
Impact of Hot Runners on Life Cycle Molding Costs
Five factors to consider when selecting your next hot runner solution.
Figure 1: Purchasing criteria.
Figure 2: Impact of one percent optimization. Figures courtesy of Mold-Masters Ltd.

Figure 3: Brazed heater technology. Design objectives: optimize heater winding to prevent thermal degradation; embed heater element to outlast conventional replacement heater sleeves; secure heater in precise location so it cannot move like a clamp on heater; and, ensure there is no interface between the heater and nozzle that can corrode or vary.
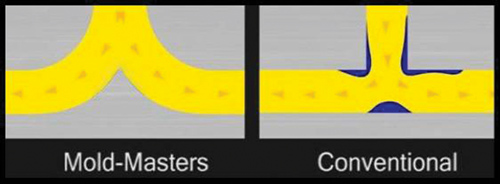
Figure 4: The curvilinear design on the left eliminates dead spots and optimizes flow paths to facilitate balanced filling and fast color change but is not possible to achieve by gun drilling.



A 2008 study of North America Molders1 on hot runner buying criteria concluded the following: Of greatest importance to the buyer was to purchase a high quality, high performing solution that was well supported in the field, durable and dependable, delivered on time, competitive on price and featured innovative technology (see Figure 1).
Buyers in the survey appeared to recognize that a hot runner can have a dramatic impact on the long-term cost of producing a molded component. If a hot runner cannot operate reliably, requires frequent maintenance, contributes to erratic quality, and/or impedes the speed at which the injection molding work cell runs, its initial cost is of little rele-vance to overall life cycle costs.



In determining the Life Cycle Cost (LCC) of a purchasing decision, the following five factors are critical in making the hot runner purchase decision:
- Uptime (reliability and durability of the hot runner components)
- Yield or scrap (time to change color, gate quality, fill balance, ease of startup, temperature uniformity, elimination of hang up spots in the hot runner and consistency of sequencing)
- Speed or cycle time (fill balance, pressure loss, temperature control)
- Part weight (ability to light-weight by reducing pressure loss, filling balance, controlling part to part variation)
- Energy consumption (energy usage of the hot runner in controlling the heating/cooling sequence)
As Figure 2 shows just a one percent change can have an impact on annualized work cell costs. Less energy required, less resin consumed through faster color changes and by molding lighter parts, decreased cycle times and greater uptime all reinforces the importance of the design and build quality of the hot runner. So how should a buyer evaluate a potential hot runner purchase given these factors? We believe decision makers should consider the impact of temperature and pressure.
Temperature Factors
Since a hot runner’s goal is to convey molten resin to the cold half without adversely affecting rheology, precise temperature control all along its path is required. Two critical areas are involved: the manifold and the nozzle delivery system. Precise temperature control is not usually an issue with regards to the manifold, but can be problematic for nozzle delivery systems. Nozzle delivery systems come with either brazed in heaters (see Figure 3) or clamped on heaters. Clamped on nozzle heating solutions are less expensive than the brazed alternative, but are susceptible to hot spotting, corrosion and oxidation degradation, which is accelerated by heat. Air gaps between a clamped on heater and nozzle are unavoidable. This results in poor heat transfer and a need for higher temperatures in the heater band to compensate for wasted heat loss. This also accelerates oxidation and hot spotting. Hot runner solutions that do not incorporate brazed heaters are more likely to fail and will require more on-going maintenance over the life of the hot runner.
Interestingly, users of such systems indicated that they are more likely to accept decreasing production than to pull systems repeatedly out of production for nozzle repair and replacement given the time and costs involved.
Clamped on nozzle heating solutions are generally 20 to 100 percent less efficient in operation.2 Heat transfer to the nozzle is inefficient and involves significant heat loss. As a result more energy is required to compensate for these losses. As clamped on heaters require more energy to achieve the same nozzle temperature as a brazed heater they are more expensive to operate.
Clamped on band heaters over time can shift position. This is problematic for high cavitation solutions where nozzle to nozzle temperature consistency is critical for maintaining part quality, part weight and gate finish. Brazed heaters cannot shift and so retain their position over their lifetime.
Pressure Factors
Hot runners generally operate at pressures up to 30,000 psi (200Mpa). Hot runner suppliers must provide solutions that can safely operate in these environments while in the process ensuring: equal filling to all cavities, efficient color changes and repeatable part quality. Key to achieving this is a manifold design that eliminates dead spots, provides optimum flow
paths and runner shapes.
Manifold design can be either achieved through gun drilling or via two-piece brazing. Gun drilling presents challenges when trying to optimize flow paths for issues related to balanced filling and fast color changes (see Figure 4).
Summary
If you believe that heat and pressure can impact performance leading to unplanned equipment shut downs, or planned shutdowns to undertake recommended maintenance, or a need to carry a high parts inventory, and provide special training to your maintenance group then a Life Cycle Cost analysis in advance of purchasing a hot runner solution may be in your best interest.
1 Commissioned by Mold-Masters.
2 Based on supplier testing and warranty length.








Related Content

Mold Design Review: The Complete Checklist
Gerardo (Jerry) Miranda III, former global tooling manager for Oakley sunglasses, reshares his complete mold design checklist, an essential part of the product time and cost-to-market process.
Read More
Tips for Tackling Mold Design, Machining, Cutting Tool and Wear Challenges
Tips for tasks ranging from reducing risk in part design and taking advantage of five-axis machining to refining cutting tool performance and reducing wear with guiding and centering systems.
Read More
Four Micro Tooling Considerations
Issues involving gating, ejection, mold splits and direction of pull are of special concern when it comes to micro tooling.
Read More
Tolerancing in Mold Design, Part 1: Understanding the Issues of Conventional Bilateral Tolerancing
Mold designers must understand the location, orientation and form limitations of conventional tolerancing before changing to another dimensioning system.
Read MoreRead Next

Hot Runner Justification
How OEMs, molders and moldmakers can better determine when it makes sense to use hot runner technology.
Read More
Are You a Moldmaker Considering 3D Printing? Consider the 3D Printing Workshop at NPE2024
Presentations will cover 3D printing for mold tooling, material innovation, product development, bridge production and full-scale, high-volume additive manufacturing.
Read More
Reasons to Use Fiber Lasers for Mold Cleaning
Fiber lasers offer a simplicity, speed, control and portability, minimizing mold cleaning risks.
Read More