
Multiple Impact
Incorporating multiple-gate nozzles means smaller molds, small presses, a balanced fill rate, reduced residence time, temperature control and design flexibility.
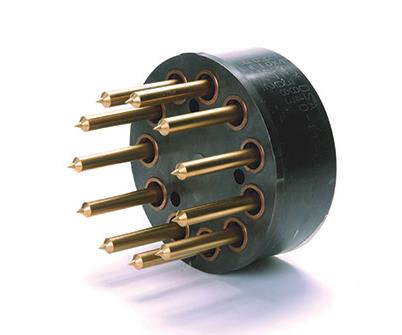
The main body of this system acts as a distribution manifold by taking the single point of injection from the machine and distributing the feed equally in a spoke-like manner to any gates within the body. Images courtesy of Osco Inc.

This glass-filled nylon fan was produced from a single-cavity mold using a multiple-gate-nozzle hot runner system with multiple gate probes.
A heater and thermocouple positioned directly at each gate provide the necessary power and control needed to handle a wide range of resins.



A multiple-gate-nozzle hot runner system offers design flexibility, increased application opportunities, and cost and processing advantages. Such a system consists of a main body with multiple gate probes. The body acts as a distribution manifold by taking the single point of injection from the machine and distributing the feed equally in a spoke-like manner to any number of gates within it. The body is heated with a single heater and controlled by a thermocouple.
Two primary multiple-gate-nozzle types are differentiated by the design of their gate probe elements. In one design, the gate probes are heated individually, with a heater and thermocouple for each gate probe. In the other, the probes are manufactured from a conductive alloy that relies on the heat provided by a single heater around the body. Non-heated probes offer a smaller gating diameter (½ inch), and because
of the separate heat source are generally limited to a maximum diameter of approximately 2 inches.



The independent power source at each gate of an independently heated gate probe allows for a wider application window than the conductive alloy gate probe, enabling, for example, the use of more high-heat resins. Also, the gating diameter of the independently heated gate probe can be increased from its 1-inch minimum to 4-6 inches (depending on the application), which allows the use of more gates.
Here are three key benefits associated with independent-gate-probe-style, multiple-gate nozzles:
1. Design flexibility. The fact that the diameter of the gate probe can increase to any dimension ranging to 4 inches and the number of gate locations also can increase presents new mold opportunities that might not previously have been considered. Take, for example, a mold for a glass-filled nylon fan that is molded using a multiple-gate nozzle with one gate probe per fan blade. A multiple-gate-nozzle hot runner system can be equipped with seven, nine or 11 probes, depending on the number of fan blades on the piece part. The gate on each blade can be located where it is best-suited for the application. The intrinsically balanced feed from this nozzle provides the required concentricity, and the independently heated and hardened carbide-tipped probes provide the required control at each gate to produce quality parts without stringing or drooling.
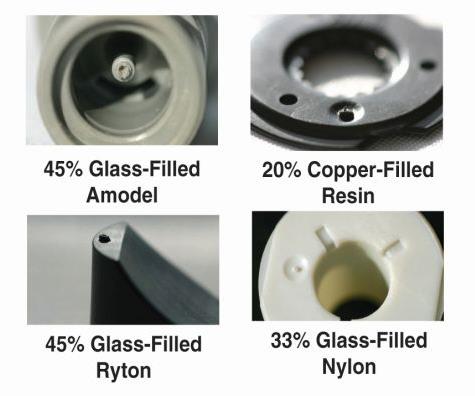
2. Processing advantages. Having a heater and thermocouple positioned directly at each gate provides the necessary power and control needed to handle a wide range of resins, but especially difficult resins such as nylon, Amodel, Ryton, polyesters and other high-heat resins. Without the heat source right at the gate, these types of resins would likely freeze off or drool due to the inconsistent heat from the one body heater to each individual gate probe. The spoke-shaped feed-channel design is geometrically balanced from the machine nozzle input to each of the gates, enabling a balanced fill rate. This design also means there will be minimal residence time within the multiple-gate-nozzle hot runner as compared to a traditional hot runner.
3. Cost savings. Generally, a multiple-gate-nozzle hot runner system will be less expensive than a system with a separate manifold with nozzle drops, which requires more steel and additional components. A multiple-gate-nozzle hot runner system also has a smaller footprint and enables use of a smaller mold, which not only requires less material and machining time, but may also allow for a smaller press with a less expensive hourly rate.
OSCO Inc. Runnerless Molding Systems







Related Content

Revisiting Some Hot Runner Fundamentals
What exactly does a hot runner do? If you’ve been in the injection molding industry for any length of time, you might think the answer is obvious, but it is not.
Read More
Treatment and Disposal of Used Metalworking Fluids
With greater emphasis on fluid longevity and fluid recycling, it is important to remember that water-based metalworking fluids are “consumable” and have a finite life.
Read More
The Ins and Outs of Hot Runner Temperature Control
A training checklist that explains the why and how of proper hot runner temperature control and system management.
Read More
How to Eliminate Chatter
Here are techniques commonly used to combat chatter and guidelines to establish a foundation for optimizing the moldmaking process.
Read MoreRead Next

Reasons to Use Fiber Lasers for Mold Cleaning
Fiber lasers offer a simplicity, speed, control and portability, minimizing mold cleaning risks.
Read More
Are You a Moldmaker Considering 3D Printing? Consider the 3D Printing Workshop at NPE2024
Presentations will cover 3D printing for mold tooling, material innovation, product development, bridge production and full-scale, high-volume additive manufacturing.
Read More
How to Use Continuing Education to Remain Competitive in Moldmaking
Continued training helps moldmakers make tooling decisions and properly use the latest cutting tool to efficiently machine high-quality molds.
Read More