preferences inside the CAM system in the form of a database that can be accessed for use on any part. In addition, a full library of editable post processors should be available so that users can adjust them to suit their specific machining needs.
Realistic simulation that shows the machining in the same manner as the machine would move also is a part of a successful CAM system. This feature is particularly useful on multi-sided parts machined with rotary tables. When running a difficult part it can be helpful to actually have the PC out on the shop floor with you to update the toolpath on the PC, simulate the changes in the CAM system, DNC the code to the machine and start cutting (see Figures 2 and 3).
Know Your Partners
When you invest in machinery, tooling and software, you are not just purchasing a product - you are investing in a company. The buyer really becomes partners with these companies, so it is vital to choose your partners carefully. Shops purchasing new equipment, tooling and CAM applications should look for companies that not only listen to their ideas, but also incorporate them into practical additions to the product. A good partner company will stick with you and ensure that the return on your investment is truly high-performance machining.
![]()








Related Content

MMT Chats: Solving Schedule and Capacity Challenges With ERP
For this MMT Chat, my guests hail from Omega Tool of Menomonee Falls, Wisconsin, who share their journey with using enterprise resource planning (ERP)—and their people—to solve their schedule and capacity load monitoring challenges.
Read More
MMT Chats: 4 Keys to a Successful Mold-Building Operation: Innovation, Transparency, Accessibility and Relationship
MoldMaking Technology Editorial Director Christina Fuges chats with Steve Michon, co-owner of Zero Tolerance in Clinton Township, Michigan, about the excitement of solving problems, the benefits of showing gratitude, the real struggle with delegation and the importance of staying on top of technology. This episode is brought to you by ISCAR with New Ideas for Machining Intelligently.
Read More
Tackling a Mold Designer Shortage
Survey findings reveal a shortage of skilled mold designers and engineers in the moldmaking community, calling for intervention through educational programs and exploration of training alternatives while seeking input from those who have addressed the issue successfully.
Read More
The Critical Role of Management Representatives in ISO 9001
In ISO 9001 quality management systems, the Management Representative (MR) plays a crucial role. While the 2015 version of ISO 9001 no longer mandates this position, having a trusted management member serve as an MR remains vital for streamlining operations and maintaining quality standards.
Read MoreRead Next

How to Use Strategic Planning Tools, Data to Manage the Human Side of Business
Q&A with Marion Wells, MMT EAB member and founder of Human Asset Management.
Read More
Reasons to Use Fiber Lasers for Mold Cleaning
Fiber lasers offer a simplicity, speed, control and portability, minimizing mold cleaning risks.
Read More
Are You a Moldmaker Considering 3D Printing? Consider the 3D Printing Workshop at NPE2024
Presentations will cover 3D printing for mold tooling, material innovation, product development, bridge production and full-scale, high-volume additive manufacturing.
Read More