
Cutting Tool Considerations as Mold Complexity Increases
A look from the shop floor at some of the factors to consider during your cutting tool selection decision-making process to optimize your mold machining operations.
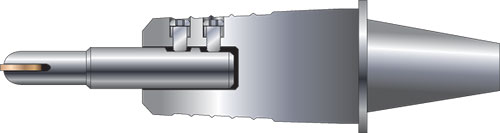
Figure 1 Correct orientation of ball nose finisher and Weldon screws.

Figure 2 Regular and proper insert replacement and installation is essential.
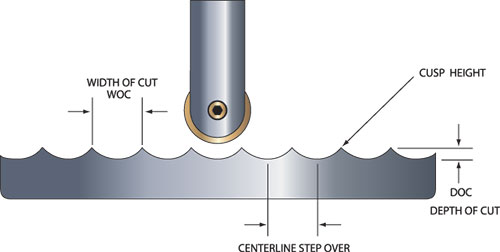
Figure 3 Width of cut should be equal to or greater than depth of cut.



Moldmakers are always juggling the various complexities in a mold build. If the mold is relatively flat, the balls (tennis) are relatively easy to juggle. As the mold becomes more complex or deeper, the weight and size of the different balls changes (add a bowling ball and a ping pong ball). At the end of the day, moldmakers still have to get the job done, and the choices they make when it comes to toolholding and machining impact each job. Here is a look from the shop floor at some of the factors to consider during your cutting tool selection decision-making process to optimize your mold machining operations.
Toolholders
Modern Weldon flat end mill holders are better than they have ever been; however, they still push the rotational centerline of the tool off center when tightened. This eccentric condition has a negative effect on tool life and surface finish (see Figure 1).
Modern collet holders are also much improved, but still flex if tool pressure exceeds their stiffness. However, they are a very economical choice for finishing. Shrink fit holders are an appropriate choice if the tool has a carbide shank. Hydraulic toolholders offer an ideal combination of strength, accuracy and convenience.
Tool Length
Tools need to be as short as possible in any machining operation because excess length reduces stability, which results in poor finishes and reduced tool life. It also inhibits aggressive feed rates.
Modern modular extension systems add rigidity and stability to cutting tools while maintaining concentric rotation.
Insertable Carbide Insert Holder Material
When extension lengths are reasonable, traditional low alloy tool steel insert holders are cost effective and efficient. When the extension increases, different materials need to be considered.
Switching to H13 is an option when trying to stay with steel for the insert holder. A carbide core, which can be inserted into the tool steel holder, is a good first step because the carbide adds stiffness and vibration dampening while keeping the cost low.



The next step up on the stiffness ladder would be to use a carbide shank, but then to braze a steel tip onto the end of the carbide shank. The final step is to have a holder made of a machinable carbide grade. The cost is high, but the material is rugged, accurate and durable.
Carbide and Coatings
Currently there are cutting tool manufacturers making inserts and holders that use a system1 where the screw goes through the insert. Many operators are not aware of the true function to the screw and don’t change it often enough (see Figures 2ab).
The screw preloads the insert into the bottom of the slot as well as centering the insert radially. The high pressure and resulting wear on the barrel of the screw requires it to be lubricated every time an insert is changed—as well as replaced every 10 inserts when finishing. Also when finishing, the holders need to be replaced every 10 boxes of inserts.
Toolholders and inserts do not need to be discarded at this point, but they should be used for non-critical, semi-finishing only.
The diameter, length of cut and extension are all considered when deciding whether to use an insert or an end mill. A point of diminishing financial return is reached when the cost of an end mill is lower than the cost of the insertable tool. This varies, but is usually below ½-inch diameter.
Carbide grades and grinds are continually being improved, but the increases in tool life and chip formation have been smaller in the past several years. Most of the significant improvements have been in coatings in terms of taking the residual stress out of the aluminum oxide coatings, which have the properties moldmakers seek. Aluminum oxide-based coatings are harder and resist heat damage better than other coatings.
Roughing
The traditional concept of roughing at low spindle speeds, deeper depths-of-cut and higher chip loads has changed significantly in recent years. Lighter, faster, shallower depths-of-cuts are now the norm when performing one of the earlier cuts on a mold or die. The main reasons for the changes in how roughing operations are performed are speed and safety. Speed because more material is removed in a shorter time and safety because if an insert breaks, the damage to the tool and part are not catastrophic and easily fixed or replaced.
Z axis or plunge milling is also gaining acceptance and favored when deeper cuts with straight walls have to be made. Plunge milling puts most of the cutting force axially up into the spindle, which increases stability rather than radial side pressure, which tends to force the toolholder out of the spindle socket. The design of the tools and inserts allows larger diameter cutters to increase metal removal, but still transmit most of the cutting forces back up into the spindle.
Finishing
One of the most common mistakes made in the decision-making process is not leaving enough material for the finishing tool. We still have to create enough chip during the cut to absorb the heat that we need, and have to create with spindle speed, to soften the material at the cutting edge. The moldmaker must leave enough material for the insert or end mill to do the actual work.
A good rule of thumb is width-of-cut should be equal to or greater than the depth-of-cut for ball nose cutters and feed per tooth should be equal to the depth-of-cut. There is a great deal of chip thinning occurring during a ball nose or bull nose cutting operation, and the feed rate needs to be higher to avoid rubbing and to create enough mass in the chip to absorb the heat created during the cut (see Figure 3).
Coolant
A final thought is the use of coolant. Traditional coolant may not be the most appropriate choice when it comes to machining cores and cavities. Some prefer air to move and keep the chips away from the cutting edge.
Metered coolant delivery systems are a good choice because you still get the advantages of lubrication and cooling without the danger of thermal shocking—and if a vegetable-based oil is used there are no health concerns.
Summary
Simple, relatively flat molds are easily machined using shorter, more robust tooling with conventional tools and concepts. Complex or very deep molds require different tools and cutting concepts. Choosing the correct tools and cutting concepts saves time and money in the short and long term. Faster, lighter cuts are easier on the operator and on the machine. Roughing can now be done on an unattended basis the same way that finishing is currently done. Shop operators must be constantly on the lookout for new, innovative ideas to stay current on tools, coatings and concepts.
References
1Walter Kieninger Company.








Related Content

Solving Mold Alignment Problems with the Right Alignment Lock
Correct alignment lock selection can reduce maintenance costs and molding downtime, as well as increase part quality over the mold’s entire life.
Read More
The Benefits of Hand Scraping
Accuracy and flatness are two benefits of hand scraping that help improve machine loop stiffness, workpiece surface finish and component geometry.
Read More
The Ins and Outs of Hot Runner Temperature Control
A training checklist that explains the why and how of proper hot runner temperature control and system management.
Read More
Hands-on Workshop Teaches Mold Maintenance Process
Intensive workshop teaches the process of mold maintenance to help put an end to the firefighting culture of many toolrooms.
Read MoreRead Next

How to Keep Your End Mills Sharp
With the complex grinds and unique applications in the moldmaking industry, end mills are a key component of production and there are a few different ways to keep them sharp.
Read More
Reasons to Use Fiber Lasers for Mold Cleaning
Fiber lasers offer a simplicity, speed, control and portability, minimizing mold cleaning risks.
Read More
How to Use Strategic Planning Tools, Data to Manage the Human Side of Business
Q&A with Marion Wells, MMT EAB member and founder of Human Asset Management.
Read More