
The biggest advantages of HMCs in the manufacturing of mold and die components are a result of its work envelope, workpiece access and gravity. Images courtesy of Makino.
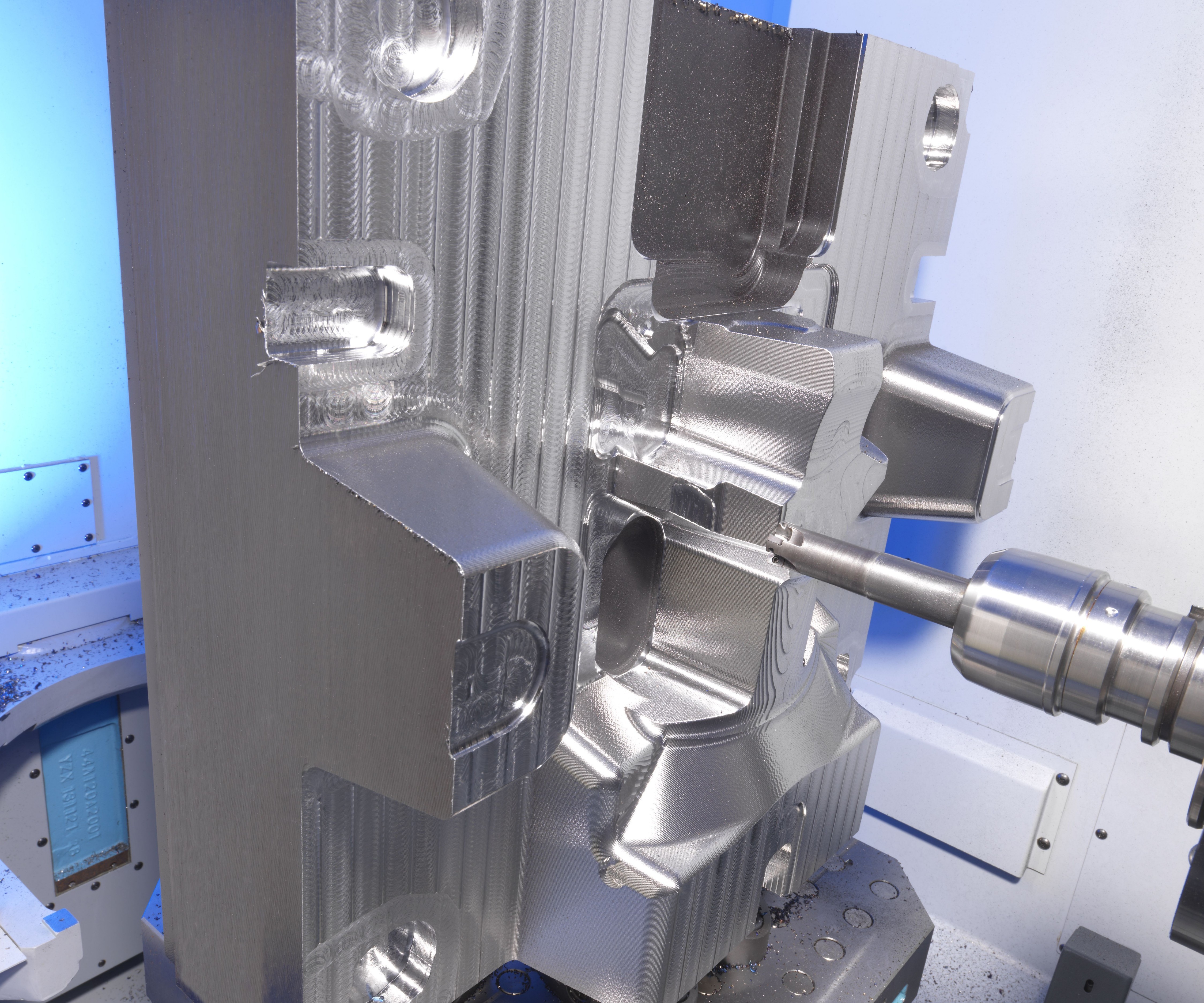
This complex, contoured, 3D mold core is being machined on an HMC and benefiting from the ability to position the part relative to the spindle. It also benefits from the natural gravity flow of the chips from the workpiece.
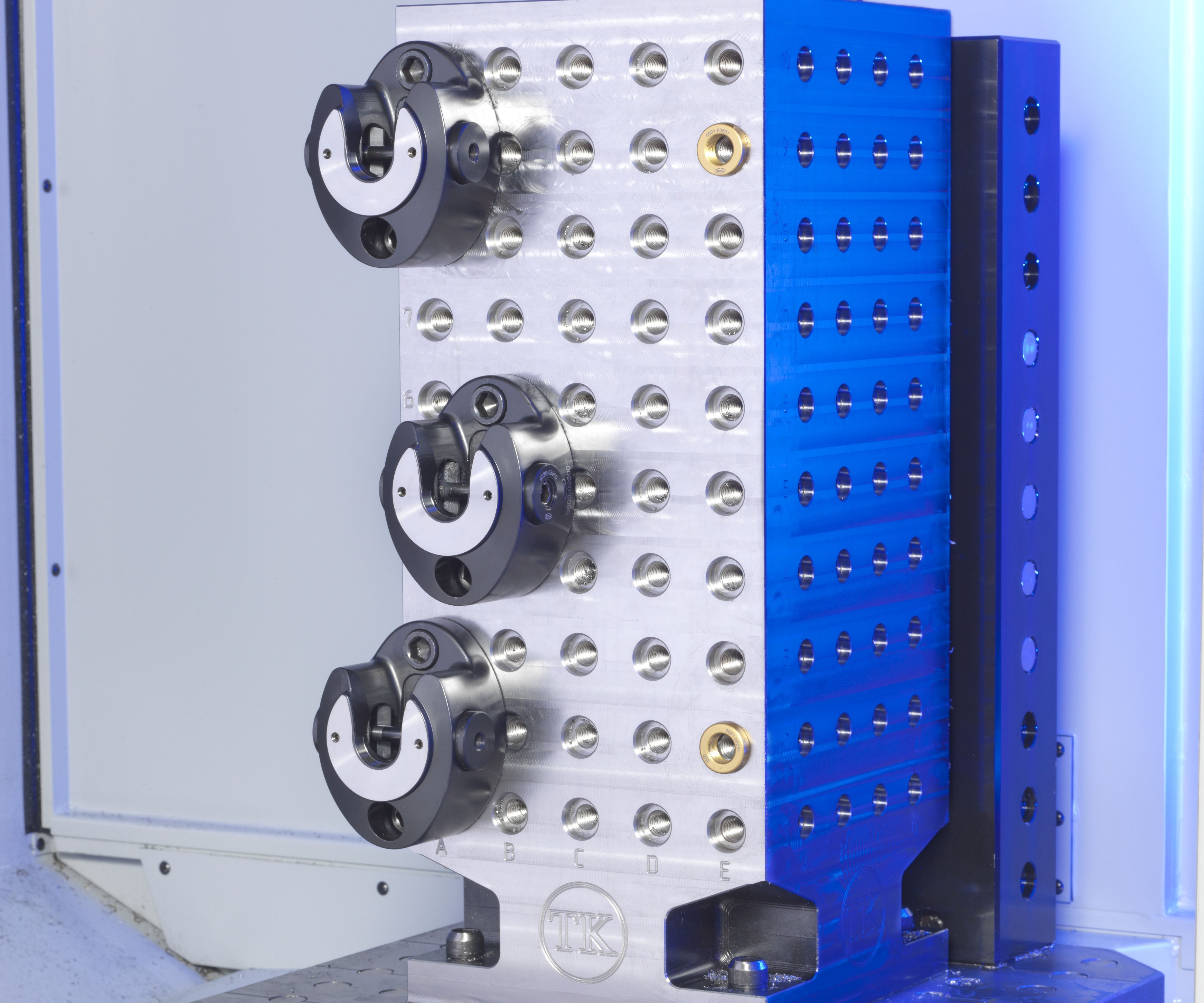
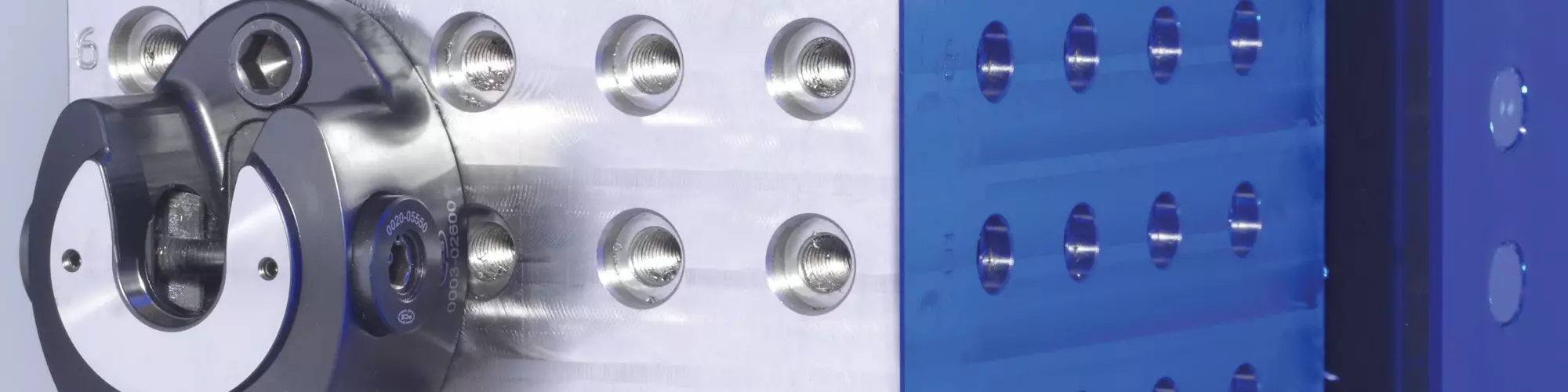
A universal tombstone fixture with a pattern of bushing and threaded holes for use with zero-point, quick coupling components that provide both location and clamping, affording the ability to rapidly handle a variety of mold and die workpieces.
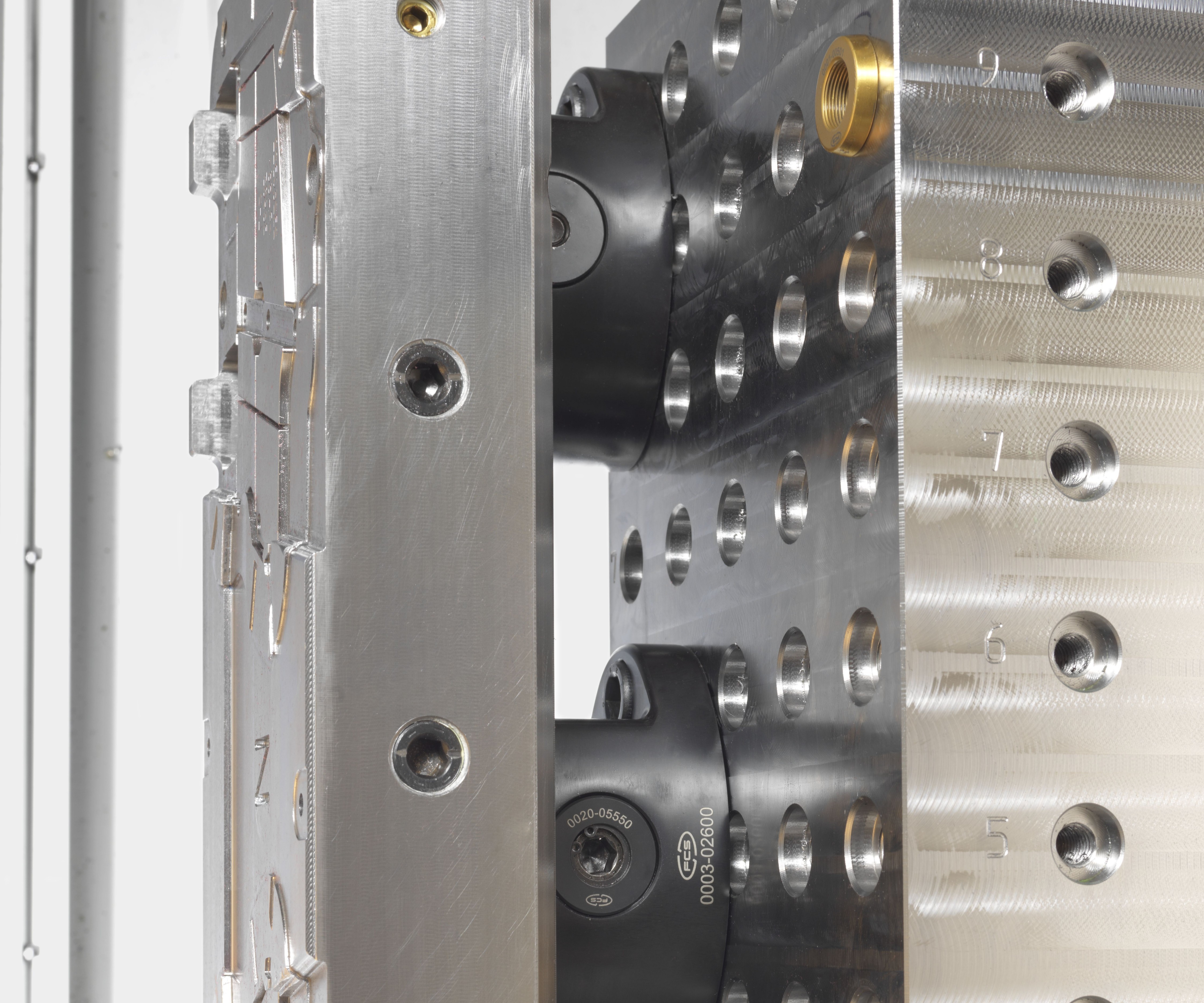
This tombstone fixture has a pattern of bushing and threaded holes for use with zero-point, quick coupling components that are used to locate and clamp a large mold and die workpiece on an HMC, providing quick, productive part change-over.
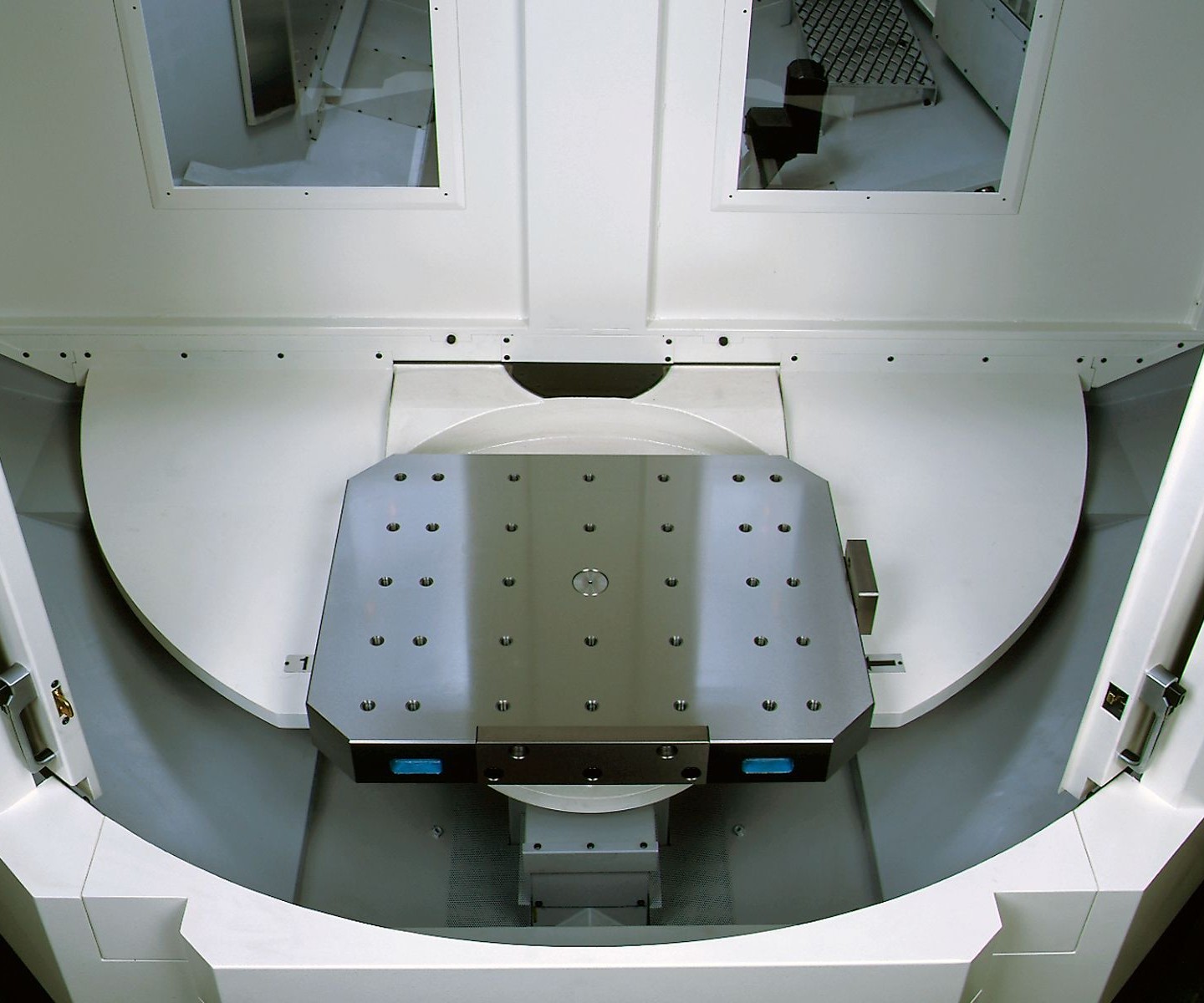
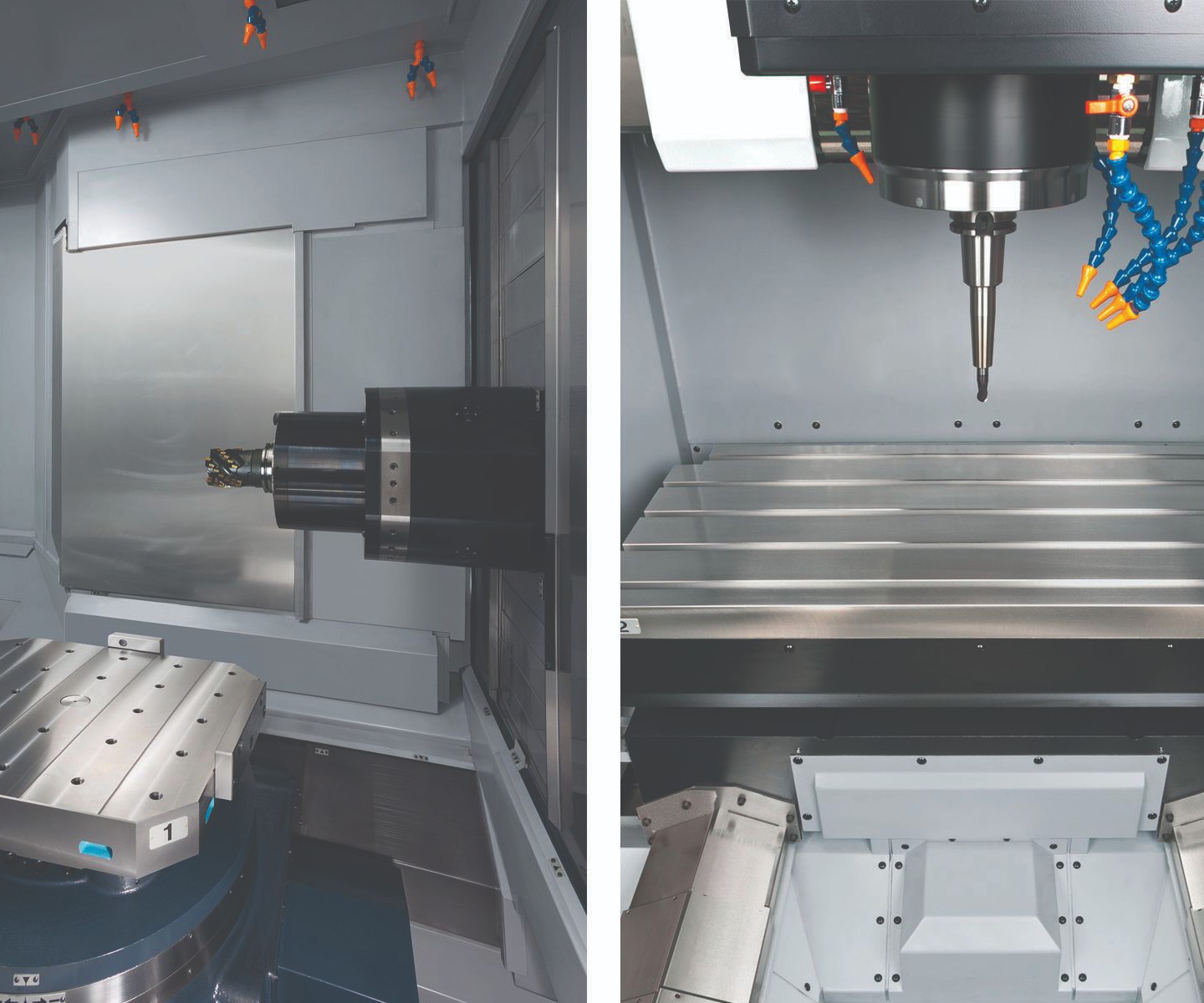
HMCs typically use a pallet changer, like the one shown here, which helps to maximize productivity by preventing part loading and unloading and change-over times from impacting machine cut-time.

When an HMC uses a tombstone-type fixture, it can provide twice as much work to the spindle as a VMC.



Now more than ever, increasing productivity is crucial for shops that want to maintain their competitive position in the marketplace. It is the driving force compelling shop owners to make informed, smart decisions that will keep their companies not only in business, but profitable. The challenge for owners is figuring out what will help them meet their needs today and what will help them continue to meet their needs three to five years down the line. For example, should the next purchase be another vertical machining center (VMC), or is it time to invest in a horizontal machining center (HMC)?
According to HMC and VMC consumption data from the United States Manufacturing Technology Orders (USMTO), there traditionally are almost four times the number of VMCs sold as HMCs in a given year. In 2017, there were approximately 7,800 VMC units sold and 1,600 HMC units sold. The reason for this difference in sales is that many more operators are comfortable with VMCs over HMCs, and historically VMCs are much less expensive than HMCs.



HMCs on the Rise
However, the 2018 Capital Spending Survey by Gardner Intelligence shows that despite the initial expense, shops are increasingly turning toward HMCs for increased productivity, process flexibility and cost reduction. This annual survey collects statistics regarding budgeted spending on machine tools, testing equipment, software and more, which are then projected across the metalworking industry based on plant size.
The 2018 Capital Spending Survey by Gardner Intelligence shows that despite the initial expense, shops are increasingly turning toward HMCs for increased productivity, process flexibility and cost reduction.
Of the $7.5 billion of projected spending on machine tools in 2018, $1.8 billion (or almost 25 percent of all spending) will be on HMCs, compared to $1.6 billion on VMCs. These projections would make 2018 the fourth year within the last 10 in which investment in HMCs outpaced spending on VMCs, despite the significantly higher unit volumes of VMCs on the market.
This projected spending data points to the growing recognition of the benefits associated with HMCs. This data supports the trend that horizontals are acknowledged for the enormous value that they bring to manufacturing. All the same, a lingering concern is whether HMCs are a moneymaker for the “large shops” in the aerospace, automotive and die and mold industries but not for other, smaller ventures, too. The answer lies in the advantages that HMCs offer to any shop—regardless of size—that has the goal of reducing costs and increasing productivity.
Additional data in the Capital Spending Survey backs this up. It shows that job shops plan to spend almost $800 million on HMCs in 2018. This amount is more than four times the projected spending on HMCs by larger automotive and aerospace manufacturers. This data is encouraging news because job shops, including mold building shops, are perfect examples of the types of metalworking facilities that have a lot to gain by using an HMC. Increased productivity and reduced costs result in increased sales and profits, and these basic economic factors are as true for the small shops as they are for the big guys. The bottom line is that any business that offers its customers lower costs and a faster turnaround time is much more competitive than one that does not offer these benefits.
HMC Functions and Features
The work envelope, workpiece access and gravity provide HMCs with their biggest advantages in the manufacturing of mold and die components. For example, chip management, which is essential for cutting-tool durability, comes naturally for an HMC. Its design and construction enable gravity to assist with pulling the chips away from the part and into the chip-management area, decreasing wear and tear on perishable cutting tools. Also, the workpiece on the vertical plane and the horizontal positioning of the spindle in this system move the chips away from the cutting area, reducing the need for re-cutting and improving tool life and surface finish.
The work envelope, workpiece access and gravity provide HMCs with their biggest advantages in th manufacturing of mold and die components.
Basically, placing the core and cavity on a vertical fixture in an HMC provides better access for the spindle to reach both the core and the cavity. Also, gravity aids the natural flow of chips and coolant from the core and the cavity. By contrast, if the core and cavity were flat on the table of a VMC, both would retain chips and coolant. The flat orientation makes it difficult to remove chips and coolant from the cutting area, so the spindle and cutter continuously encounter a collection of chips and coolant. This results in “re-cutting” of the chips, “rubbing” them against the surface to be machined, which causes additional tool wear and poor surface finish on the cavity.
The key to coolant longevity is maintaining good coolant performance as long as possible without needing to clean or recharge the coolant system. HMCs offer better coolant management than VMCs. The flat orientation of a VMC delays or prevents the coolant that “pools” in the cavity and core from returning to the machine coolant filtration system. This affects the machine’s ability to handle chips efficiently. Typically, HMCs have more coolant volume and higher sophistication in coolant filtration. This lengthens the coolant’s serviceable life and minimizes the labor and expendable investment.
Another HMC advantage, permitted by its chip-management design, is the typical use of an index table (or full contouring fourth axis) under the work or pallet. This table facilitates indexing or rotating the workpiece relative to the spindle, which provides angular access to the workpieces for shorter, stiffer tools that can produce better surface finishes. This also provides access to multiple sides of the workpiece. Minimizing workpiece handling, reducing lead time, cutting costs and improving quality by consolidating multi-face features into a single setup.
Most VMC designs do not include an indexing (or rotary) table under the workpiece, which prohibits positioning the workpiece relative to the spindle. A VMC requires the part to be handled or re-fixed for each operation, which means that the machine and spindle are idle. So, not only does the HMC approach provide more parts to the spindle in a single setup, which amortizes non-cutting time over more parts, it also requires less handling and fewer setups, which increases spindle utilization time on the HMC.
Also, when comparing an HMC to a similar VMC, the HMC provides significantly more usable workspace at a ratio of more than two to one when considering the total working volume. The HMC, when using a tombstone-type fixture, could provide twice as much work to the spindle as a VMC.
HMCs increase spindle utilization by reducing parasitic, non-cutting time. Spindle utilization on an HMC is around 85 percent. On a VMC, the percentage may only be 25 to 40 percent. The single largest killer of VMC spindle utilization is part-loading and part-unloading time, as the spindle must be stopped and remains idle during part loading and unloading.
Consider the following example:
HMC:
-
- It has a 6.17-minute total cycle (floor-to-floor)
- HMC was in-cut for 6 of those 6.17 minutes
- Spindle utilization is calculated by dividing 6 minutes by 6.17 minutes, which is 0.972, or 97.2 percent.
VMC (with a one-minute load and unload time):
-
- It has a 24-minute total cycle (floor-to-floor)
- VMC was in-cut for 18 of those 24 minutes
- Spindle utilization is calculated by dividing 18 minutes by 24 minutes, which is 0.75, or 75 percent.
In this simple example, the VMC uses a one-minute load and unload cycle time, considering that the operator would need to remove the finished part, clean chips from the locators of the fixture, locate the raw (in-process) part and then clamp the new part in place. Although this is a very simple example, it does illustrate that the HMC spindle utilization is significantly higher than that of the VMC.
The increased spindle-utilization capability enables HMCs to out-produce comparable VMCs. Having one HMC that yields the same amount of production as several VMCs decreases not only the labor portion of the cost equation but floor space, tooling and utility requirements as well. It also reduces fixture and maintenance costs and streamlines manufacturing.
HMCs also typically use a pallet changer. A pallet changer maximizes productivity by preventing part loading and unloading and changeover times from impacting machine cut-time. The automatic pallet changer enables parts to be preloaded onto fixtures and can exchange a fresh pallet of parts for a completed pallet in seconds. The pallet changer separates loading and unloading from spindle cutting, which keeps the spindle busy, maximizes productivity and prevents part-handling times from impacting throughput.
It also enhances the flexibility of the HMC to juggle various jobs effectively and efficiently. Equipped with a pallet that provides significantly more work-mounting surface around the periphery of a tombstone-type fixture than a comparable VMC, the HMC presents more parts to the spindle, further minimizing non-cutting times.
A VMC that includes a table changer (at additional expense) still yields a significantly longer exchange time than that of an HMC pallet changer. A typical HMC pallet changer may take only 10 seconds, while a VMC table change would take one to two minutes. The issue with most VMC table changers is that they are an option to the base VMC, so they must use the basic VMC kinematic design to provide the table-changing capability, which requires some steps to unload, reposition the machine saddle and load a table to the machine.
Since an HMC with a pallet changer puts more workpieces in front of the spindle, it facilitates unattended operation. This makes HMCs far less dependent on the person loading and unloading the machine. The pallet changer provides a buffer between part loading and cutting, which permits the machine to run through breaks, lunch and even unattended into the evening.
Also, because tool magazines on HMCs typically hold a larger number of tools than those on VMCs, setups and change-overs are minimized and unattended operation is extended.
Even with these HMC cost-saving advantages, some smaller shops are still hesitant to make a move, mostly because the initial investment is significant. However, with today’s relentless demands for increased productivity, it is critical that mold builders carefully consider all aspects of an HMC to make the best-informed decision.
About the Contributors
Bill Howard and John Einberger
Bill Howard is the vertical product line manager at Makino. John Einberger is the horizontal machine tools product line manager at Makino.








Related Content

Developments in High-Speed Machining Technology
There have been many exciting developments in high-speed machining relative to machining centers and controls, tooling and CAD/CAM systems.
Read More
Solving Mold Alignment Problems with the Right Alignment Lock
Correct alignment lock selection can reduce maintenance costs and molding downtime, as well as increase part quality over the mold’s entire life.
Read More
The Benefits of Hand Scraping
Accuracy and flatness are two benefits of hand scraping that help improve machine loop stiffness, workpiece surface finish and component geometry.
Read More
OEE Monitoring System Addresses Root Cause of Machine Downtime
Unique sensor and patent-pending algorithm of the Amper machine analytics system measures current draw to quickly and inexpensively inform manufacturers which machines are down and why.
Read MoreRead Next

Using Automated Technology to Fill the Skills Gap
Process automation is one of the fastest-growing strategies for overcoming capacity constraints in a mold shop.
Read More
Are You a Moldmaker Considering 3D Printing? Consider the 3D Printing Workshop at NPE2024
Presentations will cover 3D printing for mold tooling, material innovation, product development, bridge production and full-scale, high-volume additive manufacturing.
Read More
How to Use Strategic Planning Tools, Data to Manage the Human Side of Business
Q&A with Marion Wells, MMT EAB member and founder of Human Asset Management.
Read More