
Demystifying NC Program Optimization
Understanding the true meaning of optimization will help mold manufacturers optimize their NC program feedrates—saving them money while allowing them to machine parts more efficiently, improve part quality, make cutters last longer and reduce machine wear.
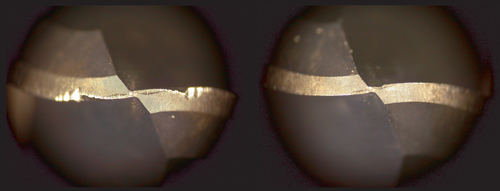
This photo shows two 6mm ball end mills after cutting two identical molds. The tool on the right cut the mold using an NC program that has been adjusted using NC optimization software. In addition to the decreased tool wear, the optimized NC program cut the part in less than half the original time. Images courtesy of CGTech.
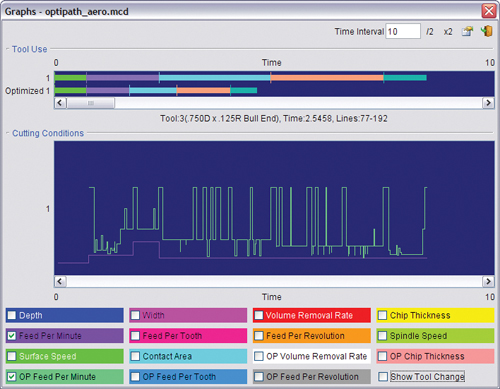
There are many ways to visually analyze the effectiveness of optimization. In this example the top graph shows the length of time each tool spends cutting. The bottom graph compares the feedrate per minute.



Every CAM vendor, machine tool builder and cutting tool supplier promotes the importance of cutting optimization, but what is really meant by optimization? A dictionary defines “optimized” as something that is “as effective, perfect or useful as possible”—certainly a desirable machining objective for any moldmaker.



Defining Optimization
Some CAM vendors refer to optimized software as the software best suited for the types of machines, processes or parts being programmed. On one hand, having CAM integrated with the CAD program may be argued as the most effective and optimum way to work. Conversely, CAM programmers may be better served by selecting specialized software for the type of task, instead of relying on a solution integrated with CAD. Often both arguments are used by the same CAD/CAM vendor depending on the situation.
However, optimized software should not be confused with optimization software. But even narrowing the scope to NC program optimization software the meaning remains unclear. Some CAM vendors refer to NC program optimization as the ability to automatically determine how much stock each cutter can machine without gouging the part. Others refer to optimization as improving the trajectory of the cutting motion by using continuous tangent motion rather than sharp, interrupted movements. Some define optimization very loosely as visualizing the machining process and imagining how to improve it. And then there is process analysis software that combines workpiece material properties and machine dynamics to predict forces, temperatures, etc. caused by a given toolpath. The predicted results can then be analyzed to identify opportunities to manually adjust portions of a toolpath.
Automatically Optimize
These all meet the dictionary definition of “optimization”. However, one of the fastest ways for a moldmaker to achieve a dramatic improvement in efficiency and reduce NC program cycle time is to automatically optimize their NC program feedrates. Simply by optimizing NC program feedrates, moldmakers can achieve a 15 to 50 percent reduction in machining time, longer tool life and better surface finish. Surprisingly, many moldmakers do not take advantage of this technology.
Adaptive Control Technology
On the surface, adaptive control (AC) technology seems to be a viable solution to achieve feedrate optimization. After all, AC senses cutting forces dynamically at the machine and adjusts feedrates in real time to keep the force under a pre-set limit, but there are a number of issues to consider with AC technology. The most obvious is hardware setup and maintenance expense. Each CNC machine must be outfitted with its own AC, which can cost thousands of dollars per machine. Each must then be individually installed and configured, and ACs behave differently on different machines and controls. Once the AC is set up and finally operating correctly, as with any electro-mechanical system, there are also adjustment, reliability and maintenance considerations.
Moreover, AC technology is a reactive system. ACs adjust feedrates based on feedback they receive from the spindle drive motor—that is they adjust feedrates to maintain a constant load on the spindle drive. This type of optimization is appropriate for certain types of very rigid cutters that can take a heavy lateral load, such as face mills or large end mills. But, spindle load optimization cannot always provide the best feedrates for diverse tools, workpiece materials and cutting conditions. For example, a ramp cut does not always significantly increase spindle load. It increases axial load on axis motors as the machine pushes the cutter through material, but it may not increase the spindle load until it is much too late.
Automatic Offline Feedrate Optimization Software
A better approach is to use automatic offline feedrate optimization software that works by analyzing the NC program (G-codes or native CAM output) and cutter contact with the ever-changing workpiece. It then divides the motion up into smaller segments to determine what conditions would benefit by increased feedrates, and where the feedrate needs to be reduced to protect the cutter. Since the software knows exactly how much material is being removed at each segment, it is able to determine the ideal feedrate. The toolpath trajectory is never altered. And one offline software package can be applied to all machines in the shop.
The key to effective automatic feedrate optimization is accurate information about the cutter contact with the workpiece and the state of the NC program. An accurate cutter contact model combined with ideal cutting feedrates for given contact conditions is the basis for automatic feedrate optimization. An NC programmer typically needs to know the ideal cutting feedrate for a given set of cuts before creating a good NC program. If the NC programmer does not know this information from experience, then regardless of the hardware or software optimization tools, creating a good NC program could be difficult.
During path generation CAM systems have no way to accurately determine the step-by-step cutter contact and volume of material removed by each cut. Without a software optimization method that accurately models cutter contact with material, the NC programmer is faced with the difficult task of visualizing the material being removed by each cut in order to get an idea of the in-process material. From there, they need to intuitively make a best feedrate estimate based on their good machining knowledge and guesswork about the cutting conditions. This is an extremely time consuming and error-prone process, so NC programmers are forced to choose only a few (or single) safe feedrates for an entire cutting operation.
Automatic offline feedrate optimization software can eliminate much of the guesswork. The NC programmer and machinist can allow the software to configure itself or they can rely on their own expertise. Often, a combination of the two techniques works best. The software includes a learn mode feature where feedrate settings are captured from an NC program that is known to run well. The captured settings are saved to a library and can be applied to other NC programs cutting similar materials with similar tools. Users have found this method to be an excellent way to get a good starting point for key optimization settings—such as volume removal rate, chip thickness and surface speed. Of course, if an NC programmer already knows good cutting techniques, he can apply his expertise and enter the settings directly.
Finally, after the software has learned good cutting conditions, either from existing good NC programs or from the resident expert, an interactive mode simplifies the process of setting up the next job. In this mode, there is no pre-setup. Menus prompt the user to select settings for each tool while simulating the NC program and a new, optimized, NC program is created automatically in moments. The software then saves the settings for future use.
No More Roadblocks to Feedrate Optimization
One reason feedrate optimization may have been overlooked in the past is the way some feedrate optimization software dealt with hostile cutting conditions on hard materials. This includes conditions such as conventional cuts (where the cutting tooth enters material tangent to the direction of motion), narrow width cuts where the cutting edges are unsupported and cuts with excessive side force. These hostile cutting conditions, which most NC programmers try to minimize, are typically unavoidable when cutting the complex shapes found in today’s molds. Modern optimization software1 identifies these conditions and provides pre-set overrides to ensure safe and efficient feedrates under any circumstance.
Feedrate optimization is easier than ever to implement and use, and as a result, the shop will save money, machine parts more efficiently, improve part quality, make cutters last longer, and reduce machine wear.
1 OptiPath®







Read Next

Are You a Moldmaker Considering 3D Printing? Consider the 3D Printing Workshop at NPE2024
Presentations will cover 3D printing for mold tooling, material innovation, product development, bridge production and full-scale, high-volume additive manufacturing.
Read More
Reasons to Use Fiber Lasers for Mold Cleaning
Fiber lasers offer a simplicity, speed, control and portability, minimizing mold cleaning risks.
Read More
How to Use Strategic Planning Tools, Data to Manage the Human Side of Business
Q&A with Marion Wells, MMT EAB member and founder of Human Asset Management.
Read More