
Faster Machining Time with the Right Toolholders
In order to increase the productivity of the milling process in a die and mold company, one cannot concentrate only on the high performance machining centers. The tool holders can also help with savings. This is exactly what happened at the die and mold company Langer GmbH & Co. KG. With the help of the high quality HAIMER Power Shrink Chucks the total machining times on several applications were reduced almost in half.

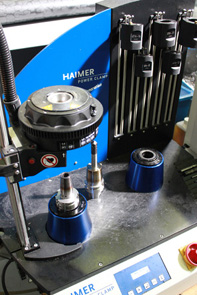
The modern machining centers at Langer, for example the Hermle C42, are using predominantly cutting tools that are clamped into Haimer Power Shrink Chucks and Power Mini Shrink Chucks (the slim chucks on the right). Picture: Haimer

On these grooves Langer was able to save the pre-finishing work. The tool is clamped in a Haimer Power Mini Shrink Chuck that shows such stability, that the finishing was made in one pass and met all quality requirements.

Coolant supply tight on the tool: The Haimer Cool Flash System enables the needed cooling and chip-removing effect up to 20,000 RPMs – without cumbersome accessories. With this the tool life can be doubled in critical applications.

Cut-away model of a Cool Flash Chuck: A welded disc with slots forces the coolant from the coolant bores onto the tool in a ring form, where it slides directly onto the cutter.


Joerg Lehmann (left), team leader NC machining at Langer, and Oliver Lechner from Haimer get excited about the successful improvements in the chip removal process.
The proper shrink fit machine is also required for the Haimer shrink fit chucks. The Power Clamp New Generation from Haimer is an inductive shrink fit machine that can be adjusted to the length and diameter of the chuck. Due to this only the clamping range of the chuck is heated, which considerably reduces the cooling time, among other things.

The Langer Group takes on tasks from the development to the production of prototypes and series injection die and mold tools, up to trials of pre-series and production of small series parts. Products out of CFK/GFK, injection die and mold parts like intake pipes, cover parts, oil troughs, oil filter housings, air filter housings and design covers are a few examples of products made from the finished tools.





Langer GmbH & Co. KG, located in Germany near Lake Constance, is a die and mold producer with approx. 140 employees. The services that they offer include the development and production of prototypes of serial tools for injection die molding, up to the sampling of pre-series and small series production.
Within the 60 employee strong die and mold department, the mechanical production of the molds takes a central position. The goal is to finish the tools for injection die molding in the quickest possible time and reach the high quality requirements of the automotive industry. The data to be transcribed out of the design department into high quality tools out of aluminum wrought alloy or profile steel of the type 2312 and 2767, is the job of the “NC Machining” team. Their team leader, Jörg Lehmann explains that the setup with high quality machines, tool holders and tools are the main factors that affect machining times.



In his department there are six modern, three to five axis machining centers from DMG, Mikron and Hermle. While many different high quality cutting tools are being used, this experienced mold producer has one trusted partner for the tool holders: “Since we first tried the Power Shrink Chucks from Haimer in 2008, we have stayed with this producer.”
The motivation to start searching for a strong partner for tool holders was that Langer was not satisfied with the current shrink fit chucks they were using. After a few shrink cycles, those shrink fit chucks were no longer giving the required clamping forces. That is a point in which the Haimer shrink fit chucks stand above the rest, as Joerg Lehmann points out after many years of experience.
Theory and Application of Shrink Fit Chucks
The reason lies in high value raw material, the machining process and the design differences. An important feature is for example a tight fitting bore that holds the tool in the longest range possible. For this the entry chamfer of the shrink fit chuck plays a very important role. Here is where the protruding length and the rigidity of the tool are decided. Shrink fit chucks from various producers allow the entry chamfer to be five to ten mm long. Consequently, there is no clamping at this position resulting in no clamping forces. The protruding length of the tool is unnecessarily increased. This can also similarly happen on the back end of the fit, where the chuck often has too much material turned out. Also here there are no clamping forces that hold the tool. Due to these factors, the range of the fit is relatively short. In addition there is also the diameter and contour of the bore. Joerg Lehmann is more interested in the results of the theory.
The milling characteristics are what interest him: “The Haimer Shrink Chucks, especially the Power Mini Shrink Chucks, have excited our whole team because they have indeed provided a large advancement in the production. The chucks offer a lot of mass near the taper of the holder, which reduces vibrations and the slim form in the nose of the holder enables machining in tight contours.
Shrink Fit Chucks with Extra Slim Outer Contours
Haimer developed the Power Mini Shrink Chucks especially for the requirements of five axis milling in the die and mold industry, where they are suitable due to their special combination of a slim tip and strong base. A prominent feature of the Mini Shrink Chucks is the slim outside three degree angle contour, which is the exact draft angle that is used in injection die molding. The Power Series of the Mini Shrink Chucks has a strengthened contour at the bottom end of the chuck. Due to this, the shrink fit chuck can cut in deep mold cavities but is rigid enough to absorb heavy side forces occurring at five axis machining.
At Langer’s die and mold shop the workers know how to use the resulting advantages. Joerg Lehmann reports: “We can go much higher cutting values compared with other chucks. We save time with pre-work, for example groove milling in steel. Here we use a diam. 2 mm ball cutter to pre-finish first to 1/10 of a millimeter. With the Power Mini Shrink Chucks we can reach the desired result in one finishing pass. The machining time is then reduced by up to 50 percent.”
Cool Flash Is Ideal for High-Speed Cutting
Haimer’s goal is to offer the suitable shrink fit holder for every application. According to this the standard offering in many different versions and lengths is very big. Of course, other chuck types are also in the product range. The company Langer also uses ER collet chucks from Haimer – “because the quality is correct and the delivery reliability is outstanding,” explains the NC machining team leader.
He and his team are always ready to test new products like Haimer’s newest product, the Cool Flash system, which makes sure that coolant is reliably transferred to the cutting edge. Many milling cutters may not have an internal bore for the coolant due to stability reasons and in order to acquire high quality finishing results, the milling cutter must be cooled externally to flush chips out of the way. Alongside the typical flush cooling from the coolant hose, there are now integrated systems in the chuck itself. The systems should feed the coolant directly to the cutter. For Joerg Lehmann it pays off to test new technologies. The first one that he tested from a different supplier had given many promises, however the chuck only worked together with a complicated mounted sleeve system, which leads to special geometries and was not easy to handle. The nozzles in the sleeve collected dirt very easily and during the shrinking process, the sleeve had to be disassembled, which in turn costs much time.
When he tried the Haimer Cool Flash System on the machine, Lehmann and his team were excited. “It is wonderful how tight the coolant stays on the tool, even at 20,000 RPMs. That was the difference compared to the other previously tested chuck, which started to have wide dispersion at 6,000 RPMs.”
Coolant Stays on Mlling Cutter without Cumbersome Accessories
Die and moldmakers gladly use high RPMs in order to achieve optimal surface finishes. When milling in deep cavities or pockets however it is important that the chips are properly washed away. That works only when the coolant stream hits the right point with high pressure. Haimer had recognized this problem in their own production and researched a solution until Cool Flash was finally developed. The previous solution at Haimer was the Cool Jet System, which integrated coolant bores into shrink fit chucks and other tool holders. Through the use of two or three nozzles the coolant is transported directly onto the tool cutter. Now Haimer has used this approach to further develop the Cool Flash system, which can be integrated into shrink fit chucks. At the top of the shrink chuck, a disc is inserted onto the Cool Jet bores, which has a small ring gap left open with slots opposite to the tool shaft. The coolant is not fed through points but is actually transferred in a ring form to the cutter and can lie around the tool like a coating. The coolant then clings and slides on the miller shaft, also at high RPMs, as a coating over the chip flute to the cutting edge. The shrinking process is no problem with Cool Flash and does not involve any cumbersome assembly.
This option is definitely worth the money for Joerg Lehmann, “Where we used to have to decrease feed rates by critical operations such as pocket milling, we can now work in normal speeds. There aren’t any chips that get stuck and the cutting tools do not break. We use cool flash whenever possible. In addition to the increased process stability, we also save on coolant usage compared to the flush cooling from outside.”
High-Performance Mold and Die Maker from Sigmaringen County
The die and mold maker founded in 1975 in Ilmensee, Germany, Langer GmbH & Co. KG, is the largest company of the Langer group with 165 employees. Their customers are leading automotive producers and their suppliers, companies from the aerospace industry and also the medical industry. Their product program includes prototypes and serial tool manufacturing, injection molding, testing equipment and cubing technology as well as their own design department. Together, these product groups of Langer GmbH & Co. KG are able to realize an annual turnover of approx. 17 million Euros with 140 employees.








Related Content

Machining Center Spindles: What You Need to Know
Why and how to research spindle technology before purchasing a machining center.
Read More
Revisiting Some Hot Runner Fundamentals
What exactly does a hot runner do? If you’ve been in the injection molding industry for any length of time, you might think the answer is obvious, but it is not.
Read More
6 Ways to Optimize High-Feed Milling
High-feed milling can significantly outweigh potential reliability challenges. Consider these six strategies in order to make high-feed milling successful for your business.
Read More
The Ins and Outs of Hot Runner Temperature Control
A training checklist that explains the why and how of proper hot runner temperature control and system management.
Read MoreRead Next

A New Standard for Roughing in Moldmaking
A look at how to use modern toolholding technology with assurance that the cutting tool will not pull-out and how to increase feeds and speeds during heavy roughing.
Read More
Shrink Fit: The High Accuracy Toolholder of Choice
Requirements in the mold industry are much more precise than general machining, so more attention must be paid toward the selection of the appropriate toolholder in regards to its features and benefits.
Read More
How to Use Continuing Education to Remain Competitive in Moldmaking
Continued training helps moldmakers make tooling decisions and properly use the latest cutting tool to efficiently machine high-quality molds.
Read More