
Watching for Wear
Considering how coatings wear over time extends the options for mold surface finishes beyond hard chrome and electroless nickel.
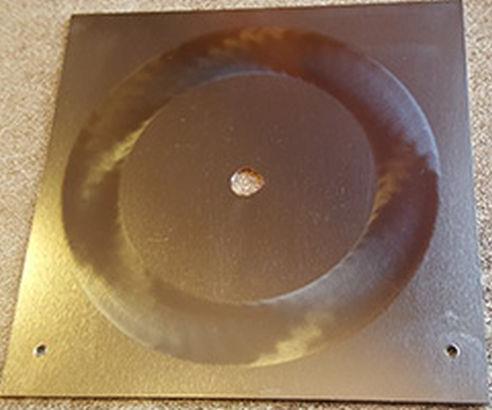
The rut on this test panel indicates where the Taber abrasion tester eroded the coating. Comparing the panel’s weight before and after the test reveals the amount of wear that a coating can withstand. Images courtesy of Bales Metal Surface Solutions.
This untested panel is plated with an electroless nickel coating with nano-size diamond particles. To the eye, the coating looks very much like electroless nickel.

An electroless nickel coating with nano-size diamond particles is ideal for parts with deep ribs, like the one pictured here. Parts like this commonly might have been coated in electroless nickel.



More intricate molds, corrosive materials and resins, and advances in coatings science have led to the development of multiple choices for mold surface finishes beyond hard chrome and electroless nickel. Consulting with a knowledgeable supplier is your best bet for selecting the right surface treatment for a specific application, but it’s always wise to also have a basic understanding of the pros and cons of various coatings. For example, in terms of wear resistance, an electroless nickel coating with nano-size diamond particles can be a better alternative to more “classic” options, but how do you measure its abrasion resistance?
Measuring Hardness and Wear
The most common indicator of hardness is the Rockwell hardness test, as defined in ASTM E-18 (standard test method for Rockwell hardness of metallic materials). This method involves applying force to an indenter, then measuring the depth that the indenter reaches when it impacts the material. However, resistance to indentation is not the most appropriate measure of abrasion resistance. That title of distinction belongs to the Taber Wear Index, which shows the amount of material removed by a Taber Abraser (an instrument for accelerated wear testing) during an operation. This is a standard test a plater may conduct in house as part of a company’s quality control and product development processes.
The Taber test calculates the loss in weight of the material over a specified number of abrasion cycles—either the loss in weight per cycle or the loss in weight over the number of cycles required to remove a unit amount of coating thickness.



The chart below shows the results of a Taber test conducted in accordance with ASTM D4060 (standard test method for abrasion resistance of organic coatings by the Taber Abraser), which provides three types of calculations for wear resistance:
1. Wear Index: Weight loss per specified number of revolutions (usually 1,000) under a specified load (500 or 1,000 grams).
2. Wear cycles per mil: Number of cycles required to wear through a 0.001-inch thickness of coating.
3. Cycles to failure: Number of test cycles to wear away the coating or to expose the substrate.
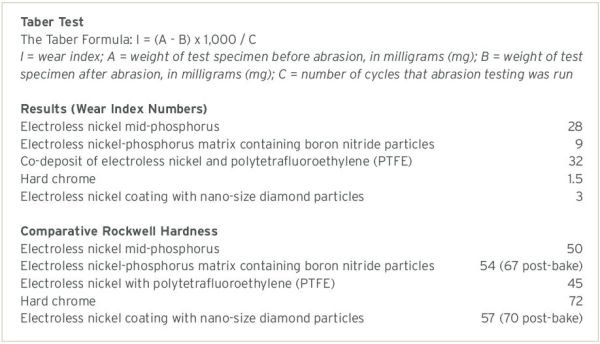
For this particular test, the Wear Index was used to compare five coatings: electroless nickel, an electroless nickel-phosphorus matrix containing boron nitride particles, a co-deposit of electroless nickel and polytetrafluoroethylene (PTFE), hard chrome and an electroless nickel coating with nano-size diamond particles.
Step 1. As required by ASTM testing standards, a 1,000-gram weight was placed on an abrasive wheel that rotated at a constant speed. Test panels measuring 4 by 4 inches and made from S-16 cold-rolled, 20-gauge-thick steel were prepped and plated with each of the coatings. A minimum of 0.0010 inch of plating was applied.
Step 2. The beginning thickness and weight of each panel was recorded before the start of testing. Then, panels were stopped at every 1,000 cycles for more data collection. The process was repeated 10 times over a total of 10,000 cycles. Along the way, ASTM cleaning requirements were followed
to ensure the data were accurate.
Step 3. The weight after abrasion testing was subtracted from the weight of the test panel before abrasion testing began. That number was then multiplied by 1,000 and divided by the number of cycles that were performed (also 1,000). The result is the specified wear rating for that finish. A higher number means the coating is less resistant to wear (more plating was removed), and a lower number indicates that the coating can better withstand wear (less plating was removed).
The results of this test case indicated that hard chrome had the best wear rating overall, but the electroless nickel coating with nano-size diamond particles far outperformed the other nickel products tested and was very close to hard chrome in terms of hardness.
Appropriate Applications
Finding the right coating for an application obviously is very important. Each attribute of a coating addresses a particular problem, so it’s best to fully understand the pain point that needs to be eliminated, then apply the right coating to tackle that problem.
For example, hard chrome is well-suited for high-wear applications due to its high hardness and abrasion resistance. Therefore, it is usually ideal for electrical circuit breaker molds, which use materials containing as much as 40 percent glass. On the other hand, electroless nickel is ideal for molding of polyvinyl chloride, or PVC. PVC will attack chrome and deteriorate the coating, while electroless nickel plates uniformly for full coverage, protecting against corrosion.
A limitation of chrome plating is that it is effective only on areas accessible by an anode, and if the anodes cannot reach every surface detail, the hard chrome will not be able to provide full coverage. A mold with complex details may benefit from extra, conforming anodes that direct the current, but this adds time and expense to the project. In such cases, an electroless nickel coating with nano-size diamond particles is the more appropriate choice, as its Taber test result of 3 (see chart) indicates high durability and high abrasion resistance. Also, a coefficient of friction of 0.10 means release is better than chrome (0.2), equal to PTFE (0.10) and much better than electroless nickel (0.45). Keep in mind that the lower the number, the less friction is present.
In one real-life application, an electroless nickel coating with nano-size diamond particles was the answer for a medical device manufacturer making parts with proprietary steel inserts. Because the inserts had a sharp point, they were prone to sticking, causing release issues that slowed production and compromised quality. The electroless nickel coating with nano-size diamond particles provided the required wear resistance and lubricity.
Establishing a part-count program is an effective solution for tracking wear, especially in high-volume molding projects. From the first time you run a mold, keep an accurate piece count until the mold is ready for its first maintenance check. Then use that count to predict when maintenance next will be due. Even then, however, it’s a good idea to pull your mold routinely to see if the coating is wearing through. Missing important wear signals will mean more costly repairs and additional polishing expense. Your coatings vendor can be a valuable resource for educating personnel on how certain coatings will wear over time, as well as on ways to reduce downtime and cut costs.








Related Content

The Ins and Outs of Hot Runner Temperature Control
A training checklist that explains the why and how of proper hot runner temperature control and system management.
Read More
What is Scientific Maintenance? Part 2
Part two of this three-part series explains specific data that toolrooms must collect, analyze and use to truly advance to a scientific maintenance culture where you can measure real data and drive decisions.
Read More

Line Width vs. Depth Ratio in Laser Engraving
A laser does not produce 90-degree sidewalls. It requires a certain amount of draft in order to produce the required pattern.
Read MoreRead Next

Keeping Molds Running
Technology advancements encourage moldmakers to think about surface treatment, mold maintenance and repair issues earlier in the mold build process to obtain better mold performance and life.
Read More
How to Use Continuing Education to Remain Competitive in Moldmaking
Continued training helps moldmakers make tooling decisions and properly use the latest cutting tool to efficiently machine high-quality molds.
Read More
Reasons to Use Fiber Lasers for Mold Cleaning
Fiber lasers offer a simplicity, speed, control and portability, minimizing mold cleaning risks.
Read More