
A Common Foundation for Speedy Mold Builds
Exacting, interchangeable base plates help this shop start projects quickly and without distractions.

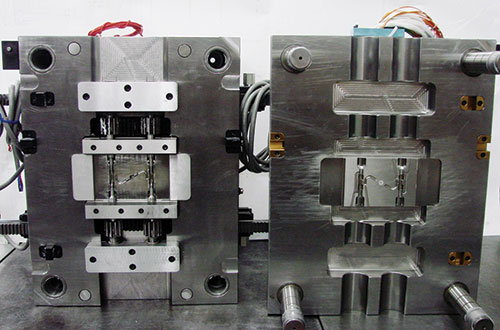
Standard Meusburger plates feature same-diameter leader pin and bushing holes and are manufactured to published tolerances. Stepped leader pins, like those visible on this mold, make it possible to eliminate the distinction between pin bores and bushing bores. Jonathan Buss, BPM president, says custom- configurable plates were ideal for this particular tool, which features three piloted, interchangeable unscrewing cores with diameters of 0.007 inch, 0.01 inch and 0.016 inch. Images courtesy of Meusburger and Buss Precision Mold.

Joe King, CNC moldmaker at BPM, loads a mold plate for machining on the shop’s DMG MORI DMC 105 V linear VMC. Bases that are easy to order and easy to configure enable the shop to avoid initial adjustments and get started right away on initial machining operations like cutting pockets and drilling waterlines.
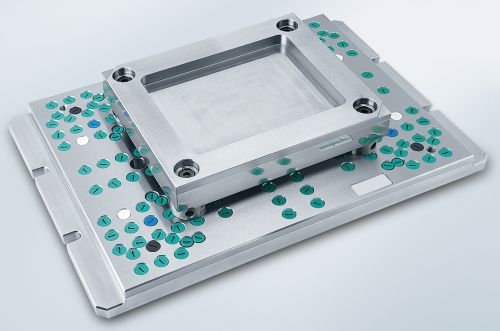
BPM may soon purchase Meusburger’s H1000 clamping fixture in a tombstone version. This system uses a precise grid pattern to ensure quick change-overs and improved machining access for mold base plates.



There’s a reason why Buss Precision Mold (BPM) is willing to have many of its mold bases shipped all the way from Austria.
For one, deliveries are fast despite the vast distance, says company President Jonathan Buss. That’s largely because standardized components make even highly customized bases easy to order—and easy to put together. What’s more, visitors to this Clackamas, Oregon, plastic injection mold manufacturer aren’t likely to find anyone spending inordinate amounts of time mapping hole locations, polishing leader pin bushings, resizing plates or using a hydraulic press to remove leader pins. And when machining does start, plates are less likely to deform than others the shop has worked with in the past.



A Rare Commodity
These advantages are particularly important for BPM. Founded in 1988, this is a company that prides itself on capacity and capabilities that belie its size, Buss says. With only 12 employees and 5,500 square feet of manufacturing space, the shop specializes in demanding tooling with complex actions, particularly auto-unscrewing, two-shot, overmolding and metal injection mold (MIM) applications. Competitively building 40-50 such tools per year requires making the most of limited resources, and Buss says “Euro-style” mold bases are a big help.
His use of the term Euro-style reflects not only the origin of this type of design, but also the fact that it’s relatively uncommon on this side of the Atlantic. That proved unfortunate circa 2008, when the company’s previous supplier closed its North American mold base manufacturing operation, Buss says. After a few years without Euro-style bases, he and his team were more than happy to go back when they recognized an opportunity to jump the most significant hurdle: lengthy shipping times.
This opportunity came courtesy of mold component supplier Meusburger. North America is large, and a shop like BPM is simply too far away for reasonable ground shipping from the supplier’s offices in Charlotte, North Carolina, let alone its manufacturing facilities in Austria. So, Meusburger ships components by air—and, Buss says, at a relatively competitive rate. Thanks to the way Euro-style mold bases are designed, delivery times are more than competitive as well. “I can order a complete, totally customized plate configuration and it’ll be here in anywhere from three to five days, all the way from Austria,” he says.
A Modular System
The primary difference between Meusburger bases and others the shop has used over the years is modularity, Buss says. That is, all plates are completely interchangeable, to the point where there is no need to differentiate between, say, A plates and B plates when ordering. “It doesn’t matter whether we need both A- and B-side ejection or two B sides,” Buss says. “They all arrive as standard plates ready to assemble. There’s no waiting for a custom quote or manufactured configuration.”
With many common designs, this would be impossible, because the leader pin holes are slightly smaller than the corresponding bushing holes, he explains. In contrast, Meusburger uses stepped leader pins to eliminate the distinction between a pin bore and a bushing bore. All plates of a given size and style are identical, with the same bored hole pattern and the same bored hole diameters, with the exception of one corner with a slightly smaller pin and bushing that helps orient mold halves or plates during assembly. For the supplier, this configuration reduces the complexity of managing inventory and helps respond nimbly to customers.
For toolmakers like BPM, there’s usually no need to send a drawing or wait on a quote. Buss and crew simply log into the supplier’s online catalog and choose from an array of standard, off-the-shelf plates and matching components. Along with helpful interface features (say, automatically rounding out an order with all the correct screws), a range of available sizes and configurations streamlines ordering of even the most complex mold bases. “You can tell right away what’s in stock and what everything is going to cost, and you’re not locked into a standard cookie-cutter mold,” Buss says. “Whatever the style—stripper plate, floating plate, double ejection, reverse ejection—we can usually get an order ready in 15 minutes or less.”
When the shipment arrives, BPM knows exactly what it’s getting. Making components truly interchangeable requires stringent manufacturing standards, and Meusburger holds all plates to published tolerances based on size. Some of the smaller plates, for instance, promise ±0.006 mm (0.0002 inch) for hole locations and ±0.025 mm (0.001 inch) for plate size. Such a guarantee is particularly reassuring for a retrofit job or in an urgent scenario like an engineering change, because plates require no resizing or other legwork to ensure a good fit, Buss says.
Precision is useful for new builds as well, Buss says, recalling plenty of past instances in which leader pin and bushing holes were located as far as 0.003 inch out of position on other bases. In fact, some bases might require spending half a day or more mapping hole locations, using that information to determine the best-fit center of the mold, and then using that information to determine where to machine parting line lock locations so that, as Buss puts it, “our precision alignment doesn’t fight against the leader pins and bushings.” None of this activity is required with the Meusburger system. Additionally, all plates are stress-relieved before they arrive. This reduces the risk of warping steel during initial machining operations like milling pockets and drilling waterlines.
Fully Committed
Not every BPM mold employs a Meusburger base. For one, some tooling is large enough to make shipping by air cost-prohibitive. Additionally, some customers require base components made to imperial standards, not metric.
Nonetheless, BPM’s use of the system has only expanded, and it may invest even further. At the time of this writing, the shop was eying its supplier’s H1000 clamping system, even though it would require a custom tombstone version for the Kitamura HX-400 HMC that handles most initial machining operations. Featuring a grid of precisely located fixture holes, the clamping system promises hassle-free locating, faster change-overs and full access to five sides of a plate, he says. In the meantime, premachined locating references ensure the shop can keep making the most of a system that essentially provides a head start on every build. “We configure what we want in minutes, it’s here in a few days, and it’s all manufactured to high standards,” Buss concludes.







Related Content

Maintaining a Wire EDM Machine
To achieve the ultimate capability and level of productivity from your wire EDM on a consistent, repeatable and reliable basis, regular maintenance is a required task.
Read More
Treatment and Disposal of Used Metalworking Fluids
With greater emphasis on fluid longevity and fluid recycling, it is important to remember that water-based metalworking fluids are “consumable” and have a finite life.
Read More
The Ins and Outs of Hot Runner Temperature Control
A training checklist that explains the why and how of proper hot runner temperature control and system management.
Read More
It Starts With the Part: A Plastic Part Checklist Ensures Good Mold Design
All successful mold build projects start with examining the part to be molded to ensure it is moldable and will meet the customers' production objectives.
Read MoreRead Next

How to Use Continuing Education to Remain Competitive in Moldmaking
Continued training helps moldmakers make tooling decisions and properly use the latest cutting tool to efficiently machine high-quality molds.
Read More
How to Use Strategic Planning Tools, Data to Manage the Human Side of Business
Q&A with Marion Wells, MMT EAB member and founder of Human Asset Management.
Read More
Reasons to Use Fiber Lasers for Mold Cleaning
Fiber lasers offer a simplicity, speed, control and portability, minimizing mold cleaning risks.
Read More