Unitized Hot Runner Systems Reduce Errors and Save Time
Unitized and integrated hot runner systems reduce machine downtime for increased production.



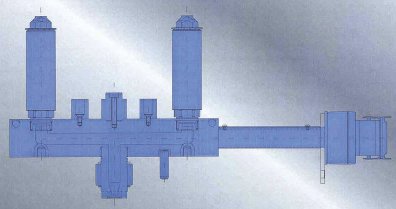
Figure 10: Once outside the press, the integrated hot runner system can be completely refurbished. When complete, the integrated hot runner system only must be re-installed for further production.
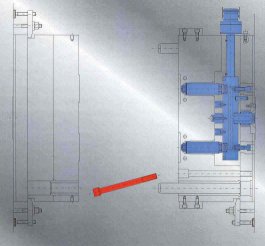
Figure 6: Remove the socket head screw used to fix the cavity plate to the top plate.
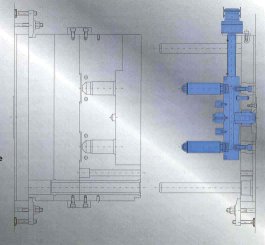
Figure 7: Integrated hot runner system is fullly exposed inside the press.
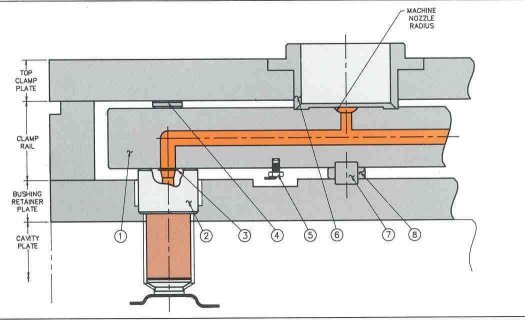
Figure 3: Structure of a hot half.
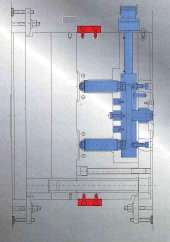
Figure 5: The mold strap in the position shown will capture both the core and cavity plates as the moving platen is retracted.
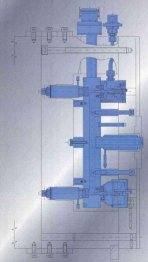
Figure 4: Integrated hot runner valve gate system. Valve gate connections and plumbing are also attached to the manifold and become part of the self-contained assembly.
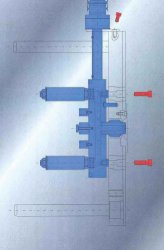
Figure 9: Once outside the press, the integrated hot runner system is easily detached from the top plate.
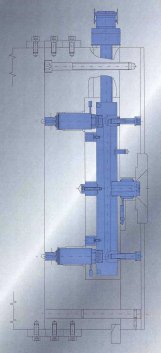
Figure 1: Unitized hot runner system (also shown integrated). Nozzles are threaded into the manifold and wiring is placed in covered channels. The system becomes a self-contained drop-in assembly.

Figure 2: Twelve-cavity unitized system with electrical and hydraulic connections, including control manifold and valves.
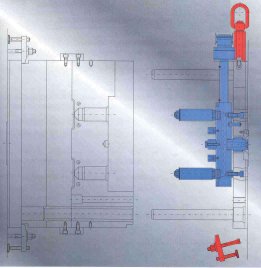
Figure 8: If necessary, only the top plate and the integrated hot runner system must be removed from the press.
Hot runner systems are being used more frequently for the production of injection-molded parts, as they permit parts to be produced more rapidly with improved quality, making production more cost-efficient overall.
Present-day technologies such as insert, coinjection and multicomponent molding would not be possible without hot runner systems. Large parts such as automobile bumpers can be produced only with hot runner systems due to the restrictions on the flow path/wall thickness ratio and the presence of knit lines. Hot runner technology is presently playing an increasingly important role in injection molding production.



Although the hot runner system is incorporated within the injection mold, its tasks and functions are completely different from those of the mold itself. The system constitutes a self-contained unit with specific, highly precise requirements placed on its installation, connection and operation. For this reason, state-of-the-art hot runner systems increasingly are being supplied in ready-assembled form as injection halves. This prevents installation errors, simplifies connection of the system and reduces the amount of time required for installation in the mold.
Advantages of Unitized Systems
On unitized systems, the nozzles and manifold block constitute a single drop-in unit. The melt channel runs from the manifold block directly to the nozzle without any potential misalignment or dead spots. Any potential for plastic leakage between the nozzles and the manifold block is eliminated since the nozzles are inserted within the manifold by a thread connection. This eliminates the tendency for plastic leaks between the nozzles and manifold, which can occur during heat expansion of conventional bushing-type system designs. Production is then interrupted in order to effect repair.
Unitized systems are centered in the injection mold with minimal contacts made of materials that are poor heat conductors and do not require any clamping or pre-tensioning of the mold plates. The minimal contact in unitized systems provides highly accurate and stable temperature profiles, with energy consumption substantially below that for conventional systems (see Figure 1).
The design of unitized systems makes it possible to install prewired hydraulic connections directly on the system, independent of the mold to be used. The hydraulic mechanism driving the valve gate also can be mounted directly on the system, making the injection mold more flexible and enabling it to be used on machines without additional control valves. The electrical and hydraulic connections are configured to customer specifications (see Figure 2).
All the systems undergo electrical continuity, temperature and pneumatic or hydraulic tests prior to delivery. The customer thus obtains a checked, ready-to-install system that can be easily assembled in the mold and brought directly into operation.
When routine maintenance needs to be performed on the system or the mold, the unitized system can be removed from the mold again by this same simple procedure. It can then be tested or repaired independently of the mold.
Conventional Hot Halves Designs
Hot halves were developed from hot runner systems; the nozzles are not permanently attached to the manifold block, but float on the nozzle flanges. These systems require retainer plates to keep the system together (see Figure 3).
Given that the average temperature differential between the hot runner system and the mold is approximately 200'C for most plastics and that the system is in contact with the mold plates, it is possible for increased temperature and energy losses to occur. Dead spots also may result at the transition between the manifold block and the nozzles.
Hot halves typically must be completely dismantled when the hot runner needs servicing. Since the nozzles are not connected to the manifold, the electrical and hydraulic connections must be uncoupled-either entirely or in part-and clamped together again once repairs are completed. This involves a considerable amount of extra work compared with unitized systems, with a renewed risk of assembly and installation errors.
Integrated Hot Runner Systems
The unitized system offers considerable improvements in quality and addresses the cost of repair favorably. Since the integrated system is based upon using the unitized prewired design for installation in the mold, the chance for pinched or severed heater and thermocouple wires is eliminated during assembly. All wiring from the heater to the junction box is encased within a conduit specially designed for that purpose. This is always a benefit whenever the mold/hot runner system is disassembled. Also, since the unitized manifold system is fully functional before being installed in the mold, full testing of electrical and thermal functions are performed at the factory before shipment.
An integrated hot runner system further provides the injection molder the added benefits of the following:
- Routine maintenance, which can be performed without removing the hot runner system from the molding machine. While conventional injection halves also allow some maintenance to be performed when in the molding machine, it is limited to the very front of the nozzle area due to the retainer plate. Servicing beyond this point requires the hot runner manifold system to be removed from the machine in order to expose the manifold system.
- Simple hot runner system/mold interchangeability. Inserts can easily be interchanged without mold removal.
- Valve gate operational plumbing, which can be serviced without disassembly.
Additionally, all of the following operations can now be performed without removing the integrated system from the injection molding machine:
- Gate tip exchange
- End cap exchange
- Nozzle heater exchange
- Nozzle thermocouple exchange
- Manifold thermocouple exchange
- Complete hot runner inspection
Incorporating the integrated design involves preliminary review with the mold manufacturer to ensure proper operation. The unitized hot runner manifold is mounted directly to the top plate of the mold (see Figures 4-10 for the complete operation of exposing the hot runner system while in the injection molding machine).
Since the hot runner system remains firmly attached to the stationary plate during this work, the mold can be repositioned again immediately after the service work is complete and can be ready for production again in just a few minutes. Integrated systems can thus save several hours-or in large systems perhaps days-during routine hot runner system maintenance.
Unitized systems provide a considerable contribution to reducing the number of errors and saving time for mold manufacturers during the manufacturing and sampling of new molds. In addition, integrated systems permit additional savings for injection molders by reducing downtime during injection molding production.








Related Content

How to Eliminate Chatter
Here are techniques commonly used to combat chatter and guidelines to establish a foundation for optimizing the moldmaking process.
Read More
Fundamentals of Designing the Optimal Cooling System
The right mold components can help improve mold cooling and thereby produce higher-quality parts.
Read More
It Starts With the Part: A Plastic Part Checklist Ensures Good Mold Design
All successful mold build projects start with examining the part to be molded to ensure it is moldable and will meet the customers' production objectives.
Read More
6 Ways to Optimize High-Feed Milling
High-feed milling can significantly outweigh potential reliability challenges. Consider these six strategies in order to make high-feed milling successful for your business.
Read MoreRead Next

Improving Shear-Induced Imbalance in Hot Runner Systems
Even melt distribution and balanced filling to and across all cavities while avoiding restrictive mixers is possible with hot runner manifold construction that incorporates a melt rotation design.
Read More
How to Use Strategic Planning Tools, Data to Manage the Human Side of Business
Q&A with Marion Wells, MMT EAB member and founder of Human Asset Management.
Read More
Reasons to Use Fiber Lasers for Mold Cleaning
Fiber lasers offer a simplicity, speed, control and portability, minimizing mold cleaning risks.
Read More