
Accu-Die & Mold Excels in Die Cast Tooling with a Focus on Service, Engineering, and Precision Manufacturing
Accu-Die’s highly trained workforce, well-equipped shop are key to meeting the challenging demands of die-cast mold production.


A four-axis milling machine processes a workpiece in Accu-Die’s well-equipped shop.
Images courtesy of Accu-Die & Mold Inc.
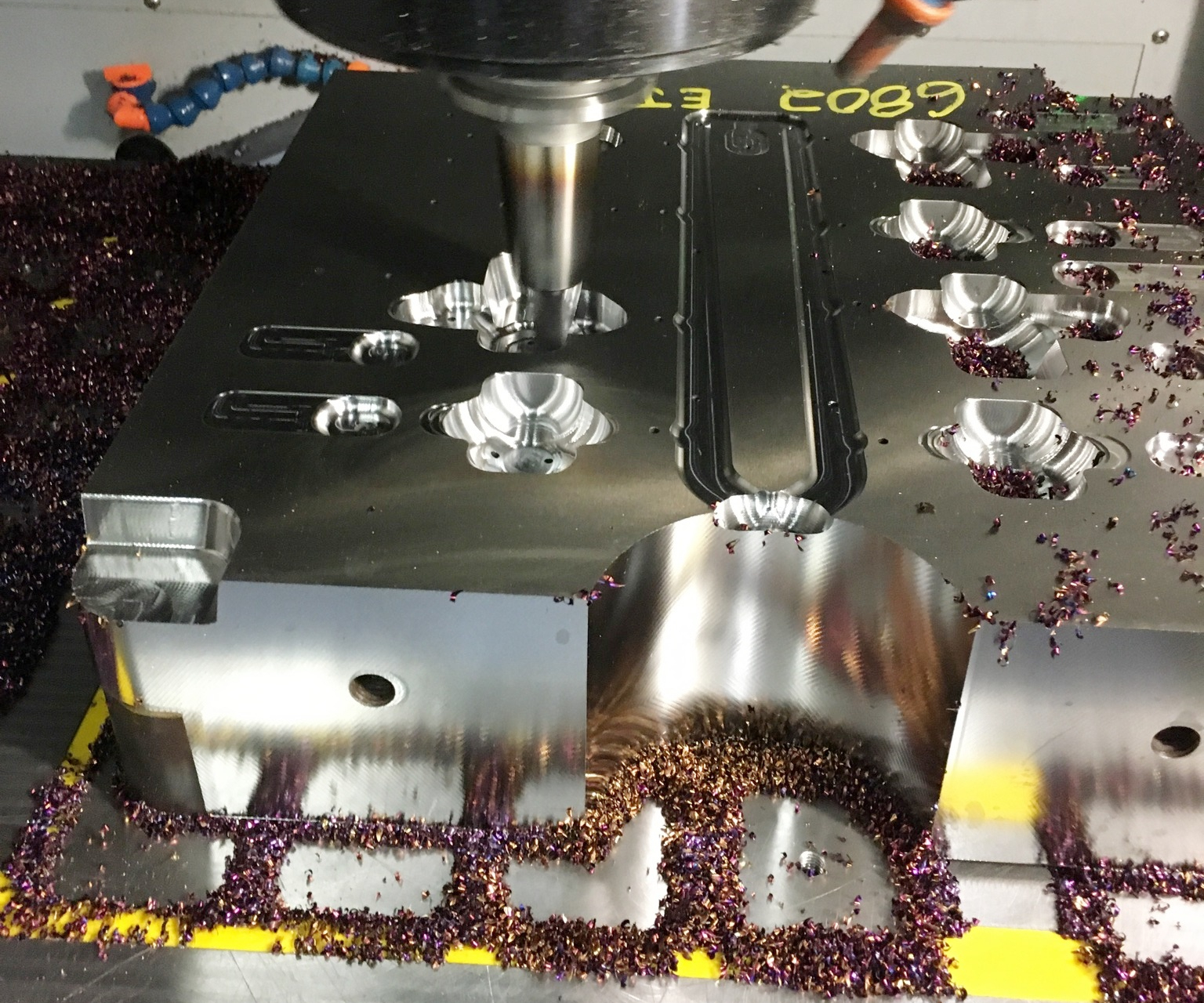
High-speed machining of a workpiece in a vertical, three-axis machine at Accu-Die’s facility.
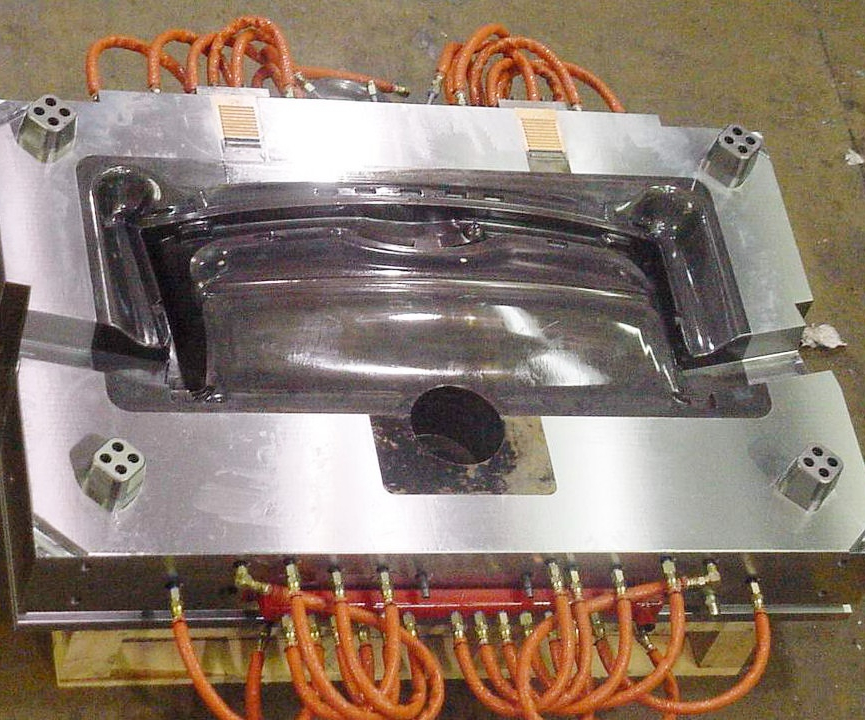
Cavity side of a die-cast aluminum roof header tool.

Core side of a die-cast aluminum roof header tool.



You have a full-service die-cast mold building shop. What are your capabilities?
Dan Lausch, V.P. manufacturing: We specialize in high-pressure, horizontal die cast tooling for aluminum, magnesium and zinc. In addition to building tools, we also offer CMM inspection, full-part inspection and layout, mold repair and laser welding.
Our 31,000 ft2 [2,880 square-meter], climate-controlled shop is equipped with 22 CNC machining centers. We have two Makino F5 high-speed machining centers, two Makino horizontal A-61NV high-speed machining centers, and a YCM NTV158A that we use to hard-cut cavities. We also have two Makino U6 heat wire EDMs and a Charmilles ROBOFIL FI440 wire EDM. Our EDM machines are a Charmilles Technologies Robo Form 55 CNC EDM and Charmilles Technologies Robo Form F085. We have four 50-taper machines and 16 40-taper CNC machines that the moldmakers use to build required details. We also have hoist capabilities to 20 tons. We work primarily with hardened steels — mostly P-20, stainless and H-13, although occasionally we also use HD steel and bidirectional forged steel. To support our customers, we have the capability to reverse engineer from a part print or a supplied cavity insert to a usable cavity model. In addition to die and mold design, we also offer CAD/CAM, complete design from part to product, jig and fixture design, mold design, N/C programming, and we even do some R&D. We use AutoCAD, CADKEY, CATIA, Mastercam, SolidWorks, Surfcam and WorkNC. We’re ISO 9001:2015 certified.



Most of all, we’re known for our service and engineering, the quality and first-time success of our molds, for on-time delivery, and for being cost-competitive.
Your company specializes in die cast tooling, but you still occasionally make molds for the plastics industry. Given that you can work in both areas, why focus on metal die casting?
Lausch: Interestingly, both our owner and I did stints as plastic toolmakers early in our careers. To be honest, we feel that die cast tooling is a very demanding field owing to the violence of that process compared to plastic molding. You’re building tools to survive molten metals at temperatures of 700 to 1,260°F [371 to 682°C] and shot pressures from 8,000 to 10,000 psi [55 to 69 MPa], depending on part size. Because metals are much better thermal conductors than plastics, you can get heat out of parts much faster, which means die-cast cycle times are quick — an average of 50-60 seconds, although they can be as short as 16 seconds and as long as 2-3 minutes, depending on part thickness. And with different metals, you’re always dealing with chemical reactions — essentially galvanic corrosion.
Given the typical 600 to 800°F [316 to 427°C] temperature delta between the molten metal and the tool temperature, thermal expansion changes are very rapid. Hence, to protect die cast tools from thermal shock, we have to build them very robust just to survive. For example, we need much thicker mold bases but, unlike plastics, they’re not in plate form. Our mold bases are mostly a solid structure with a pocket for the cavity.
We also have to design for very-low shrink – on the order of 0.06-inch [1.52 mm]. While we do have tooling action for complex parts, we mostly use slides because lifters wouldn’t survive. Even then, they have to be built a lot more robust because of process conditions. And given the low viscosity of molten metals, which are close to that of water, it’s not easy to have a 1:1 shutoff as you do with polymers, so virtually every die-cast aluminum part has to be post-mold trimmed. You just can’t make shutoffs tight enough not to have some flash.
Another thing to understand about plastic vs. die cast tools is their longevity. It’s very common to get injection molding tools guaranteed for 1-million shots. However, because of the chemical reactions between metals and the heat and pressures, the useful life of a die-cast tool is typically between 150,000 and 200,000 shots. Another difference is that all die-cast machines use hydraulic clamping pressures because you can’t generate sufficient pressures using electric servo machines as you can in plastics molding. Still another difference is that die-cast molds fill in milliseconds. These materials don’t have laminar flow, so you don’t have to worry about shear tearing apart the molecular structure as you do in polymers.
Also, with metals, you want to cool very fast to get a fine grain structure for good properties. In a crystalline plastic, you’d want to cool more slowly to allow a good crystal lattice to grow for a stiffer part before ejecting. All in all, we find die casting tool building to be technically challenging, and it’s where we’ve opted to build our expertise.
Accu-Die & Mold, Inc.
7473 Red Arrow Highway
Stevensville, Michigan
269-465-4020
- Full-service die-cast mold manufacturer founded in 1991 by Dan Reifschneider, owner.
- Specializes in high-pressure, horizontal die-cast tooling to fit in 350-1,600 ton die-cast machines.
- Builds die-cast tooling for aluminum, magnesium and zinc. Also has experience in squeeze-cast, low-pressure, gravity, metal-injection and permanent molding tools, plus occasionally makes plastic injection molds.
- Currently employs 44 team members.
- Industries served include automotive, appliance, furniture, medical devices, agricultural equipment, industrial, recreational vehicles, sporting goods, commercial truck.
All in all, we find die casting tool building to be technically challenging and it’s where we’ve opted to build our expertise.
Your company really values apprenticeship programs. Can you tell us more about your experienced team?
Lausch: We believe that a trained workforce is the only way to handle all the complexity that’s involved in producing high-quality, precision tooling. For example, we have journeyman moldmakers overseeing all our die builds, and each of those people was an apprentice first. In fact, our owner, as well as all our machine operators, sales team, designers, toolpathers, lead men and machinists have been through the moldmaking apprenticeship program. Of our 44 current employees, 22 have completed their apprenticeships and three more are in the process of finishing the program. These 22 people are the backbone of our organization because of the knowledge and experience they’ve gained.
It’s not uncommon for a customer to call and ask to speak with the mold builder who produced their tool in order to ask a couple of questions. This has created a sense of ownership among our entire team and it instills pride in everything that we build.
We’re lucky to have such a skilled workforce. The apprenticeship program is part of that, but it’s also a function of the region we live in here in Southwestern Michigan. This area has a very strong tradition of tool and die building capabilities.
Since automotive is an important part of your customer base, and that market is in the midst of radical change right now, what trends are affecting your own business?
Lausch: One of the most important changes we’re seeing in the auto industry is the shift from the internal combustion engines to electric vehicles (EV). Honda announced it will be all-electric in Europe by 2021 and Ford just announced it’ll launch 25 new EV models by 2025. Fleet electrification is going to be a fact of life before too long, so we’re trying to stay out in front of this technology. With EVs, you no longer have an engine but you do have a motor and that presents new opportunities for die-cast parts on these vehicles. And with all the focus on lightweighting in automotive, we see the aluminum and magnesium content of cars increase year after year, so that’s another opportunity that helps us.
The steel and aluminum tariffs did bite us early on. It’s typically three months from the time we submit a quote until we’re awarded a job, so any quote that went out before the tariffs took effect meant we had to honor the price and eat the additional cost. However, it’s pretty much evened out now. And while the trade wars have led to some slowdown in our automotive business, we’re very fortunate to be as diversified as we are.
Of course, as with other manufacturing services, a lot of die casting has left the U.S. and moved to lower-cost countries. That goes for die cast tool manufacture as well. Initially those countries aren’t known for their quality, but as time goes on and they get more experience, and as OEMs invest in the supply base, their quality comes up. I don’t care whether you’re talking to customers in automotive or non-automotive, no one wants to pay more for their tools. That means you always have to find new ways to innovate without adding cost.







Related Content

Innovation, Diversification and Integration Guide Mold Builder Growth
Quality Tool and Die team discusses the journey from a small automotive tool shop to a diversified full-service moldmaking and plastic production facility.
Read More
North Carolina Mold Builder Works With Purpose and Partnership
Adapting and innovating amidst a change in ownership, doubling sales and maintaining the workforce reflects team resilience and expertise.
Read More
Indiana Mold Builder Decatur Mold Offers a History of Grit and a Future of Innovation
Decatur Mold Tool and Engineering Inc. serves as a tooling tour guide, helping busy tooling managers reduce uncertainty, lighten workload.
Read More
International Partnership Improves IBM Preform Precision
Hammonton Mold Co. and ADOP France team up to bring injection blow mold preform design and service to the next level.
Read MoreRead Next

Reasons to Use Fiber Lasers for Mold Cleaning
Fiber lasers offer a simplicity, speed, control and portability, minimizing mold cleaning risks.
Read More
Are You a Moldmaker Considering 3D Printing? Consider the 3D Printing Workshop at NPE2024
Presentations will cover 3D printing for mold tooling, material innovation, product development, bridge production and full-scale, high-volume additive manufacturing.
Read More
How to Use Strategic Planning Tools, Data to Manage the Human Side of Business
Q&A with Marion Wells, MMT EAB member and founder of Human Asset Management.
Read More