



Modern manufacturing environments are continually evolving. To meet increasing productivity requirements, turnaround times and cost objectives, manufacturers continue to invest in higher technology solutions, such as multi-axis and multitasking machines that enable more complex processes. These processes simplify part setups, reduce handling between setup or machines, enable better (shorter) tooling in many cases and also maximize valuable floor space due to consolidating multiple processes in fewer machines. Proper application of this equipment and maintaining high billable hours on these machines is essential to today’s shops.
However, to successfully realize any of these equipment investments, software plays a major role. CAD/CAM software has traditionally been sought out for its toolpath generation with collision avoidance and manufacturing execution and planning features, but lately, there is also an increased emphasis on machine simulation solutions, also known as virtual machining. This term is beginning to define a class of technology, and as with other software categories, not all solutions are the same. It is helpful to know some background details about simulation tools to gain a real understanding of virtual machining.



Using an optimized virtual machining process provides a more efficient solution than depending on the programmer to identify all constraints.
Simulation Tool History
Early simulation tools focused on reading neutral-language NC formats, such as APT. Simulation would identify gross errors and give some confirmation to the manufacturing process, but the tool paths and movements defined in the postprocessor would first be seen at the machine tool.
G-code simulators have grown in relevance and provide better feedback to the actual machining situation. Be aware that some of these simulators reverse postprocess code in the background to be then able to simulate all machining formats through a standard processing engine.
G-code simulators need to have a complete understanding of the language commands that are possible at the machine control, either as output by the CAM system or possibly with added codes by the end-user. Otherwise, a command in the part program might not be interpreted properly by simulation software. Also, both CAM neutral-file and G-code formats often change by version. This is done to enable new toolpath strategies, new types of supported cutters or new capability available in machine controls. These changes provide the need to update simulation “formatters” from time to time. A closed-loop environment, including CAM and simulation, increases the assurance of compatibility.
The performance of simulation software has improved continually due to greater capability of computer processors and graphics cards, and improvements to monitor displays. In addition to crisp images and faster processing, current simulation tools model the machine environment more completely, including tool change, lasers and probes, and coolant blocks. Most simulation tools have focused on simulating computed tool paths against machine components. The “tool does not hit the part” result was determined in the CAM toolpath engine and confirmed in the simulation software.
The goals of virtual machining programs are to simulate the computed tool paths and add links and knowledge regarding the machine tool and its capabilities and constraints. Then, the virtual machining system can optimize and add value to the computed tool paths.
Optimized Virtual Machining
Virtual machining provides the postprocessor and simulation, and closely models the machining process, reducing the need to confirm tests at the machine and increasing machine tool and machinist efficiency. Digital twin is a common industry term, but not all twins are alike. The standard expectation of the digital twin is geometric modeling with kinematic motion. However, the system should also model the movements from home or tool change positions and handle controller commands, such as tool center point control, plane commands, canned cycles and cutter compensation.
By providing a realistic representation of the machining environment, virtual machining can also provide and add valuable information beyond simulation and identification of error conditions. These capabilities improve tool paths that are traditionally calculated in the CAM engine. They incorporate knowledge of the part model, tooling, the toolpath calculation and collision check engine, and the machine tool model with its physical constraints.
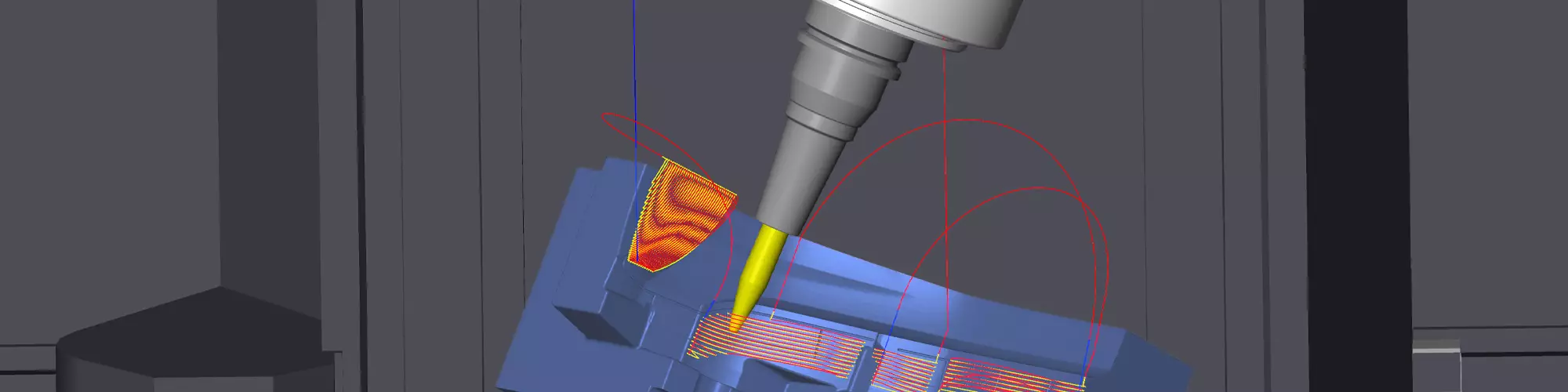
In a virtual machining center environment, individual part programs can be linked with smooth and safe connections that enable the cutter to remain close to the workpiece. The benefit is high assurance and time savings, as compared to moving the machine to a home or safety position between programming jobs. Also, the smooth connections are better for the machine tool mechanics compared to fast moves with hard stops and sudden direction changes.
Virtual machining
In a virtual machining center environment, individual part programs can be linked with smooth and safe connections that enable the cutter to remain close to the workpiece. Images courtesy of Open Mind Technologies USA.
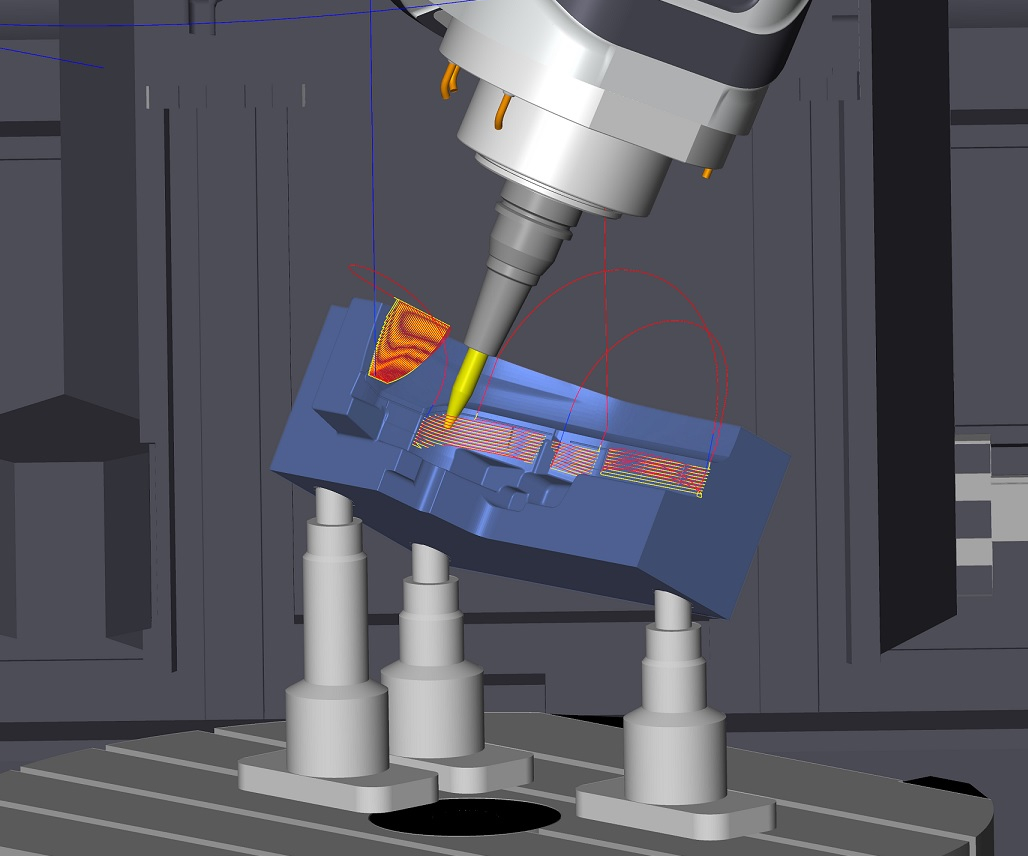
Optimized infeed movements considerably reduce auxiliary processing time.
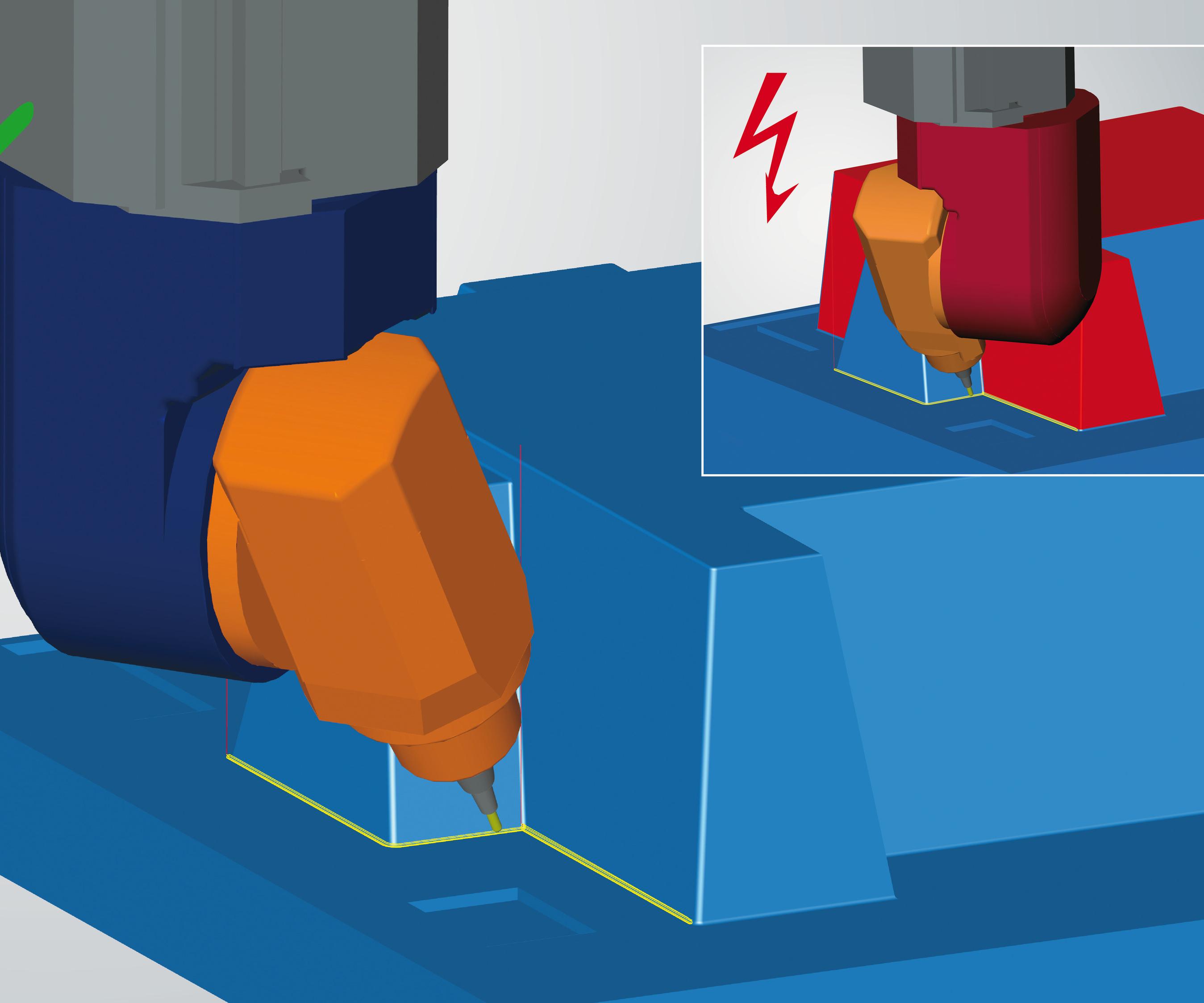
A virtual machining optimizer CAD/CAM software module analyzes entire machining sequences and considers axis limitations. This photo shows an example of using this module with an asymmetric head resulting in no collision, compared with not using it and having a collision result.
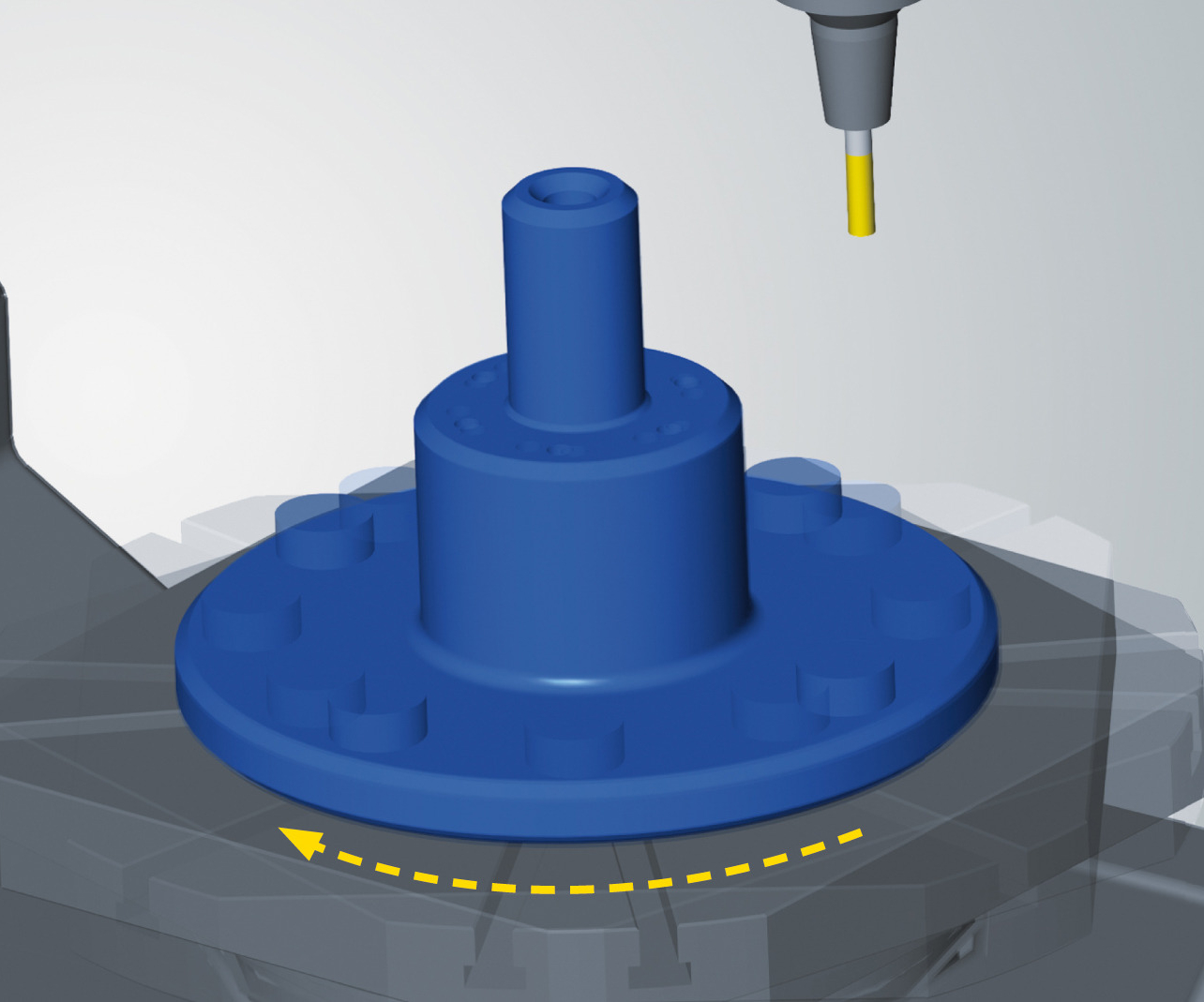
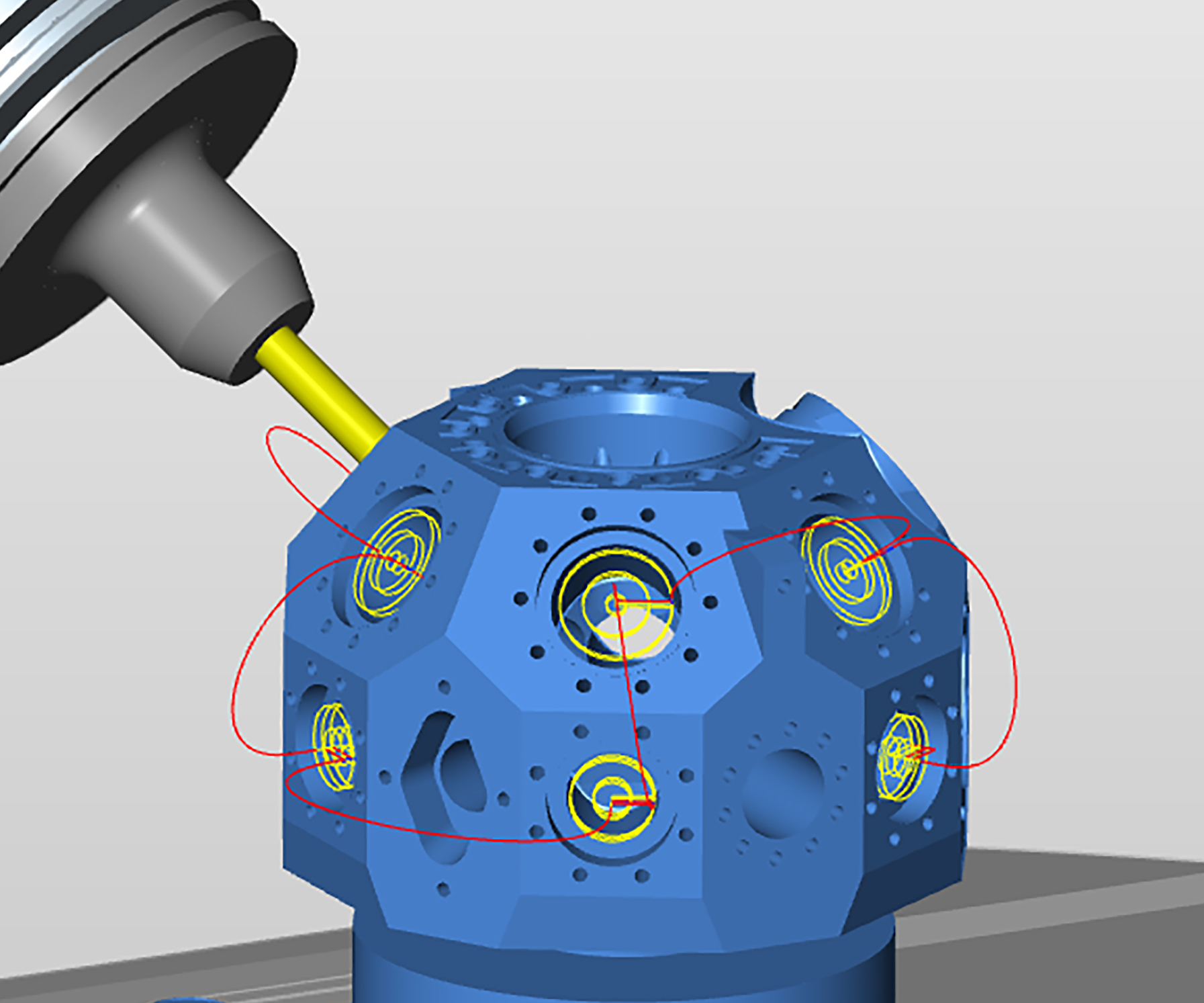
A virtual machining optimizer CAD/CAM module enables the C-Axis to rotate for collision-free machining.
Let’s look at some examples:
Managing Constrained Linear Axes. Many toolpath programs may look good on the screen, but they do not ideally utilize the machine axes. One example is vertical toolpath orientations on a five-axis machine. Consider a milled groove surface or a drill pattern at a fixed radius on the part. With a vertical orientation, several solutions are possible using different C-axis positions. Typically, the X and Y axes on a machine are faster than rotary axes. Using a common trunnion style machine design, there may be constraints at 3- and 9- o’clock positions (looking down on the C-axis table) due to potential interference with the trunnion motors.
Although the rotary slot or drill pattern may be better machined by using linear X and Y axes, while also considering the trunnion motors, the machining process is improved by focusing the machining at a 6 o’clock position and rotating the part into this tool position primarily using X- and C-axes. Also, making a rotational slot using a rotary axis may interpolate a better part feature.
Similarly, some machines cannot reach beyond the machine centerline. An optimized virtual machining process can invoke rotary motion when needed to avoid attempts to machine in such regions. Some CAM programming environments offer optimizations that are constrained by the programmer to foresee the machine limitations and compensate by using a switch in the software. As with the above rotary slot, an optimized virtual machining process can change an X and Y move into X and C, or possibly due to axis ranges to utilize the Y- and C-axes. Using an optimized virtual machining process provides a more efficient solution than depending on the programmer to identify all constraints.
The power of an optimized virtual machining solution is that the best angular option may be determined multiple times during a program.
Managing Constrained Rotary Axes. Many machine tools have limited ranges in the rotary axes. This is common in gantry or fork-head style machines where the limitation is a constraint from the machine tool design. A programmer may recognize this limitation and avoid programming processes that have continually accumulating rotary movements. But there are some processes such as swarf milling where the cutter is fully engaged with the workpiece, and it is not easy to change the programming strategy. Here, an optimized virtual machining process can anticipate the coming axis limitation and potentially pre-position a rotary table to then enable the entire cut in one motion. Or, if necessary, it can invoke a retract and safe rewind position to continue the cut within the valid machine axis range.
Asymmetric Machine Heads. The collision check in most CAM systems during toolpath calculation is between the workpiece and the cutter, and possibly other revolved objects that are aligned with the cutter. Then the simulation can identify additional issues, such as the machine head against the part or the machine head against the rotary table. These systems often provide warnings of a collision but rarely override a tool path to create a safe result.
Many milling machines, especially larger machines, may have an asymmetric shape to the machine spindle system, or even just a rectangular housing around the spindle.
The mathematics used to determine the angular positions for five-axis machining usually generate two solutions. Depending on the machine axis ranges, both options may be valid solutions. The typical process is often to select a starting position, and then subsequent positions are determined to be closest to the reference angular location.
The preferred solution is sometimes selected for human factors, such as having the rotary table tilt toward the machinist. Or, in other cases, the preferred solution is determined based on the available tilt axis range beyond horizontal and vertical orientations.
With asymmetric head geometries, one solution may be collision-free while the other solution may result in an interference, or require a long tool stick out length to avoid a collision. The power of an optimized virtual machining solution is that the best angular option may be determined multiple times during a program. After each retract move within the programming, the best solution for the next string of instructions can be determined.
This step can be performed manually in some systems, or is not addressed at all, but on a large mold or die component with many pockets and many retracts, there could be dozens of decision locations. The optimized virtual machining process determines the best solution for each of these toolpath strings automatically and safely links the machining regions together.
Programmers increasingly focus on software for toolpath calculations and simulations. Simulations are a great way to confirm the machining process without directly using the machine resource. Advanced simulation tools, such as an optimized virtual machining process, add value beyond the verification of computed tool paths and can enhance the machining process.








Related Content

Predictive Manufacturing Moves Mold Builder into Advanced Medical Component Manufacturing
From a hot rod hobby, medical molds and shop performance to technology extremes, key relationships and a growth strategy, it’s obvious details matter at Eden Tool.
Read More
How to Eliminate Chatter
Here are techniques commonly used to combat chatter and guidelines to establish a foundation for optimizing the moldmaking process.
Read More
How to Produce More Accurate Molds and Reduce Rework
Patented micro-milling process for manufacturing steel plate flat and parallel helps mold builders shorten mold build times and increase accuracy.
Read More
3D Printing Enables Better Coolant Delivery in Milling Operations
Just like 3D printing enabled conformal cooling channels in molds, additive manufacturing is now being used to optimize coolant delivery in cutting tools.
Read MoreRead Next

CAM Software Speeds Programming and Optimizes Production
Precision Mold and Machining Services gains more control, accuracy and capacity, and better surface finish, with high-performance CAM software.
Read More
Reducing Risk to Implement CAM Software Successfully
Following a training and implementation period, new software technology can provide a strong return to the business and be key to long-term success.
Read More
How to Use Continuing Education to Remain Competitive in Moldmaking
Continued training helps moldmakers make tooling decisions and properly use the latest cutting tool to efficiently machine high-quality molds.
Read More