


Mold builders know that all too often, our business is feast-or-famine. Within the time it takes to open one’s inbox, a single P.O. can have a business go from needing work to “How are we going to handle all of this?” Meanwhile, skilled labor is expensive to maintain during slow times and hard to find in busy times.
To contend with these conditions, mold builders are further turning towards component standardization. Adopting standards offers off-the-shelf parts availability during busy times and no overhead costs when there is a break in the action.



Here are three ways mold builders can improve their bottom line with component standardization:
#1 Have parts comes in done
Separate from cavity and core work, a shop can put significant design and machining time into finishing detail work on standard components. Typically, standard blank parts are received, forwarded to a mold’s job bin and then scheduled for finishing. Often, the finishing of items such as pins and plumbing components occurs at the end of a mold build, when time is tight, and a deadline is looming. A different approach is to use configurable part numbers when ordering components to specify dimensions and streamline the entire process.
Adopting standards offers off-the-shelf parts availability during busy times and no overhead costs when there is a break in the action.
In this way, a designer can provide more information than just the standard part number within the Bill of Materials (BOM) during the design phase. For example, rather than stating a standard ejector pin in the BOM (“EP187L10”), the part number can instead be “EP187L8.881.” For the standard parts provider, that number signals that the mold builder is ordering a special, finished pin. Cooling components such as extension plugs and connectors can be represented with “352L6.53” in order to arrive cut to a finished length, tapered seal, and with thread sealant applied, versus ordering “352L7.” Angle pins can be specified with a finished length as well (“AP625L7.223” versus “AP625L10”).
Using configurable part numbers could also save design time. A stepped core pin can have all molding detail defined within its part number description, negating the need for a separate detail print. Ejector pins can be provided at their finished length and arrive keyed by simply adding “-K” at the end of the standard part number (“EP203L7.790-K”).
When designers use configurable part numbers, “mold-ready components” arrive done, are placed in the job bin and are ready for installation. This streamlines the mold build process and could reduce stress and overtime during the crunch time before mold delivery.
#2 Focus on where the actions are
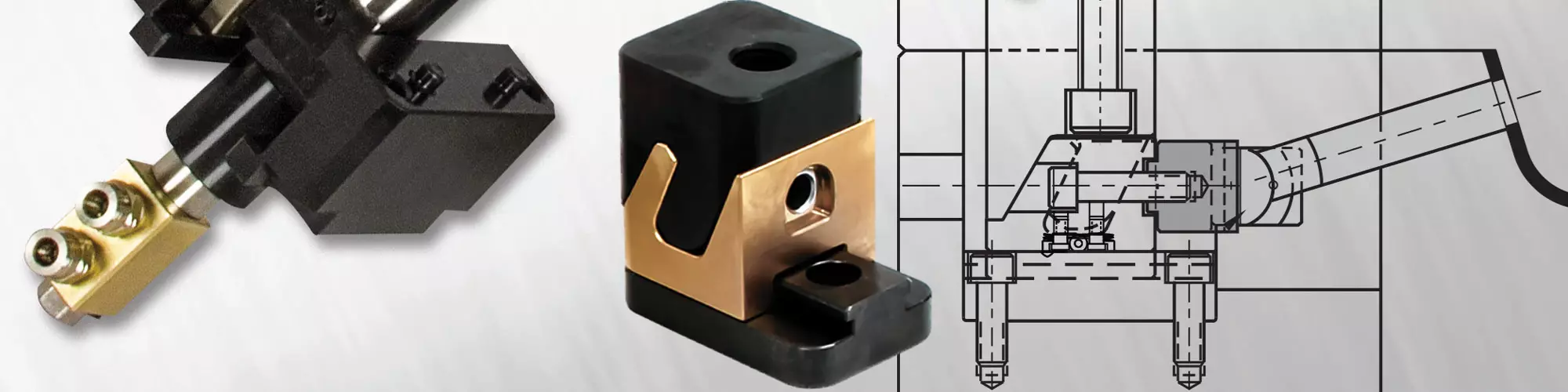
Three decades ago, there were few off-the-shelf standards for releasing internal undercuts, pulling side cores or sequencing mold parting lines. Now, although there are dozens of standards available in each of those categories, custom-designed components that are made on a per-mold basis are still very common to see.
The benefits of pre-engineered mechanisms are not limited solely to the engineering department. Shop personnel benefit as well by not having to make components in-house when there is a known, commonly used standard adopted as a design default.
Ultimately, molders have the most to gain from standards. The molding company’s repair technicians have a consistent standard component with known disassembly/assembly steps, versus trying to assess custom-made mechanisms in each of their molds.
#3 Consider longevity and liability
Building molds is a tough business. Margins for molds are razor thin, and any downstream liability with “no charge fixes” will erode what little profit there may have initially been.
The use of standard components can help prevent a mold returning for repair in the first place. For example, component suppliers often use performance-enhancing coatings and treatments that are economical to include when they’re manufacturing hundreds of parts at a time. For a moldmaker, applying such treatments to just a handful of components for a single mold would be neither efficient nor economical.
Subsequently, should a standard part become damaged, the molder can easily get the mold up and running because the toolroom manager can see that an item is available off-the-shelf and call the component supplier for tech support or to reorder. But when a mold is down and a custom-made component needs replacing, the phone call goes to the mold builder with the message that “your mold is down,” and the negotiations soon begin for who will pay to fix it.
Mold builders don’t need any unprofitable surprises. They would rather be talking to their customers about the next job, not the last job. Now more than ever, it is necessary to evaluate any and all newly developed standards and services. Not only are there immediate benefits to be gained in the way of shop efficiency and increased capacity, but shipping an easier-to-maintain mold can result in long-term customer satisfaction.
For More Information
Glenn Starkey is president of Progressive Components
Progressive Components
847-487-1000 / gs@procomps.com / procomps.com






Related Content

The Ins and Outs of Hot Runner Temperature Control
A training checklist that explains the why and how of proper hot runner temperature control and system management.
Read More
How to Eliminate Chatter
Here are techniques commonly used to combat chatter and guidelines to establish a foundation for optimizing the moldmaking process.
Read More
It Starts With the Part: A Plastic Part Checklist Ensures Good Mold Design
All successful mold build projects start with examining the part to be molded to ensure it is moldable and will meet the customers' production objectives.
Read More
Solving Mold Alignment Problems with the Right Alignment Lock
Correct alignment lock selection can reduce maintenance costs and molding downtime, as well as increase part quality over the mold’s entire life.
Read MoreRead Next

Standardization Solutions Drive Mold Component Innovations
Mold component suppliers continue to standardize products that speed mold building while also developing technology that addresses design, cooling, release and other challenges.
Read More
How to Use Strategic Planning Tools, Data to Manage the Human Side of Business
Q&A with Marion Wells, MMT EAB member and founder of Human Asset Management.
Read More
Are You a Moldmaker Considering 3D Printing? Consider the 3D Printing Workshop at NPE2024
Presentations will cover 3D printing for mold tooling, material innovation, product development, bridge production and full-scale, high-volume additive manufacturing.
Read More