
Electrode Material effect On CNC EDM, Part 2
A discussion of the reasons why the use of more, economical electrode material is not always the most cost-efficient means of CNC EDM
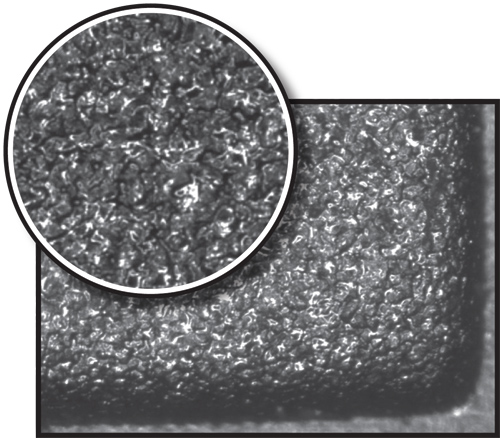
FIGURE 1: Magnified surface finish of a cavity EDMed with an electrode material from the superfine classification.
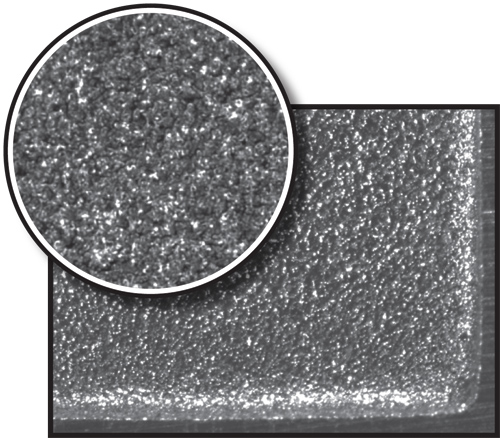
FIGURE 2: Magnified surface finish of a cavity EDMed with anelectrode material from the ultrafine classification.

FIGURE 3: Example of differences in the electrode material structure from one material classification to another.



All too often, an EDM is purchased on the premise that optimum performance will be realized regardless of the electrode material used. Part one of this article (March 2010) introduced the effect that the electrode material can have on the adaptive control of a CNC sinker. This article will describe the details of a test conducted with an identical rib detail machined from materials of two different classifications and programmed to complete the same task.



Test Case
For each cut, two electrodes were used with one to rough and the second to finish the cavity to a 27VDI surface finish at an EDM depth of 1.5”. The objective of this example was to verify the effect of the electrode material on the ability of the machine to provide satisfactory results and determine the associated costs. The differences in the electrode materials used center around the particle size and microstructure. One material is from the ultrafine material classification while the other is a larger particle size material from the superfine graphite classification. In this example, the electrode detail is not deemed to be overly critical as the dimensions of the rib measured .040” x 1.00” with a 1º draft.
The electrode material from each classification completed the EDM process to the required depth with what appeared to be a similar surface finish. However, under magnification, we find that the material from the superfine classification did not provide the required surface finish; and therefore, the cavity will need to be polished after EDM.
The measurement of surface finish in this cavity averaged 31VDI and exhibited a rough texture as illustrated in Figure 1. On the other hand, the cavity EDMed with an electrode from the ultrafine material classification achieved an average surface finish of 27VDI as illustrated in Figure 2.
You may wonder why the surface finish is different if the sinker is programmed to provide the same finish for both examples. The problem lies with the microstructure of the electrode material. The surface finish in the cavity is a reflection of the EDM parameters used in the program and the structure of the electrode material. As the particle size and corresponding porosity of the electrode material becomes larger, the surface finish in the cavity becomes rougher. The controller in the EDM sinker identifies the surface finish requirement as directed by the program and determines the EDM parameters to achieve this finish. It does not take into account the specific structure of the electrode material in regards to surface finish.
Even with consistent EDM parameters, the surface finish will be affected as the structure of the electrode material changes. As Figure 3 shows, the variation in the structure of materials from the ultrafine and superfine classifications are considerable and provide different surface finishes in the cavity.
At this point, there will be an added cost of polishing the cavity illustrated in Figure 1 from 31VDI to the required 27VDI. In the event that the application required an EDM texture finish, the mold would require a secondary process, such as acid etching, to bring the surface finish down to the required value as any polishing will eliminate the texture and potentially scrap the mold.
As previously noted, the cost of EDMing the cavities should also be taken into consideration. Typically, materials of a larger particle size will yield faster metal removal rates and reduce the amount of time spent on the EDM process. Unfortunately these are not always the results that are experienced.
In this case, the larger particle size of the material from the superfine classification caused the adaptive control of the EDM sinker to compensate for conditions in the gap more often than what was required with the material from the ultrafine classification.
This is often caused by difficulties in flushing and extracting the larger particles of the superfine material or excessive contamination in the EDM gap from the increased electrode wear of the larger particle size material. In either case, the machine’s adaptive control must continuously alter the program in order to keep the gap clear.
The cost comparison provided in Part 1 of this article showed that the EDM time for the larger particle size of the superfine material classification was slightly longer than that of the ultrafine material classification. The EDM burn time was reduced by 23 minutes with the use of the material in the ultrafine material classification. In this case, it is not only the 23 minutes that makes the difference, but instead the fact that EDM burn time is improved by almost 15 percent. While this test ran only for a short time, that 15 percent improvement in EDM time can be significant on a much larger EDM application. These savings alone often amount to much more than the added cost of the electrode material.
Summary
The adaptive control in the EDM sinker provides confidence that most parameters of the application will be met. Today’s technologies in machines are more capable to function under extreme conditions with the highest degree of mold detail and tolerances. Capabilities such as monitoring the gap, applying the proper current densities to extremely detailed electrodes and achieving reaction times for rectifying problems in nanoseconds have all but eliminated the concern that the EDM application will experience catastrophic failure.
However, the adaptive control does not determine the structure of the electrode material, but instead reacts to the conditions within the gap that is caused by the material’s structure. Using a lesser quality electrode material that creates excessive fluctuation of a machine’s adaptive control is counter-intuitive to the very reason that adaptive control was required in the first place.
The adaptive control is the safety factor should an issue arise within the EDM process. Often, the use of a superior electrode material allows the EDM burn to proceed without interjection of the adaptive control to overcome a problem. This results in a more efficient burn with consistency in mold integrity. Using inferior materials that result in overcompensation of the machine’s control system may work for a while, but will ultimately end with disaster.







Read Next

How to Use Strategic Planning Tools, Data to Manage the Human Side of Business
Q&A with Marion Wells, MMT EAB member and founder of Human Asset Management.
Read More
Reasons to Use Fiber Lasers for Mold Cleaning
Fiber lasers offer a simplicity, speed, control and portability, minimizing mold cleaning risks.
Read More
Are You a Moldmaker Considering 3D Printing? Consider the 3D Printing Workshop at NPE2024
Presentations will cover 3D printing for mold tooling, material innovation, product development, bridge production and full-scale, high-volume additive manufacturing.
Read More