Take a Look Inside Deep Hole Drilling
Do I have your attention with this shot? It’s the inside of a gun barrel. What does that have to do with moldmaking? More than you think when it comes to deep hole drilling your waterlines, cross hole drilling, and deep pockets at compound angles, and on one machine instead of three—boring, five-axis machining and deep hole drilling in one accurate yet approachable machine.


UNISIG applies lessons learned across the end markets it serves, including its firearms manufacturing technology for barrel manufacturing.
Deep hole drilling waterlines, cross hole drilling and deep pockets at compound angles are moldmaking applications that benefit greatly from the precision capabilities of Unisig’s machine tool technology.
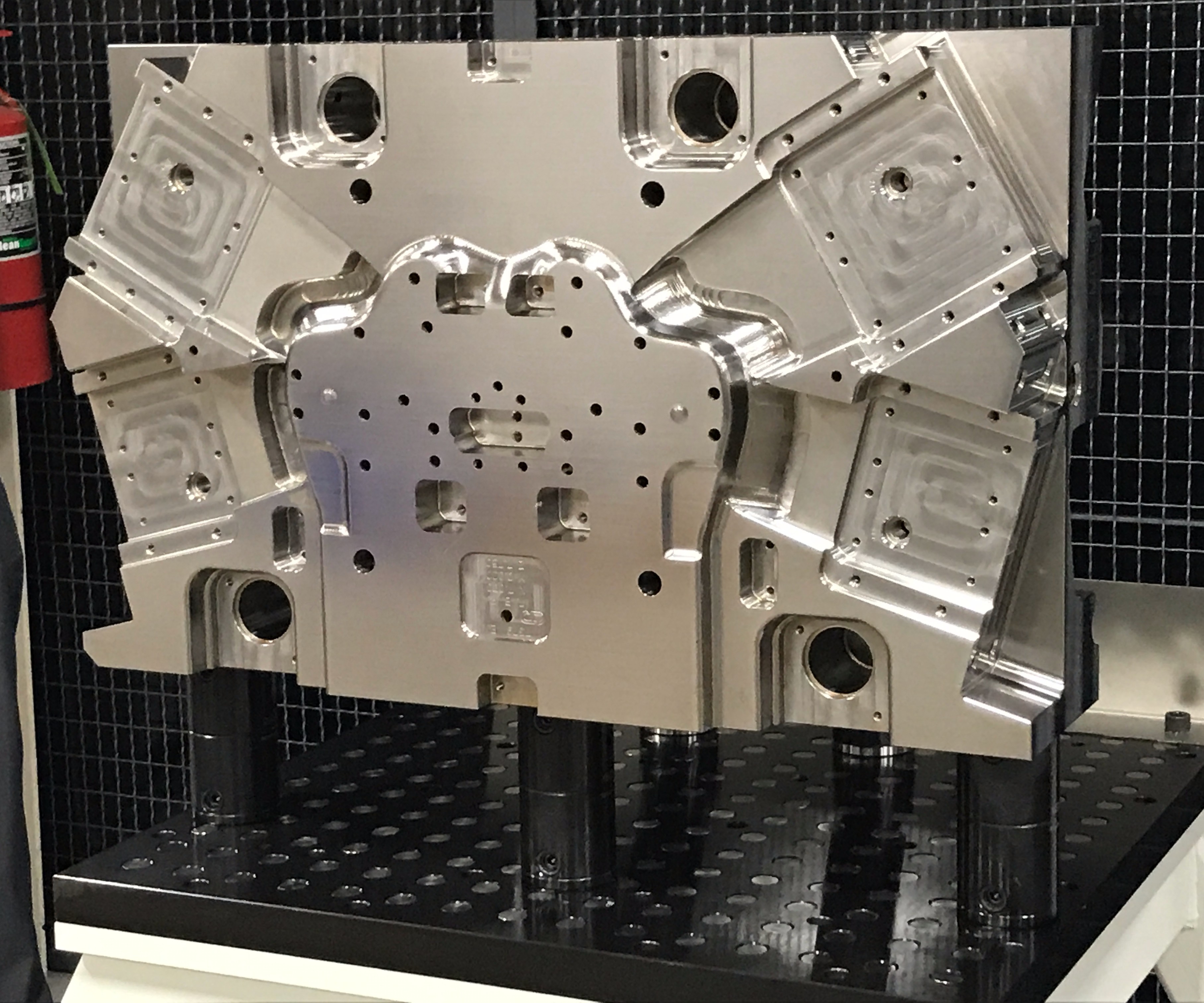
This demo mold, manufactured by Commercial Tool & Die of Comstock, Michigan, using the USC-M five-axis deep hole drilling and milling machine, highlights the various and complex geometries mold work involves, which Unisig’s technology can tackle with ease.
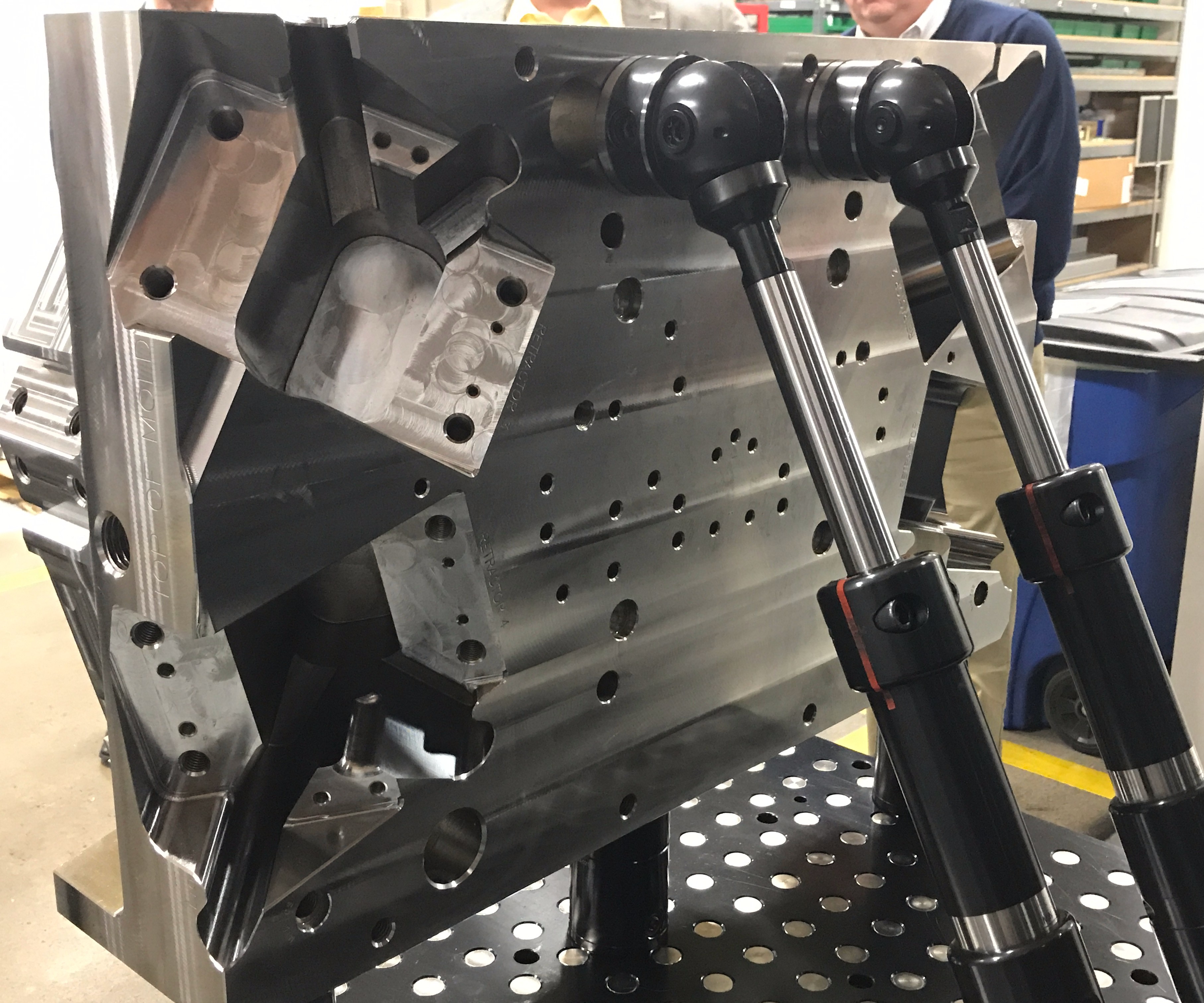
Key to the deep hole drilling process is machining components like this demo mold in one setup using the FCS workholding system.

CEO Anthony Fettig explains how UNISIG builds its machines in the U.S. from the ground up in a 62,000-square foot climate-controlled facility, equipped with a 50-ton crane.

Most of UNISIG’s machines are built off of a standard, allowing for 4-6 week delivery times on common models. Custom-built machine take longer.

UNISIG works with cutting tools manufacturers to supply customers with tooling and accessories that provide the necessary stability and support to contribute to the overall accuracy of the finished holes, including the BTA drills, gundrills and other specialty tools shown here.
Unisig teaches customers the importance of managing the tooling, so when problems arise the correct culprit is identified. Oftentimes users assume the problem is with the machine when the culprit is actually the tooling.



Drilling is frequently the first step to achieve any variety of internal part requirements. It is ideal for large, close-tolerance, precision components, which is abundant in moldmaking. And that is why UNISIG identifies so well with that marketplace. The high accuracy of one-of-a-kind custom parts that are manufactured in mold shops correlate to the work UNISIG does to build its drilling and milling machines.
“We’ve learned over the years that we have many of the same challenges as mold manufacturers with respect to the specialization of their work and what we do,” UNISIG CEO Anthony Fettig says.



With that said, Unisig’s USC-M five-axis deep hole drilling and milling machine has been purchased by several North American mold builders, including Concours Mold, MoldMaking Technology’s 2017 Leadtime Leader Honorable Mention shop. (Check out this video for its next UNISIG technology investment.)
This machine has allowed mold builders to do heavy work on an approachable machine. And not only has this one machine replaced three machines, it has changed the way they design their molds. The USC-M Series machines combine high accuracy machining, five-axis positioning and deep hole drilling in a single machine. The machines are designed specifically for the materials, dimensions, complexities and tolerances found in the mold industry. For example, the design allows both large and small parts to be machined on four sides without repositioning due to five-axis positioning.
Standard features include a Heidenhain iTNC 640 7-AXS control, contour milling and complex machining, thread milling at compound angles and process monitoring with automatic interrupt.
Typical add-on requests from customers include Heidenhain glass scales for direct feedback to improve axis positioning accuracy and repeatability; wireless probe for workpiece verification, job set up and on-the-machine inspection; automatic radial and axial tool setup, a Kinematics OPT to measure the rotary axis position and minimize spatial error; automatic toolchangers up to 120 tools; dual pallet loaders, FCS modular fixturing, refrigerant chiller, mist and smoke collector, remote handwheel and remote tool management.
This series also has unlimited deep hole drilling tool options, including conventional gundrills, inserted gundrills, high feed gundrills, BTA deep hold drilling tools, spade drills and high-performance coolant-fed drills. Automation options all significant unattended machining cycles.
How They Do It
The company started back in 1973 as a special machine design shop by John Korosec, the father of current company President Tanya Palmer. Today, UNISIG is part of Entrust and has service available in the U.S., China, Germany, India and the Far East. “We build everything in the U.S., but our expertise follows the machinery here and overseas,” Fettig says.
UNISIG develops specialized drilling equipment, supported by years of experience creating specific equipment to solve specific needs in deep hole drilling applications. These systems, complete with advanced controls programming and precision components, are capable of accurate holes in deep hole drilling applications.
A deep hole is defined by its depth-to-diameter ratio (D:d) of typically 10:1 or greater, sometimes exceeding extreme depth of 400:1. Common CNC machining centers may be retrofitted to perform selected deep hole drilling processes, but according to UNISIG, this setup is limited in capabilities, requires more involved setup and risks a higher rejection rate.
UNISIG builds its machines from the ground up in a purpose-built, 62,000-square foot climate-controlled facility equipped with a 50-ton crane for safety and efficiency in the U.S. Menomonee Falls, Wisconsin, to be exact, which is something you don’t hear too often these days. UNISIG serves customers in many industries, including high-volume production, automotive, off-highway, aerospace and energy. However, a portion of the company’s revenue is from the firearms industry with a focus on rifle barrel blank manufacturing.
When building its machines, UNISIG hones in on the workpieces a customer produces. “It’s all about the demanding applications,” Fettig says. “We learn lessons deeply and apply theory to similar applications and challenges and then provide collaborative turnkey systems and service to our customers.” Back to my opening shot of the gun barrel. What they learn from their precision firearms manufacturing expertise may help them solve a challenging mold application.
Most (75%) of their machines are built off of a standard. UNISIG can deliver common models in 4-6 weeks and built-to-order machines in 6-9 months with larger, multi-machine projects taking 14-18 months for which the customer needs that time to prepare the facility for installation. “We have 12 or more machines in assembly at one time,” Fettig says. Machines range in price from $150,000 to several million dollars. Typical add-on requests from customers include automatic loading systems, robot-ready machines, toolchangers, presetters, in-process gauging, modular fixturing and pallet changers.
The company’s 75 employees have “hard core mechanical engineering” experience, which helps to make controls engineering a top priority. On top of that, UNISIG invested in an Okuma MCR A5CII 35x100 in 2015 to do the finish machining of all the large components needed for their machines. The accuracy of this machine helps to eliminate much of the handscraping for their own machine tools.
“Many people dismiss deep hole drilling because they think it is old technology, but what they are missing is the performance and profit potential of this technology in the right machine,” Fettig says. Maybe it’s time to give deep hole drilling a second look.








Related Content

Hybrid Milling/Drilling Machine Reduces Total Mold Machining Time
MSI Mold Builders now squares, plus drills and taps eye-bolt holes on 50% of its tools in a single setup using a five-axis milling/drilling center with a universal spindle.
Read More
Solid Carbide Drill Designed With Mold Machining in Mind
The Walter X·treme Evo Plus DC180 Supreme drill maximizes productivity and process reliability thanks to its Krato·tec AlTiN coating technology.
Read More
Micro-Diameter End Mill Series Reduces Cutting Time, Enhances Finishing for Ultra-Precision Moldmaking
Towa Corp. features CBN and proprietary-coated solid carbide end mills that feature high accuracy, optimized sharpness and wear resistance and ensure long tool life.
Read More
Gundrill Tool Extends Hole-Making Productivity for Injection Molds
Minimized downtime, enhanced machine productivity and the ability to drill interruption and cross holds are some key features behind the Iscar Tri-Deep gundrill.
Read MoreRead Next

Building a Mold in Fewer Setups
Current machine tool technology can reduce complex elements of moldmaking while increasing mold quality and accuracy.
Read More
Reasons to Use Fiber Lasers for Mold Cleaning
Fiber lasers offer a simplicity, speed, control and portability, minimizing mold cleaning risks.
Read More
Are You a Moldmaker Considering 3D Printing? Consider the 3D Printing Workshop at NPE2024
Presentations will cover 3D printing for mold tooling, material innovation, product development, bridge production and full-scale, high-volume additive manufacturing.
Read More