
CAM Software/Machine Matchup Saves Time, Boosts Efficiency
A five-axis machining center and better CAM software helped this mold shop dramatically improve throughput and profitability.
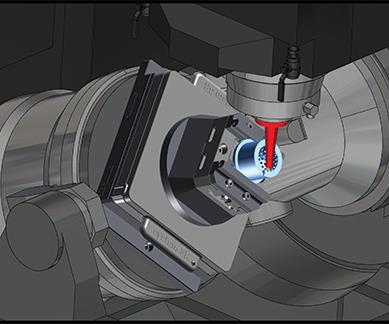
Open Mind Technologies’ hyperMill software can verify tool paths for machining complex details into a mold cavity such as the one for a massage ball shown here. The software offers dynamic collision checking during toolpath calculation and will automatically offer solutions before moving to the next section of tool path. Image courtesy of Open Mind.
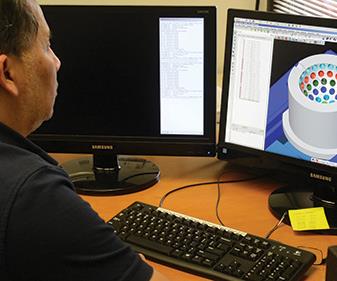
M.R. Mold’s lead programmer, Nhut Nguyen, is shown programming five-axis tool paths for the Yasda-Vi40 using hyperMill Version 2016.1.

This is the actual cavity after cutting and the matching massage ball it produced.



M.R. Mold and Engineering Corp. in Brea, California, is known for its expertise in building molds for liquid silicone rubber (LSR) and gum stock (also known as high-consistency rubber). Recently, the company invested in two tools that together, it says, have helped to dramatically improve throughput and profitability in its manufacturing process: a five-axis machining center and better CAM software.
Because working with silicone is inherently more difficult than working with plastics, M.R. Mold created proprietary cold runner systems that offer customers cost savings through shortened cycle times and less material waste. Until last year, it used its EDM and three-axis machining centers to manufacture the silicone molds, but company President Rick Finnie knew that to cut job times and increase efficiencies it needed to invest in a five-axis machining center. After researching several options, the shop purchased a Yasda YBM Vi40.



“I was looking for a machine with the ability to perform very-high-accuracy machining of cavities with very complex details,” he says. “The Yasda met my requirements, and could do it quickly and efficiently.”
Previously, Finnie’s machinists were using long cutters in its three-axis machine to reach the deep cavities and then would EDM the detailed features required by customers. This was a time-consuming and costlier process, lead programmer Nhut Nguyen says, because long tools are prone to chatter when cutting in hard materials. The chatter caused the long cutters to wear faster, and Nguyen would often have to stop in the middle of machining to replace them with new ones. With five-axis programming, the machinists can now use shorter cutters that can more easily reach and machine tight areas. In addition, the shorter cutting tools made possible by the five-axis machine also significantly reduced the chatter and minimized wear on the cutters, and they have improved surface quality so that finished parts require little, if any, handwork. According to Finnie, machining time was reduced by as much as 20 percent.
Finding the Right CAM Software
Once the Yasda machining center was ordered, it was suggested to Finnie that the current software used at M.R. Mold was not going to be adequate for driving this high-speed five-axis mill. Jeff Johnson, tool die/mold product manager at Yasda distributor Methods Machine Tools, recommended that the company reconsider the programming software it had been using for years, because it could not calculate the code needed for the Yasda fast enough or with enough precision. “We needed a CAM software that was capable of optimizing the Yasda’s capabilities,” Finnie says, so he and his team began looking for new software that was up to the task.
They started with the list of possible CAM solutions provided by the machine tool OEM then conducted some online research to arm themselves with questions. Finally, after narrowing the field to two candidates, the team met with representatives of each of the solutions it was considering. Open Mind Technologies’ hyperMill software was one of those solutions.
“Much of our time together was spent in understanding their questions and showing concepts for five-axis machining ‘live’ in front of them so they could get an idea of the programming process, breadth of strategies, parameter settings and feedbacks available to a hyperMill user,” says Kevin Lewis, Open Mind account manager. “It is really about how the software works to help the programmer to complete the job quickly, how someone can minimize the number of iterations as a user moves from acceptable tool path to optimal, and how a safe and efficient motion can be delivered to the machine tool.”
Finnie says M.R. Mold chose hyperMill because it can make the Yasda YBM Vi40 “do what we want it to do: accurately cut difficult geometries in deep cavities.
“The combination of machine tool and hyperMill software allows us to more easily hold tight tolerances and deliver parts with superior surface finishes. If we want to take off one-tenth (0.0001 inch), we can remove one-tenth. That is exactly the type of accuracy
we need,” he says.
Nguyen says that the software’s dynamic (on-the-fly) collision checking during toolpath calculation and collision avoidance are key benefits in creating NC programs for the five-axis machine tool. “It automatically offers solutions before it moves on to the next section of tool path,” he says. “Our previous software would only check for collisions while in simulation mode after a tool path has been calculated. If a collision was then detected, we would then have to go back to either manually find a solution or change some parameters and recalculate, and then simulate again. As a result, hyperMill is much faster and more efficient to use.”
Customized Training
The learning curve in switching to a new software can be a challenge, especially when it occurs at the same time that a customer orders a very complex medical part. Although the job was one that M.R. Mold had completed in the past using its older equipment and process, “nobody here had ever operated a five-axis machine tool before,” Finnie says. “Suddenly we were faced with a machine that could rotate and tilt and move all axes simultaneously. On top of that, the programmers had to get up to speed on hyperMill so they could operate the Yasda and deliver the job on schedule.”
To help ease the learning curve, Open Mind delivered a training program on site that was entirely focused on M.R. Mold processes, upcoming projects and machine tools. Postprocessors for all the shop’s machine tools, including the Yasda, were delivered during training, and operators even ran the machines during class.
After the five-day training course, Nguyen programmed his first hyperMill five-axis job, machined it on the Yasda and completed it several days ahead of schedule. “We were able to eliminate most of the EDM operations, and as a result saved about two days’ worth of electrode manufacturing time,” Nguyen says. “With our old process, we also would have had to use multiple setups and several fixtures to tilt the cavity for the three-axis mills. On the Yasda, the whole job could be run completely unattended in one setup.”
Efficient and Accurate
M.R. Mold’s team recently finished machining a mold for a massage ball that is completely covered in spikes. Finnie says that if the shop had built that mold a year ago using its old process, it would have had no choice but to manufacture a whole series of electrodes for the project.
“I estimate that it would have taken us two days to design, program and manufacture the electrodes, plus another two days of vector EDM time on each half of that mold to produce all the undercuts on the cavities,” he says. “Instead, using hyperMill and the Yasda, our guys programmed and machined the entire mold in just one day, not six days as expected. So in my opinion, the machine tool and software are already paying for themselves.”
Finnie says the company now owns two seats of the software and, with the comprehensive training provided, two programmers are proficient with it. Additional programmers are expected to be trained in the future. Due to the success of the entire system, the company is also looking to invest in a System 3R robot and pallet changer for the Yasda sometime this summer.








Related Content

Where Mold Manufacturing and Plastics Processing Connect
The Moldmaking Pavilion is one of seven pavilions returning to the show that houses exhibitors offering technology and service solutions for your specific moldmaking needs.
Read More
Moldmaking, the Relentless Pursuit of Innovation … Oh Yeah!
Innovation was at the root of the presentation lineup for the 2023 MoldMaking Conference, which included a heavy focus on automation, collaboration and communication, as well as mold design, talent development, reshoring and sustainability.
Read More
More Than Moldmaking at PTXPO 2023
The Moldmaking Pavilion returns to the Plastics Technology Expo (PTXPO) March 28-30, 2023, at the Donald E. Stephens Convention Center in Rosemont, Illinois, but there’s more to discover than moldmaking.
Read More
MoldMaking Technology's Leadtime Leader Awards Competition Returns!
After a brief hiatus, MoldMaking Technology’s Leadtime Leader Awards Competition is back!
Read MoreRead Next

Getting Into LSR: Part II--Chosing an Injection Machine
The criteria for selecting a liquid silicone rubber injection molding machine are very similar to selecting a machine for standard thermoplastic injection molding, with several key differences.
Read More
LSR Part III-- Choosing a Mixing/Metering System
Liquid silicone rubber (LSR ) is a two component reactive chemical with a viscous, paste-like consistency.
Read More
Getting Into LSR--Part IV: How LSR Tooling Is Different
Building molds for rubber molding, and specifically liquid silicone (LSR ) injection, can be very challenging.
Read More