
SLIDESHOW: Technology Tuesday, What Every Moldmaker Should Know about Injection Molding
Let’s examine what every moldmaker should know about the injection molding process by breaking down the path a plastic pellet takes as it is transformed from a pellet to a part. This includes raw materials, the fundamentals of viscosity curves, Melt Flow Index, Melt Flow Rate, shear and more.






Share



When it comes to molding, a mold builder needs to understand several concepts, including the raw material, melt delivery system, screw, valve and end cap, hot and cold runner systems, hot runner controllers, plant water system, mold cooling technologies and automated part handling. Here is a brief look at a few of the important insights from our Pellet to Part series from Rich Oles:



1 In the screw assembly part of the injection molding system, the plastic pellets are transformed from a solid state into a fluid (referred to as a non-Newtonian fluid). This transformation occurs as the pellets travel through the three main sections of the screw: feed section, transition section and metering section.
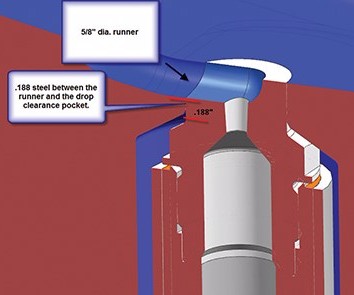
2 When selecting a cold runner or hot runner system, one of the many considerations is gating type and location. Experience is priceless when it comes to making this decision, as there are many choices, including sub-gates, tab gates, lifter gates, slide gates, three-plate molds and gating direct onto the part. Prior to finalizing the mold design, a filling analysis is recommended for validation. Keep in mind the application requirements will influence this decision greatly. For example, part requirements take the overall assembly interaction into consideration, such as the part’s gate area, vestige height, dimples and the de-gated area.
3 Thermocouples (TC), temperature-measuring devices, require proper location and wiring. When a particular TC type is connected to a cable or an adaptor made from a dissimilar material, the temperature may be read in the wrong location. This can be extremely difficult to identify if the operator has no prior experience with these devices.
4 The mold’s water system is essential to these tasks, so establishing a process is key to designing one. If the water system is not designed correctly, the molder is less likely to have a consistent process on which to rely every time. The goal is to establish the correct molding process during PPAP. If a process change is required during production, stop. Find the root cause and fix it before changing anything else. Keeping the original process setup sheet for the life of the program should be the standard.
5 A mold is a heat exchanger, and water quality is a critical component to maintaining operational efficiency. There are simple measures a mold designer can take to efficiently maintain water system performance of a mold. Designing with multiple straight-through water lines is one of them. This eases scale removal by either drilling or chemical wash while improving performance. The key to efficiency is to design a serviceable water cooling system, and clean water is essential to such a system.
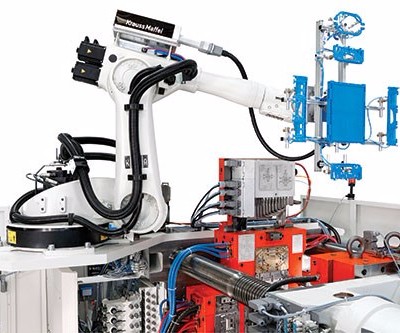
6 Articulated robots are multifunctional, more useful for post-molding and can be configured for tight spaces because of their human-arm-like flexibility. They are typically mounted on the floor beside the machine or on the machine-fixed platen. For example, in post-molding applications, such as assembly or packaging, articulated robots allow orbital positioning that is customized to the position that the part needs to be in to execute the operation. However, these robots require more room and are often more difficult to program because of these orbital positions. They are also typically more expensive and offer slower removal of parts from the mold.
For more from Rich Oles, check out his full Pellet to Part series.








Related Content

Line Width vs. Depth Ratio in Laser Engraving
A laser does not produce 90-degree sidewalls. It requires a certain amount of draft in order to produce the required pattern.
Read More
Revisiting Some Hot Runner Fundamentals
What exactly does a hot runner do? If you’ve been in the injection molding industry for any length of time, you might think the answer is obvious, but it is not.
Read More
Hands-on Workshop Teaches Mold Maintenance Process
Intensive workshop teaches the process of mold maintenance to help put an end to the firefighting culture of many toolrooms.
Read More
Machining Center Spindles: What You Need to Know
Why and how to research spindle technology before purchasing a machining center.
Read MoreRead Next

How to Use Strategic Planning Tools, Data to Manage the Human Side of Business
Q&A with Marion Wells, MMT EAB member and founder of Human Asset Management.
Read More
How to Use Continuing Education to Remain Competitive in Moldmaking
Continued training helps moldmakers make tooling decisions and properly use the latest cutting tool to efficiently machine high-quality molds.
Read More
Are You a Moldmaker Considering 3D Printing? Consider the 3D Printing Workshop at NPE2024
Presentations will cover 3D printing for mold tooling, material innovation, product development, bridge production and full-scale, high-volume additive manufacturing.
Read More